



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、一、判断题 TOC o 1-5 h z .最小间隙为零的配合与最小过盈等于零的配合,二者实质相同。(X ).未注公差尺寸即对该尺寸无公差要求。(X ).尺寸公差与形位公差采用独立原则时,零件加工的实际尺寸和形位误差有一项超差,则该零件不合格。().当包容要求用于单一要素时,被测要素必须遵守最大实体实效边界。(). 一光滑轴与多孔配合,具配合性质不同时,应当选用基孔制配合。()6、用来确定公差带相对于零线位置的偏差称为基本偏差。()7.对同一要素既有位置公差要求,又有形状公差要求时,形状公差值应大于位 置公差值。()8、使用的量块数越多,组合出的尺寸越准确。( x ).选择表面粗糙度评定参数值应
2、尽量小好。().国家标准规定,轴只是指圆柱形的外表面。().过度配合可能具有间隙,也可能具有过盈。因此,过度配合可能是间隙配合, 也可能是过盈配合。(x ).图样标注4 300.033 mm勺孔,该孔为基孔制的孔。(V ).公差值越小,说明零件的精度越高。() TOC o 1-5 h z .孔、轴公差带的相对位置反映加工的难易程度。().基轴制过渡配合的孔,其下偏差必小于零。().从工艺和经济上考虑,应优先选用基轴制。().基本偏差决定公差带的位置。().配合公差的大小,等于相配合的孔轴公差之和。().某一孔或轴的直径正好加工到基本尺寸,则此孔或轴必然是合格件。().最小间隙为零的配合与最小过
3、盈等于零的配合,二者实质相同。().从制造角度讲,基孔制的特点就是先加工孔,基轴制的特点就是先加工轴(X).工作时孔温高于轴温,设计时配合的过盈量应加大。(,).基本偏差ah与基准孔构成间隙配合,其中h配合最松。(X).有相对运动的配合应选用间隙配合,无相对运动的配合均选用过盈配合。(X) 二、填空题1、配合分为以下三种讨.度、 讨-盈、 讨.度。2、位置公差中定向的公差项目有定向 、 定位、 跳动。跳动公差项目有 圆跳动 、全跳动 。.表面粗糙度的两个高度特征参数中,比较全面客观地反映表面微观几何形状特 征的是轮廓算术平均偏差Ra 。.尺寸4 80JS8,已知IT8=46m,则其最大极限尺寸
4、是 80.023 mm, 最小极限尺寸是 79.077 mm。.极限偏差是极限尺寸减去基本尺寸所得的代数差。通过测量得到的尺寸是 实际 尺寸,它应在 极限 尺寸范围内。.孔的公差带在轴的公差带之上为过度 配合;?孔的公差带与轴的公差带相互交迭一过度.配合;孔的公差带在轴的公差带之下为过盈.配合。7配合公差等于_间隙或过盈的允许变动量(Tf=TD+Tc|) 一 具数值应是 正 值。.孔的最大实体尺寸即孔的最小Dmin艰限尺寸、轴的最大实体尺寸为轴的 最大dmax极限尺寸、当孔、轴以最大实尺寸相配时,配合最.孔和轴的公差带由 尺寸公差 决定大小,由 基本尺寸 决定位置。10、标准规定,?基孔制配合
5、中,?基准孔以下?偏差为基本偏差,其数值等于0_,(基轴制配合中,基轴以 上 偏差为基本偏差,其数值等于_0_)0.标准对标准公差规定了 20级、最高级为IT18最低级为 IT01 。.标准公差的数值只与 打关。.标准对孔和轴各设置了 28个基本偏差,对于轴a - h的基本偏差为 上偏差 ,与基孔构成间隙配合、j- zc的基本偏差为下偏差,与基准孔构成过度或过盈配合。三、单项选择题1.下列论述正确的有()。A.孔的最大实体实效尺寸=Dmax-形位公差。B.轴的最大实体实效尺寸=dmax+形位公差。C .轴的最大实体实效尺寸=实际尺寸+形位误差.D.最大实体实效尺寸=最大实体尺寸。.20f6、2
6、0f7和20f8的相同偏差是()。A.下偏差B.上偏差C.实际偏差D.公差.考虑到孔、轴的工艺等价性,下列孔、轴配合中选用不合理的是。A、H8/u8B、H6/g5C、H8/js8D、H9/a9.当被测要素是圆柱面时,其形位公差带的形状是 之间的区域。ABCD.孔的体外作用尺寸 其实际尺寸,A、不大于 B、不小于C、大于 D、等于.下列论述正确的有。A、表面粗糙度属于表面微观性质的形状误差。R表面粗糙度属于表面宏观性质的形状误差。G表面粗糙度属于表面波纹度误差。D经过磨削加工所得表面比车削加工所得表面的表面粗糙度值大。.螺纹标注:M 20X2-6h/7h-L 中,“6h” 表示 。A、中径和大径
7、公差带B、中径公差带C、小径公差带D、中径和小径公差带.下列论述中正确的有。A .对于轴的基本偏差,从ah为上偏差es,且为负值或零。B .对于轴,从jz孔基本偏差均为下偏差,且为正值。C .基本偏差的数值与公差等级均无关。D .与基准轴配合的孔,AH为间隙配合,PZC为过盈配合。.标准公差值与营关。A、基本尺寸和公差等级B、基本尺寸和基本偏差C、公差等级和配合性质D、基本偏差和配合性质.对于实际的孔和轴,用最大实体尺寸限制其 ,使配合结果不至于超过 预定的。A、作用尺寸,最紧程度B、实际尺寸,最紧程度C、实际尺寸,最松程度D、作用尺寸,最松程度.对于实际的孔或轴,用 限制其实际尺寸,使配合结
8、果不至于超过预定 的。A、最小实体尺寸,最松程度 B、最小实体尺寸,最紧程度C、最大实体尺寸,最紧程度 D、最大实体尺寸,最松程序.基本偏差代号为P (p)的公差带与基准件的公差带可形成 oA、过渡或过盈配合B、过渡配合C、过盈配合D、间隙配合.在光滑圆柱体配合中,基准制的选择。A、不考虑使用要求B、主要从使用要求上考虑C、就是根据使用要求进行选择.最大实体尺寸是 的统称。A、孔的最小极限尺寸和轴的最小极限尺寸B、孔的最大极限尺寸和轴的最大极限尺寸C、轴的最小极限尺寸和孔的最大极限尺寸D、轴的最大极限尺寸和孔的最小极限尺寸.从加工过程看,零件尺寸进入公差范围的“起始尺寸”是 。A、最大极限尺寸
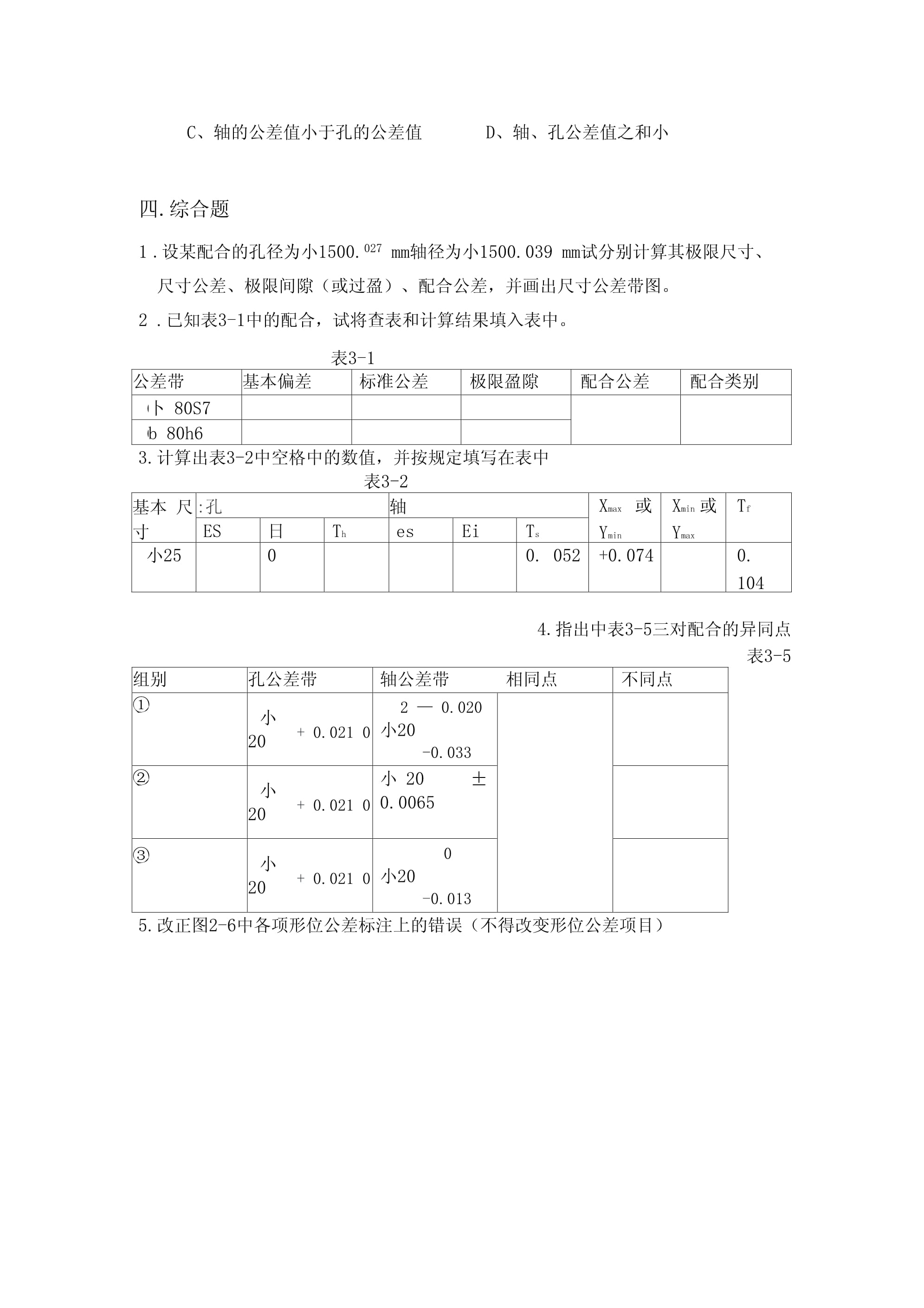
9、B、最大实体尺寸C、最小极限尺寸D、最小实体尺寸.从加工过程看,零件尺寸的“终止尺寸”是 。A、最大极限尺寸B、最大实体尺寸C、最小极限尺寸D、最小实体尺寸.从使用寿命看,机器使用寿命较长,孔、轴的尺寸为 。A、最大极限尺寸B、最大实体尺寸C、最小极限尺寸D、最小实体尺寸.比较相同尺寸的精度,取决于 。A、偏差值的大B、公差值的大小C、基本偏差值的大小.比较不同尺寸的精度,取决于 。A、公差值的大小B、公差单位数的大小C、公差等级系数的大小 D、基本偏差值的大小.配合精度高,表明。A、X或Y值小 B、轴的公差值大于孔的公差值C、轴的公差值小于孔的公差值D、轴、孔公差值之和小四.综合题.设某配合
10、的孔径为小1500.027 mm轴径为小1500.039 mm试分别计算其极限尺寸、 尺寸公差、极限间隙(或过盈)、配合公差,并画出尺寸公差带图。.已知表3-1中的配合,试将查表和计算结果填入表中。表3-1公差带基本偏差标准公差极限盈隙配合公差配合类别(卜 80S7(b 80h63.计算出表3-2中空格中的数值,并按规定填写在表中表3-2基本 尺寸:孔轴Xmax或YminXmin 或YmaxTfES日ThesEiTs小2500. 052+0.0740.1044.指出中表3-5三对配合的异同点表3-5组别孔公差带轴公差带相同点不同点小20+ 0.021 02 0.020小20-0.033小20+ 0.021 0小 200.0065小20+ 0.021 00小20-0.0135.改正图2-6中各项形位公差标注上的错误(不得改变形位公差项目)图2-6.改正图2-7中各项形位公差标注上的错误(不得改变形位公差项目)图2-7.将下列技术要求标注在图2-9上。(1)小100h6圆柱表面的圆度公差为 0.005mm(2)小100h6轴线对(|)40P7孑L轴线的同轴度公差为 4 0.015mm4 40P7孔的圆柱度公差为 0.005mm(4)左端的凸台平面对小40P7孔轴线的垂直度公差为0.01 mm。(5)右凸台端面对左凸台端面的平行度公差为0.02 mm。0 2口二图2-9.将下列技
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 【正版授权】 IEC TS 62453-43:2024 EN Field device tool (FDT) interface specification – Part 43: Object model integration profile – CLI and HTML
- 【正版授权】 IEC 62047-45:2025 EN Semiconductor devices - Micro-electromechanical devices - Part 45: Silicon based MEMS fabrication technology - Measurement method of impact resistance o
- 【正版授权】 IEC 60947-4-2:2020+AMD1:2024 CSV EN Low-voltage switchgear and controlgear - Part 4-2: Contactors and motor-starters - Semiconductor motor controllers,starters and soft-sta
- 【正版授权】 IEC 60601-1:1988/AMD1:1991 FR-D Amendment 1 - Medical electrical equipment - Part 1: General requirements for safety
- 小班水班本课程
- 酱料生产知识培训课件
- 大数据在石油行业的应用
- 2025年幼儿园小班国庆节活动方案
- 2025年社区迎新春活动方案
- 上肢骨折护理诊断及措施
- 市政城市环境管理
- 2025办公楼租赁合同书范本
- 2025年高考英语二轮复习测试04 从句综合+语法填空(测试)(原卷版)
- 春季肝胆排毒课件
- 建筑公司劳动防护用品管理制度
- 医院药品采购制度及流程
- 16J914-1 公用建筑卫生间
- 机械加工PFMEA案例
- 教学课件:《新时代新征程》
- 消费者心理与行为分析PPT(第四版)完整全套教学课件
- GB/T 7324-2010通用锂基润滑脂
评论
0/150
提交评论