



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、第一节第一节 概述概述第二节第二节 高速钢高速钢第四节第四节 陶瓷陶瓷第三节第三节 硬质合金硬质合金第五节第五节 超硬刀具材料超硬刀具材料第一节第一节 概述概述一、刀具材料应具有的性能一、刀具材料应具有的性能耐热性:指刀具材料在高温下保耐热性:指刀具材料在高温下保持足够的硬度、耐磨性、强度和持足够的硬度、耐磨性、强度和韧性、抗氧化性、抗黏结性和抗韧性、抗氧化性、抗黏结性和抗扩散性的能力扩散性的能力( (亦称为热稳定性亦称为热稳定性) )。热硬性:材料在高温下仍保持高热硬性:材料在高温下仍保持高硬度的能力称为热硬性硬度的能力称为热硬性( (亦称高温亦称高温硬度、红硬性硬度、红硬性) ) 注意:注
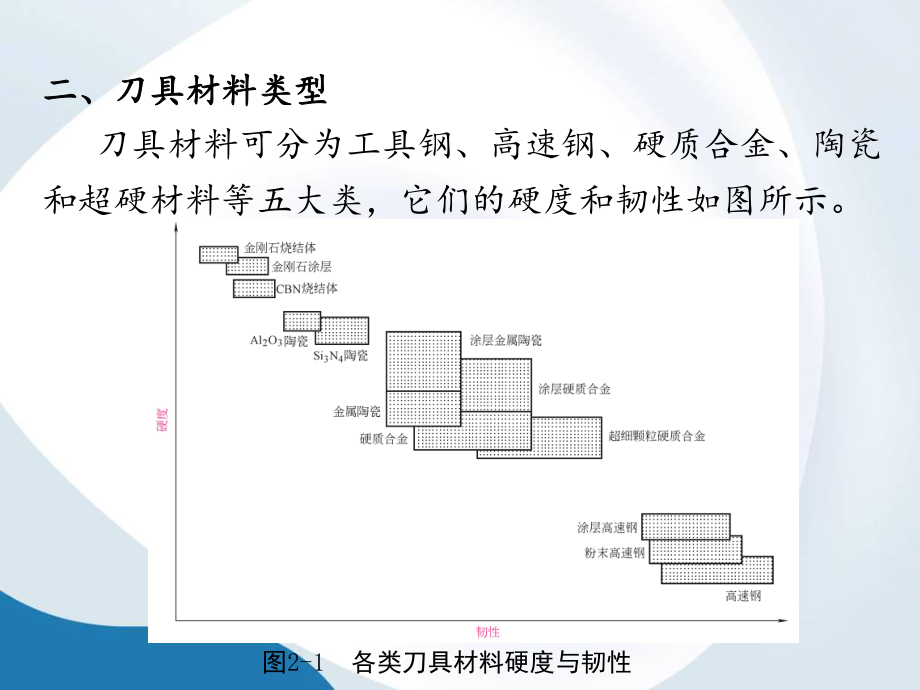
2、意:(1 1)上述几项性能之间可能相互矛盾(如硬度)上述几项性能之间可能相互矛盾(如硬度高的刀具材料,其强度和韧性较低)。高的刀具材料,其强度和韧性较低)。(2 2)没有一种刀具材料能具备所有性能的最佳)没有一种刀具材料能具备所有性能的最佳指标,而是各有所长。指标,而是各有所长。(3 3)所以在选择刀具材料时应合理选用。)所以在选择刀具材料时应合理选用。 二、刀具材料类型二、刀具材料类型 刀具材料可分为工具钢、高速钢、硬质合金、陶瓷和超硬材料等五大类,它们的硬度和韧性如图所示。图2-1 各类刀具材料硬度与韧性表表2-1 2-1 各种刀具材料的物理力学性能各种刀具材料的物理力学性能 工具钢工具钢
3、(碳素工具钢、合金工具钢和高速钢)耐热性差,抗弯强度高,价格便宜,广泛用于中、低速切削的成形刀具; 硬质合金硬质合金耐热性好,硬度高,韧性差,多用于制作车刀、铣刀和各种高效切削刀具。(续)(续) (续)(续) 返回本返回本章目录章目录三、刀体材料三、刀体材料(1)整体式 尺寸小、负荷大的刀具,如丝锥、麻花钻、铰刀、立铣刀、滚刀、插齿刀、拉刀等;(2)机夹式 可转位机夹的车刀、铣刀、钻头等的刀体可用合金工具钢制作,如9CrSi、GCr15等;(3)焊接式 焊接车刀、镗刀、钻头等可用普通碳钢和合金钢制作。第二节第二节 高速钢高速钢 高速钢是富含钨W、铬Cr、钼Mo、钒V等合金元素的高合金工具钢。在
4、工厂中常称为白钢或锋钢。高速钢的特点高速钢的特点 红硬性高红硬性高 500650时,60HRC的高硬度; 可加工性好可加工性好 退火硬度为207HBS255HBS,与优质中、高碳钢的退火硬度相近; 抗弯强度高,冲击韧性好;抗弯强度高,冲击韧性好; 可反复打锻可反复打锻 在加热状态下(9001100)能反复锻打制成所需的毛坯; 自然冷却淬硬自然冷却淬硬 高速钢是世界各国制造复杂、精密和成形刀具的基高速钢是世界各国制造复杂、精密和成形刀具的基本材料,是应用最广泛的刀具材料之一。本材料,是应用最广泛的刀具材料之一。表表2-2 2-2 几种高速钢的物理力学性能几种高速钢的物理力学性能 (续)(续) 一
5、、普通高速钢一、普通高速钢 特点:工艺性能好,具有较高的硬度、强度、耐磨性和韧性。可用于制造各种刃形复杂的刀具。切削普通钢料时的切削速度通常不高于40m/min60m/min。(1)钨系高速钢。)钨系高速钢。这类高速钢的典型牌号为W18Cr4V(简称W18),含C量为0.7%0.8%,含W18%,Cr4%、V1%。此类高速钢综合性能较好,可制造各种复杂刃型刀具可制造各种复杂刃型刀具。 (2)钨钼系高速钢)钨钼系高速钢。以Mo代替部分W发展起来的一种高速钢,典型牌号是W6Mo5 Cr4V2(简称M2)。 与W18Cr4V相比,优点是碳化物含量相应减少,而且颗粒细小分布均匀,因此抗弯强度、塑性、韧
6、性抗弯强度、塑性、韧性和耐磨性和耐磨性都略有提高,适于制造尺寸较大、承受冲击力较大的刀具(如滚刀、插刀);又因Mo的存在,使其热塑性非常好,故特别适于轧制或扭制钻头等热成轧制或扭制钻头等热成形刀具形刀具。其主要缺点是可磨削性略低于W18Cr4V。二、高性能高速钢二、高性能高速钢 高性能高速钢是在普通高速钢成分中再添加高性能高速钢是在普通高速钢成分中再添加C、V、Co、Al等合金元素,进一步提高耐热性能和耐磨性。等合金元素,进一步提高耐热性能和耐磨性。这类高速钢刀具的耐用度为普通高速钢的1.53倍。 应用:应用:加工不锈钢、耐热钢、钛合金及高强度钢等加工不锈钢、耐热钢、钛合金及高强度钢等难加工材
7、料。难加工材料。 (1)钴高速钢()钴高速钢(W2Mo9Cr4VCo8,简称,简称M42)。是)。是一种含一种含Co超硬高速钢,常温硬度达超硬高速钢,常温硬度达67HRC69HRC,具有良好的综合性能。具有良好的综合性能。Co能提高高温硬度,相应地提能提高高温硬度,相应地提高了切削速度,因高了切削速度,因V含量不高,可磨性良好。含量不高,可磨性良好。(2)铝高速钢()铝高速钢(W6Mo5Cr4V2Al,简称,简称501) 铝高速钢是我国研制的无钴高速钢,是在铝高速钢是我国研制的无钴高速钢,是在W6Mo5Cr4V2的基础上增加铝、碳的含量,以提高的基础上增加铝、碳的含量,以提高钢的耐热性和耐磨性
8、,并使其强度和韧性不降低。钢的耐热性和耐磨性,并使其强度和韧性不降低。 三、粉末冶金高速钢三、粉末冶金高速钢粉末冶金高速钢:粉末冶金高速钢:是将熔炼的高速钢液用高压惰性气体雾化成细小粉末,将粉末在高温高压下制成刀坯,或压制成钢坯然后经轧制(或锻造)成材的一种刀具材料。特点特点:与熔炼高速钢相比,由于碳化物细小,分布均匀,热处理变形小,因此粉末冶金高速钢耐磨性好和可磨削性均得到显著改善。应用:应用:适于制造切削难加工材料的刀具,特别适于制造各种精密刀具和形状复杂的刀具。 四、涂层刀具四、涂层刀具(1)涂层刀具 是在强度和韧性较好的硬质合金或高速钢(HSS)基体表面上,利用气相沉积方法涂利用气相沉
9、积方法涂覆一薄层耐磨性好的难熔金属或非金属化合物覆一薄层耐磨性好的难熔金属或非金属化合物(也可涂覆在陶瓷、金刚石和立方氮化硼等超硬材料刀片上)而获得的。(2)涂层作为一个化学屏障和热屏障涂层作为一个化学屏障和热屏障,减少了刀具与工件间的扩散和化学反应,从而减少了月牙槽磨损。(3)具有表面硬度高、耐磨性好、化学性能稳定、表面硬度高、耐磨性好、化学性能稳定、耐热耐氧化、摩擦因数小和热导率低等特性耐热耐氧化、摩擦因数小和热导率低等特性,切削时可比未涂层刀具提高刀具寿命35倍以上,提高切削速度20%70%,提高加工精度0.51级,降低刀具消耗费用20%50%。(4)涂层刀具已成为现代切削刀具的标志涂层
10、刀具已成为现代切削刀具的标志,在刀具中的使用比例已超过50%都可采用涂层工艺来提高它们的使用性能。涂层刀具有四种: 涂层高速钢刀具、涂层硬质合金刀具、涂层涂层高速钢刀具、涂层硬质合金刀具、涂层陶瓷刀片和涂层立方氮化硼刀片。陶瓷刀片和涂层立方氮化硼刀片。 以前两种涂层刀具使用最多。 在陶瓷和超硬材料刀片上的涂层是硬度较基体低的材料,目的是为了提高刀片表面的断裂韧度为了提高刀片表面的断裂韧度(可提高10%以上),可减少刀片的崩刃及破损,扩大应用范围。涂层方法目前生产上常用的涂层方法有两种:涂层方法目前生产上常用的涂层方法有两种:物理气相沉积(物理气相沉积(PVD)法和化学气相沉积()法和化学气相沉
11、积(CVD) 法。法。PVD沉积温度为沉积温度为500,涂层厚度为,涂层厚度为25m;CVD沉积温度为沉积温度为9001100,涂层厚度可,涂层厚度可达达510m,并且设备简单,涂层均匀。,并且设备简单,涂层均匀。因因PVD法未超过高速钢本身的回火温度,故法未超过高速钢本身的回火温度,故高速钢刀具一般采用高速钢刀具一般采用PVD法。法。涂层涂层 颜色颜色 硬度硬度HVHV厚度厚度 摩擦摩擦系数系数最高使用最高使用温度温度说明说明工具例工具例ZrCN复合 兰灰 2500 140.3550 通用性强TiN单层金黄2300 140.4500 应用最为普遍,具有高硬度高耐磨性寄耐氧化性;适合大多数切削
12、刀具,也适合多数成形模具及抗磨损工件.TiAlN复合紫蓝3200 140.5800 化学稳定性好,具有高热硬性,极好的抗氧化和耐磨性,适合干切削场合。AlTiN复合黑3400 140.5900高速、高硬度加工TiAlCrN亚黑3500 140.61000特殊加工领域TiCN渐层灰黑3000 140.4500 具有较低的内应力,较高的韧性以及良好的润滑性能;适合要求较低的摩擦系数而高硬度的加工环境.CrN渐层银亮20003150.5700 有着显著的强润滑性能和耐高温特性,最适合铜类金属的切削刀具,以及耐磨耐腐零件的涂层.DLC黑100040000.520.05400 优良的耐磨、耐腐蚀性能,摩
13、擦系数极低,与基体结合力强。用于刀具时,通常以TiAlN为基体配合使用,用以加工有色金属、石墨等材料.涂层硬度公次于金刚石涂层材料须具有硬度高、耐磨性好、化学性能涂层材料须具有硬度高、耐磨性好、化学性能稳定、不与工件材料发生化学反应、耐热耐氧化、稳定、不与工件材料发生化学反应、耐热耐氧化、摩擦因数低,以及与基体附着牢固等要求。摩擦因数低,以及与基体附着牢固等要求。单一的涂层材料很难满足上述各项要求。所以,单一的涂层材料很难满足上述各项要求。所以,硬质涂层材料已由只能涂单一的硬质涂层材料已由只能涂单一的TiC、TiN、Al2O3,进入到开发厚膜、复合和多元涂层的新阶段。进入到开发厚膜、复合和多元
14、涂层的新阶段。 新开发的新开发的TiCN、TiAlN、TiAlN多元、超薄、多元、超薄、超多层涂层与超多层涂层与TiC、TiN、Al2O3等涂层的复合,加等涂层的复合,加上新型的抗塑性变形基体,在改善涂层的韧性、涂上新型的抗塑性变形基体,在改善涂层的韧性、涂层与基体的结合强度、提高涂层耐磨性方面有了重层与基体的结合强度、提高涂层耐磨性方面有了重大进展。大进展。 目前,又突破了在硬质合金基体上涂覆金刚石目前,又突破了在硬质合金基体上涂覆金刚石薄膜技术,全面提高了刀具的性能。薄膜技术,全面提高了刀具的性能。第三节第三节 硬质合金硬质合金一一. 硬质合金的组成与性能硬质合金的组成与性能硬质合金是将一
15、些难熔的、高硬度的合金碳化物硬质合金是将一些难熔的、高硬度的合金碳化物微米数量级粉末(硬质相)与金属粘结剂(粘结相,微米数量级粉末(硬质相)与金属粘结剂(粘结相,通常是钴)经高压成型,并在通常是钴)经高压成型,并在1500左右的高温下烧左右的高温下烧结而成。结而成。常用的合金碳化物有常用的合金碳化物有WC、TiC、TaC、NbC等,等,常用的粘结剂有常用的粘结剂有Co以及以及Mo、Ni等。等。硬质合金具有高硬度、高熔点和化学稳定性好等硬质合金具有高硬度、高熔点和化学稳定性好等特点,在特点,在8001000仍能完成切削加工。仍能完成切削加工。缺点:抗弯强度低,冲击韧性差,可加工性差。缺点:抗弯强
16、度低,冲击韧性差,可加工性差。 硬质合金的发展很快,现在己成为主要的刀具材料之一。目前车削刀具大都采用硬质合 金,其他切削刀具采用硬质合金也日益增多,如硬质合金端铣刀、拉刀、绞刀等。表表2-3 2-3 硬质合金的化学成分及物理力学性能硬质合金的化学成分及物理力学性能 (续)(续) 二、普通硬质合金的分类、牌号与使用性能二、普通硬质合金的分类、牌号与使用性能(1)K类,钨钴类硬质合金类,钨钴类硬质合金YG3、YG6X和和YG8等。等。YG代表钨钴类硬质合金,后面数字表示代表钨钴类硬质合金,后面数字表示Co的百分的百分含量,含量,X表示细粒。表示细粒。YG类硬质合金抗弯强度和韧性及导热性较高。适类
17、硬质合金抗弯强度和韧性及导热性较高。适用于加工铸铁、有色金属合金等脆性材料。用于加工铸铁、有色金属合金等脆性材料。二、普通硬质合金的分类、牌号与使用性能二、普通硬质合金的分类、牌号与使用性能(2)P类,钨钴钛类硬质合金类,钨钴钛类硬质合金YT5、YT15、YT30等。等。YT代表钨钴类硬质合金,后面数字表示代表钨钴类硬质合金,后面数字表示TiC的百的百分含量。分含量。YT类硬质合金的硬度、耐磨性和抗氧化能力较类硬质合金的硬度、耐磨性和抗氧化能力较高,但导热性能、抗弯强度和韧性、可磨削性和可焊高,但导热性能、抗弯强度和韧性、可磨削性和可焊性却有所降低。性却有所降低。适用于加工钢材等塑性材料。适用
18、于加工钢材等塑性材料。 (3)M类,钨钛钽铌类硬质合金类,钨钛钽铌类硬质合金是在是在YG类、类、YT类硬质合金的基础上加入适量类硬质合金的基础上加入适量的合金碳化物的合金碳化物TaC、NbC等所形成的硬质合金新品等所形成的硬质合金新品种。如:种。如:YW1和和YW2。它有更高的硬度、高温硬度、韧性和耐磨性。它有更高的硬度、高温硬度、韧性和耐磨性。即可用于加工铸铁,也可用于加工钢材,常用于半即可用于加工铸铁,也可用于加工钢材,常用于半精加工和精加工。精加工和精加工。TiC基硬质合金基硬质合金TiC基硬质合金是以基硬质合金是以TiC为主体,为主体,Ni与与Mo为黏结剂,为黏结剂,并加入少量其他碳化
19、物而形成的一种硬质合金。如:并加入少量其他碳化物而形成的一种硬质合金。如:YN10和和YN05。其具有比其具有比WC基硬质合金更高的耐磨性、耐热性和基硬质合金更高的耐磨性、耐热性和抗氧化能力,但热导率低和韧性较差。抗氧化能力,但热导率低和韧性较差。应用应用:适用于工具钢的半精加工和精加工及淬硬钢:适用于工具钢的半精加工和精加工及淬硬钢的加工。的加工。 三、细晶粒、超细晶粒硬质合金三、细晶粒、超细晶粒硬质合金普通硬质合金晶粒为普通硬质合金晶粒为35m,一般细晶粒硬质合,一般细晶粒硬质合金的晶粒度为金的晶粒度为1.5m左右,微细晶粒合金为左右,微细晶粒合金为0.51m,而细晶粒硬质合金,而细晶粒硬
20、质合金WC的晶粒度在的晶粒度在0.5m以下。以下。超细晶粒合金的使用场合:超细晶粒合金的使用场合:1)高硬度、高强度的难加工材料;)高硬度、高强度的难加工材料;2)难加工材料的间断切削,如铣削等;)难加工材料的间断切削,如铣削等;3)低速切削刀具,如切断刀、小钻头、成形刀;)低速切削刀具,如切断刀、小钻头、成形刀; 4)要求有较大前角、后角,较小刀尖圆弧半径能)要求有较大前角、后角,较小刀尖圆弧半径能进行薄层切削的精密刀具,如铰刀、拉刀等刀具进行薄层切削的精密刀具,如铰刀、拉刀等刀具。四、钢结硬质合金四、钢结硬质合金 以难熔金属WC、TiC硬质化合物硬质化合物作作为硬质相为硬质相,以高速高速钢
21、作粘结相钢作粘结相,通过粉末冶金制成的硬质合金。可以锻造、切削加工、热处理和焊接可以锻造、切削加工、热处理和焊接。钢结硬质合金兼有碳化物的硬度和耐磨性以及钢的良好力学性能,主要用作耐磨零件和机器构件。其组织特点是微细的硬质相均匀弥散地分布于钢的基体中。钢结硬质合金由于含有大量的钢基体,因而具有可热处理性和加工性。常用硬质合金牌号的选用常用硬质合金牌号的选用 五、涂层硬质合金五、涂层硬质合金由难熔金属的硬质由难熔金属的硬质化合物化合物和粘结金属通过和粘结金属通过粉末冶金粉末冶金工艺制成的一种合金材料。硬质合金具有硬度高、工艺制成的一种合金材料。硬质合金具有硬度高、耐磨、强度和耐磨、强度和韧性韧性
22、较好、耐热、耐腐蚀等一系列优较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和良性能,特别是它的高硬度和耐磨性耐磨性,即使在,即使在500的温度下也基本保持不变,在的温度下也基本保持不变,在1000时仍有很高的时仍有很高的硬度。硬质合金广泛用作硬度。硬质合金广泛用作刀具刀具材料,如车刀、铣刀材料,如车刀、铣刀、刨刀、钻头、镗刀等,用于切削铸铁、刨刀、钻头、镗刀等,用于切削铸铁、有色金属有色金属、塑料、化纤、石墨、玻璃、石材和普通钢材,也、塑料、化纤、石墨、玻璃、石材和普通钢材,也可以用来切削可以用来切削耐热钢耐热钢、不锈钢、高锰钢、不锈钢、高锰钢、工具钢工具钢等等难加工的材料。现在新型硬质
23、合金刀具的切削速度难加工的材料。现在新型硬质合金刀具的切削速度等于碳素钢的数百倍。等于碳素钢的数百倍。 涂层刀具是在韧性较好的硬质合金基体或高速钢涂层刀具是在韧性较好的硬质合金基体或高速钢刀具基体上,涂覆一薄层耐磨性高的难熔金属化刀具基体上,涂覆一薄层耐磨性高的难熔金属化合物而制成的。合物而制成的。 涂层硬质合金一般采用化学气相沉积法,沉积温涂层硬质合金一般采用化学气相沉积法,沉积温度在度在1000左右;涂层高速钢刀具一般采用物理左右;涂层高速钢刀具一般采用物理气相沉积法,气相沉积法, 沉积温度在沉积温度在500左右。左右。 常用的涂层材料有常用的涂层材料有TiC、TiN、Al2O3等。等。
24、涂层厚度:硬质合金为涂层厚度:硬质合金为45 m,表层硬度可达,表层硬度可达HV25004200; 高速钢为高速钢为2 m, 表层硬度可达表层硬度可达HRC 80。硬质合金大多采用硬质合金大多采用CVD法。法。(1)由于其沉积温度高,故涂层与基体之间容)由于其沉积温度高,故涂层与基体之间容易形成一层脆性的脱碳层(易形成一层脆性的脱碳层(相),导致刀片脆性相),导致刀片脆性破裂。破裂。(2)近十几年来,硬质合金也可采用)近十几年来,硬质合金也可采用PVD法。法。国外开发了国外开发了PVD/CVD相结合的复合涂层工艺,称为相结合的复合涂层工艺,称为PACVD法(等离子体化学气相沉积法)。法(等离子
25、体化学气相沉积法)。(3)PACVD法利用等离子体来促进化学反应,法利用等离子体来促进化学反应,可把涂覆温度降至可把涂覆温度降至400以下,保持刀片原有的韧性。以下,保持刀片原有的韧性。(4)PACVD法对涂覆金刚石和立方氮化硼法对涂覆金刚石和立方氮化硼(CBN)超硬涂层特别有效。)超硬涂层特别有效。优点:优点: 高的耐磨性和抗月牙洼磨损能力;有低的摩擦高的耐磨性和抗月牙洼磨损能力;有低的摩擦系数,可降低切削时的切削力及切削温度,可提高系数,可降低切削时的切削力及切削温度,可提高刀具耐用度刀具耐用度(提高硬质合金刀具耐用度提高硬质合金刀具耐用度13倍,倍, 高高速钢刀具耐用度速钢刀具耐用度21
26、0倍倍)。缺点:缺点: 锋利性、锋利性、 韧性、韧性、 抗剥落性、抗崩刃性差及成本抗剥落性、抗崩刃性差及成本昂贵的问题。昂贵的问题。第四节第四节 陶瓷陶瓷一、陶瓷刀具的特点一、陶瓷刀具的特点 陶瓷材料是以氧化铝或以陶瓷材料是以氧化铝或以氮化硅氮化硅为主要成分在高为主要成分在高温下烧结而成。温下烧结而成。 优点:优点:有很高的硬度、耐磨性、耐热性,在有很高的硬度、耐磨性、耐热性,在1200高温下仍能进行切削;很好的化学稳定性、较高温下仍能进行切削;很好的化学稳定性、较低的摩擦因数。低的摩擦因数。 缺点:缺点:强度低、韧性差,抗弯强度仅为硬质合金强度低、韧性差,抗弯强度仅为硬质合金的的1/31/2
27、;导热系数低,仅为硬质合金的;导热系数低,仅为硬质合金的1/51/2。 应用:应用:钢、铸铁及塑性大的材料(如紫铜)的半钢、铸铁及塑性大的材料(如紫铜)的半精加工和精加工,对于冷硬铸铁、淬硬钢等高硬度材精加工和精加工,对于冷硬铸铁、淬硬钢等高硬度材料加工特别有效;但不适于机械冲击和热冲击大的加料加工特别有效;但不适于机械冲击和热冲击大的加工场合。工场合。陶瓷刀具广泛用于高速切削、干切削、硬切削以及难加工材料的切削加工,“以车代磨”。其中以氧化铝(Al2O3)或以氮化硅(Si3N4)应用最多。在上述基体中,相应添加TiC、SiC、TiB2等作粘结剂烧结即成为陶瓷刀具坯料。陶瓷刀具的特性(1)硬度
28、高、耐磨性能好(2)耐高温、耐热性好(3)化学稳定性好(4)摩擦系数低(5)热导率低(6)原料丰富陶瓷刀具的制备原材料处理配比进行配料细化球磨干燥过筛烧结成型磨削加工,电火花线切割陶瓷刀具产品二、陶瓷刀具的种类与应用特点1.氧化铝氧化铝碳化物系陶瓷碳化物系陶瓷 将一定量的碳化物(一般多用将一定量的碳化物(一般多用TiC)添加到)添加到Al2O3中,采用热压工艺而成,称为混合陶瓷或组合陶瓷。中,采用热压工艺而成,称为混合陶瓷或组合陶瓷。 适合于在中等切削速度下切削难加工材料。适合于在中等切削速度下切削难加工材料。2.氮化硅基陶瓷刀具氮化硅基陶瓷刀具 将硅粉氮化、球磨化后添加助烧剂热压烧结而将硅粉
29、氮化、球磨化后添加助烧剂热压烧结而成。成。(1)硬度高,达到)硬度高,达到1800-1900HV,耐磨性好。,耐磨性好。(2)耐热性、抗氧化性好,达)耐热性、抗氧化性好,达1200-1300 。(3)摩擦系数低,与碳和金属亲和性低。)摩擦系数低,与碳和金属亲和性低。一、一、 金刚石金刚石 有两种:有两种:天然单晶金刚石刀具、人造聚晶金刚石刀具。天然单晶金刚石刀具、人造聚晶金刚石刀具。 特点:特点:具有极高的硬度及耐磨性、刃口极锋利、具有极高的硬度及耐磨性、刃口极锋利、可切下极薄的切屑、摩擦系数在所有刀具材料中是最可切下极薄的切屑、摩擦系数在所有刀具材料中是最小的、抗黏结能力强、但其耐热性略差,
30、切削温度不小的、抗黏结能力强、但其耐热性略差,切削温度不得超过得超过700800、强度低、脆性大、与铁的亲合、强度低、脆性大、与铁的亲合力很强。力很强。 应用:应用:用于磨具及磨料,作为刀具多在高速下对用于磨具及磨料,作为刀具多在高速下对有色金属及非金属材料进行精细切削,不适合加工钢有色金属及非金属材料进行精细切削,不适合加工钢铁。铁。第五节 超硬刀具材料1.1.天然单晶金刚石刀具天然单晶金刚石刀具1 1)硬度最高;)硬度最高;2 2)各晶面的硬度和摩擦系)各晶面的硬度和摩擦系数不同;数不同;3 3)用超精密加工。)用超精密加工。2.2.人造聚晶金刚石人造聚晶金刚石1 1)可制成所需的形状尺寸
31、;)可制成所需的形状尺寸;2 2)抗冲击性高;)抗冲击性高;3 3)晶面无固定方向,可自由)晶面无固定方向,可自由刃磨。刃磨。3.3.金刚石烧结体金刚石烧结体1 1)具有极高的硬度和)具有极高的硬度和耐磨性;耐磨性;2 2)良好的导热性;)良好的导热性;3 3)刃口锋利。)刃口锋利。二、立方氮化硼二、立方氮化硼 立方氮化硼立方氮化硼(CBN)是由六方氮化硼在高温高压)是由六方氮化硼在高温高压下加入催化剂转变而成的,硬度高达下加入催化剂转变而成的,硬度高达8000HV9000HV,耐热性好,在高于,耐热性好,在高于1300时仍可切削,化时仍可切削,化学惰性大,与铁系材料在学惰性大,与铁系材料在1
32、2001300高温下也不高温下也不易起化学作用。易起化学作用。 应用:应用:用于加工钢铁等黑色金属,特别是加工高用于加工钢铁等黑色金属,特别是加工高温合金、淬火钢和冷硬铸铁等难加工材料。温合金、淬火钢和冷硬铸铁等难加工材料。 PCD刀具将继续在刀具将继续在有色金属及其合金、非金属材有色金属及其合金、非金属材料料加工中占有重要地位;加工中占有重要地位; PCBN刀具将在刀具将在黑色金属及其合金黑色金属及其合金加工中占有重要加工中占有重要地位,其应用将会越来越广泛;地位,其应用将会越来越广泛; 超细晶粒的硬质合金和粉末高速钢在超细晶粒的硬质合金和粉末高速钢在小尺寸整体复小尺寸整体复杂刀具杂刀具加工领域还将占主要地位;加工领域还将占主要地位; 超强、超硬
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 课题研究学习心得体会范文(32篇)
- 吉林省长春市(2024年-2025年小学五年级语文)统编版能力评测(下学期)试卷及答案
- 内蒙古呼和浩特市(2024年-2025年小学五年级语文)人教版摸底考试(上学期)试卷及答案
- 2024年苯酐催化剂项目资金需求报告代可行性研究报告
- 高二化学选修四第一次月考试卷教案
- 绿色建筑 被动式超低能耗公共建筑设计规范编制说明
- 上海市市辖区(2024年-2025年小学五年级语文)统编版小升初真题(下学期)试卷及答案
- 上海市县(2024年-2025年小学五年级语文)统编版小升初模拟(上学期)试卷及答案
- 爬走网络安全
- 人教版九年级化学上册教案
- 苏教版六年级上册数学期中考试试题带答案
- 中图版2024-2025学年七年级地理上学期期中练习卷含答案
- 医院培训课件:《医疗质量安全核心制度要点解读》
- 个人寿险业务人员基本管理办法(试行2012A版)
- 口风琴结题报告-复件(1)
- 赶工措施费用计算(精编版)
- 《千字文》全文(带拼音)
- 金属断裂机理
- 病理室工作流程及操作规范
- 预制装配式结构及预制构件工程吊装施工工艺
- 中国联通swot分析
评论
0/150
提交评论