



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、9 / 7火焰切割常见问题及解决办法边缘缺在实际生产过程中, 经常会产生这样或那样的质量问题, 一般有如下几种缺陷: 陷,切割断面缺陷,挂渣、裂纹等。而造成质量事故的原因很多,如果氧气纯度保证正常, 设备运行正常,那么造成火焰切割质量缺陷的原因主要表现在如下几个方面:割炬、割嘴、 钢材本身质量、钢板材质。1.上边缘切割质量缺陷这是由于熔化而造成的质量缺陷。(1)上边缘塌边现象:边缘熔化过快,造成圆角塌边。原因: 切割速度太慢,预热火焰太强; 割嘴与工件之间的高度太高或太低;使用的割嘴号太大,火焰中的氧气过剩。原因: 钢板表面锈蚀或有氧化皮; 割嘴与钢板之间的高度太小,预热火焰太强; 割嘴与钢板
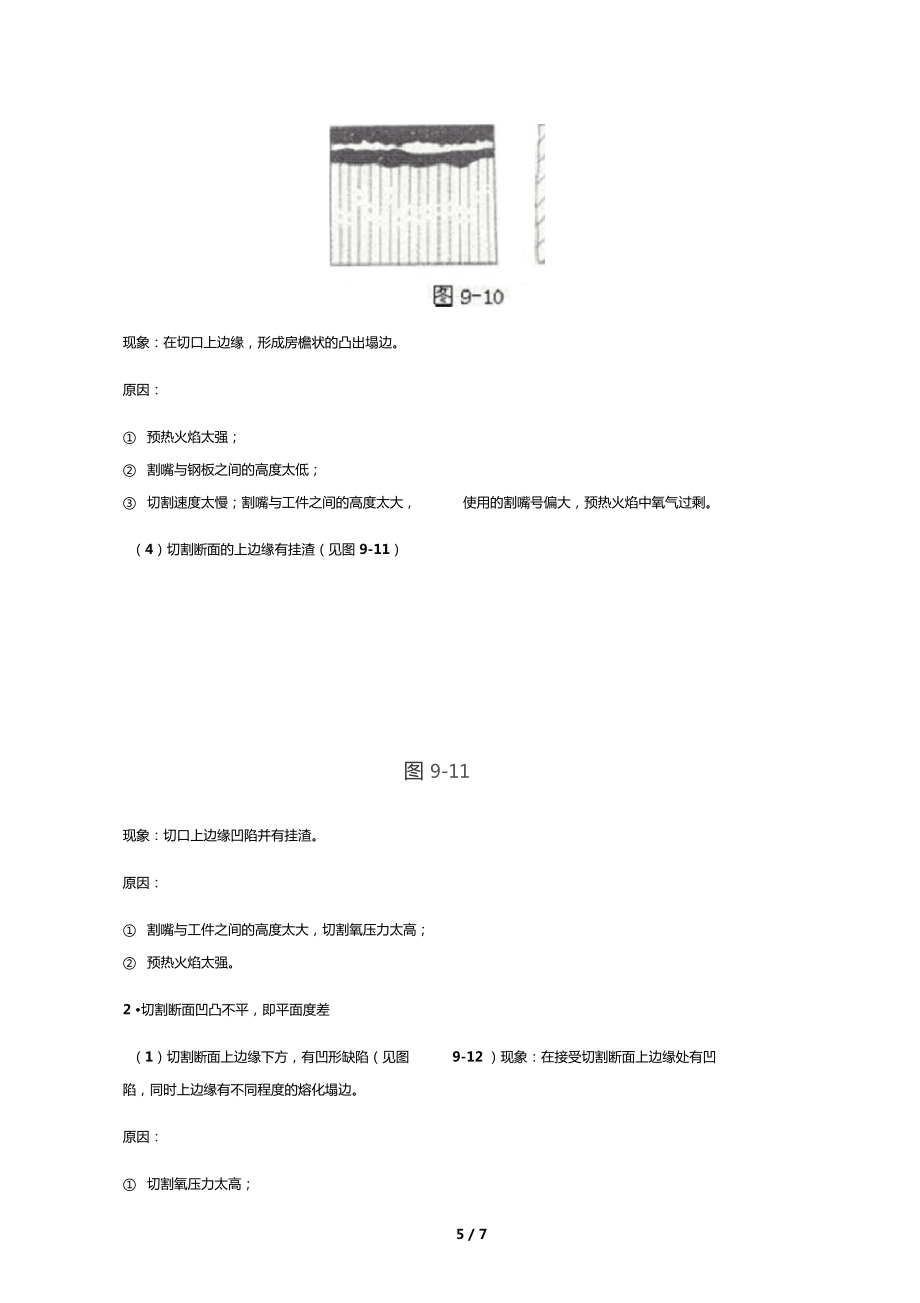
2、之间的高度太大。(3)上边缘塌边并呈现房檐状(见图 9-10)(3)割缝上窄下宽(见图 9-14)现象:割缝上窄下宽,成喇叭状。原因: 切割速度太快,切割氧压力太高; 割嘴号偏大,使切割氧流量太大; 割嘴与工件之间的高度太大;图 9-14图 9-15 图 9-16(4)切割断面凹陷(见图 9-15)现象:在整个切割断面上,尤其中间部位有凹陷。原因: 切割速度太快; 使用的割嘴太小,切割压力太低,割嘴堵塞或损坏; 切割氧压力过高,风线受阻变坏。(5 )切割断面呈现出大的波纹形状(见图9-16)现象:切割断面凸凹不平,呈现较大的波纹形状。原因: 切割速度太快; 切割氧压力太低,割嘴堵塞或损坏,使风
3、线变坏; 使用的割嘴号太大。(6)切口垂直方向的角度偏差(见图 9-17)图9T7现象:切口不垂直,出现斜角。原因: 割炬与工件面不垂直; 风线不正。(7)切口下边缘成圆角(见图 9-18)现象:切口下边缘有不同程度的熔化,成圆角状。 原因: 割嘴堵塞或者损坏,使风线变坏; 切割速度太快,切割氧压力太高。图 9-18图 9-19(8 )切口下部凹陷且下边缘成圆角(见图9-19)现象:接近下边缘处凹陷并且下边缘熔化成圆角。 原因:切割速度太快,割嘴堵塞或者损坏,风线受阻变坏。现象:在切口上边缘,形成房檐状的凸出塌边。原因: 预热火焰太强; 割嘴与钢板之间的高度太低; 切割速度太慢;割嘴与工件之间
4、的高度太大,使用的割嘴号偏大,预热火焰中氧气过剩。(4)切割断面的上边缘有挂渣(见图 9-11)图 9-11现象:切口上边缘凹陷并有挂渣。原因: 割嘴与工件之间的高度太大,切割氧压力太高; 预热火焰太强。2 切割断面凹凸不平,即平面度差(1)切割断面上边缘下方,有凹形缺陷(见图9-12 )现象:在接受切割断面上边缘处有凹陷,同时上边缘有不同程度的熔化塌边。原因: 切割氧压力太高; 割嘴与工件之间的高度太大;割嘴有杂物堵塞,使风线受到干扰变形。S 9-12(2)割缝从上向下收缩(见图 9-13)现象:割缝上宽下窄。原因: 切割速度太快; 害鵬与工件之间的高度太大,割嘴有杂物堵塞,使风线受到干扰变
5、形。3 切割断面的粗糙度缺陷切割断面的粗糙度直接影响后续工序的加工质量,切断面的粗糙度与割纹的超前量及其深度有关。(1)切割断面后拖量过大(图9-20)现象:切割断面割纹向后偏移很大,同时随着偏移量的大小而出现不同程度的凹陷。原因: 切割速度太快; 使用的割嘴太小,切割氧流量太小,切割氧压力太低; 割嘴与工件的高度太大。(2)在切割断面上半部分,出现割纹超前量(见图9-21 )现象:在接近上边缘处,形成一定程度的割纹超前量。原因: 割炬与切割方向不垂直,割嘴堵塞或损坏; 风线受阻变坏;切K方氏图 9-21图 9-22(2 )在切割断面部分,出现割纹超前量太大(见图9-22)现象:在靠近切割断面
6、下边缘处出现割纹超前量太大。原因: 割嘴堵塞或损坏,风线受阻变坏; 割炬不垂直或割嘴有问题,使风线不正、倾斜。4.挂渣在切割断面上或下边缘产生难以清除的挂渣。(1)下边缘挂渣(见图 9-23)图 9-23现象:在切割断面的下边缘产生连续的挂渣。原因: 切割速度太快或太慢,使用的割嘴号太小,切割氧压力太低; 预热火焰中燃气过剩,钢板表面有氧化皮锈蚀或不干净; 割嘴与工件之间的高度太大,预热火焰太强。(2)切割断面上产生挂渣现象:在切割断面上有挂渣,尤其在下半部分有挂渣。 原因:合金成份含量太高。5裂纹现象: 在切割断面上出现可见裂纹, 或在切割断面附近的内部出现脉动裂纹, 或只是在横断 面上可见到裂纹。原因: 含碳量或含合
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2024年秋七年级生物上册 第3单元 第三章 绿色植物与生物圈的水循环教学实录 (新版)新人教版
- 2025荆州市装修合同模板
- 六年级信息技术上册 第一单元 第4课 奇妙的爬行动物教学实录 冀教版
- Module 3 Unit 1 We'll go to the zoo (教学设计)-2023-2024学年外研版(一起)英语三年级下册
- 2025短期债券抵押贷款合同(示范合同)
- 2024年五年级语文上册 第六单元 习作:我想对您说教学实录 新人教版
- 2024年届九年级历史上册 第11课 开辟新时代的“宣言”教学实录2 北师大版
- 2024春七年级语文下册 第6单元 22伟大的悲剧教学实录 新人教版
- 我们来做“热气球”(教案)教科版小学科学三年级上册001
- 2025药店转让协议合同电子版范文
- YY 0001-1990体外冲击波碎石机通用技术条件
- GB/T 21709.8-2008针灸技术操作规范第8部分:皮内针
- 微信背后的产品观
- 新中式国潮工作总结汇报PPT模板
- 2023年广东省东莞市东华中学小升初模拟试卷(数学)
- 冀教版五年级下册数学全册教学课件(2022年12月修订)
- 颅内压增高及脑疝急救护理课件
- 经济学的研究方法和工具课件
- Word 2016的应用课件完整
- 会务安排流程
- PDCA降低I类切口感染发生率
评论
0/150
提交评论