



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
WireHarness&CableAssembly制造工艺说明EngineeringDept.2013-1-25JerryChen(IE)WireHarness&CableAssembly制定義:電子連接器是一種電子機械的系統,此系統提供一種可分離的連接方式,在兩線路間沒有信號失真或能量損失的情形下,進行穩定且長時間的訊號傳輸.基本上,其目的是提供一低且穩定的電阻.為什麼要使用連接器?
改善生產過程易於維修便于升级提高設計的靈活性
制程:塑膠成形(molding)衝壓成形(stamping)電鍍(plating)組立(assembly)
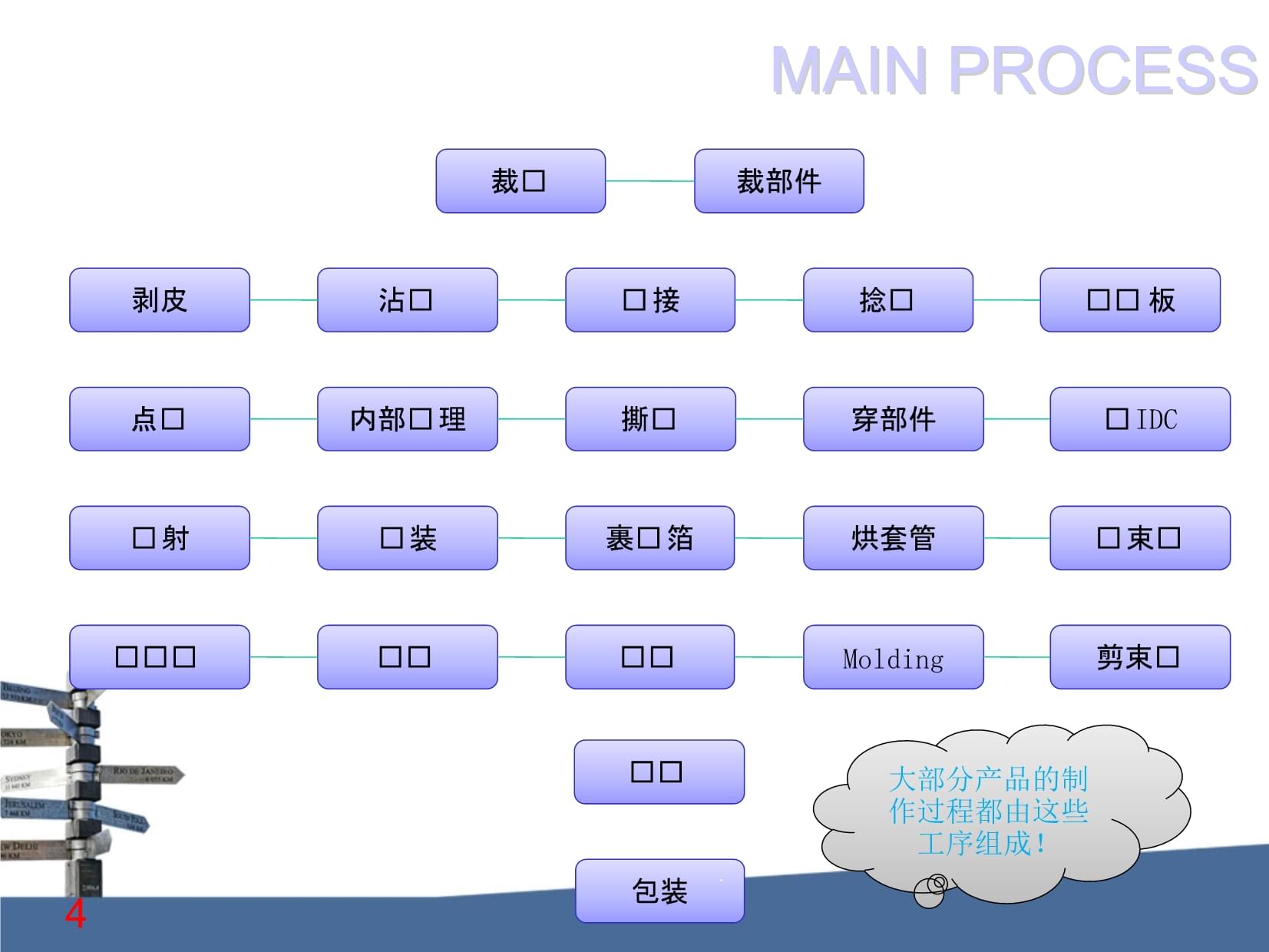
2什麼是連接器?以下内容只说明组立部分!定義:電子連接器是一種電子機械的系統,此系統提供一種可分離的生产部(二厂)生三课(WireHarness)线缆加工课(Cable)来料加工课(CCS)生技课(加工设备维护)(样品制作)生产部构成3生产部生三课线缆加工课来料加工课生技课生产部构成3裁线裁部件内部处理捻线4压接剥皮点焊镭射沾锡测试绕线包装检验绑束带剪束带裹铜箔烘套管Molding组装撕线压烫板贴标签压IDCMAINPROCESS穿部件大部分产品的制作过程都由这些工序组成!裁线裁部件内部处理捻线4压接剥皮点焊镭射沾锡测试绕线包装检验作业描述:
将批量连续的线束依照产品图面(SOP)要求,裁切成规定长度的线材,便于后续的加工处理.
Item1:裁线裁线手工裁线裁切机裁线裁线剥皮裁线剥皮打端子(冠军机)线径>10AWG线材,长度>1m的Cable线材长度>3m的电子线等等线径<10AWG线材,长度<1m的Cable线材线径<10AWG线材,长度<3m的电子线等等长度<500的电子线(打端子)59500裁切机(宝马机)同轴线作业描述:Item1:裁线裁线手工裁线裁切机裁线裁线剥皮裁线裁线图片展示:Item1:裁线6裁线控制项目:1、裁切长度2、裁切数量手工裁线裁切机裁线裁线剥皮裁线剥皮打端子9500裁切机裁线图片展示:Item1:裁线6裁线控制项目:手工裁线裁切机作业描述:
因产品加工制作的需要,裁切其他一些耗材,便于后续的产品加工处理.
Item2:裁部件裁部件裁套管裁魔带裁珍珠板剪波纹管7作业描述:Item2:裁部件裁部件裁套管裁魔带裁珍珠板剪波纹裁部件图片展示:Item2:裁部件8裁部件控制项目:1、裁切长度2、裁切数量裁套管裁魔带裁珍珠板剪波纹管裁部件图片展示:Item2:裁部件8裁部件控制项目:裁套管裁作业描述:
将包裹在内芯线或内导体外部的绝缘外皮去除规定的尺寸,便于后续的加工处理.
Item3:剥皮剥皮手工剥皮剥皮机剥皮裁线剥皮裁线剥皮打端子(冠军机)剥芯线长度不同的Cable线无法用剥皮机剥皮的芯线手工或裁切机裁切完成的线材线径<10AWG线材,长度<3m的电子线等等长度<500的电子线(打端子)9中剥适用于需要中剥的产品作业描述:Item3:剥皮剥皮手工剥皮剥皮机剥皮裁线剥皮裁线剥皮图片展示:Item3:剥皮手工剥皮剥皮机剥皮裁线剥皮裁线剥皮打端子10剥皮控制项目:1、剥皮长度2、剥皮外观(无导体损伤、导体分离、导体变形、绝缘损伤)中剥剥皮图片展示:Item3:剥皮手工剥皮剥皮机剥皮裁线剥皮裁线导体断裂导体损伤导体分离损伤绝缘损伤绝缘Item3:剥皮剥皮不良图片展示:割伤内芯线11导体断裂导体损伤导体分离损伤绝缘损伤绝缘Item3:剥皮剥皮作业描述:
将Cable线上分布在外被与内芯线之间的部件除去或保留一部分,便于后续的加工处理.
Item4:内部处理内部处理修剪/捻编织修剪地线挑铝箔麦拉修剪填充材质一般为镀锡铜、裸铜、镀银铜有时会保留部分编织作为地线.材质一般镀锡铜或祼铜线,7根导体有时需修剪掉.类型有单面、双面铝箔麦拉、透明麦拉类型有棉线、棉纸、尼龙绳、PE条、抗拉丝12作业描述:Item4:内部处理内部处理修剪/捻编织修剪地线挑线材基本结构1.导体2.絕緣3.地线4.隔离5.填充6.外被7.印字Item4:内部处理13线材基本结构1.导体Item4:内部处理13作业描述:
对剥去绝缘外被的芯线或编织线进行捻线,防止线材凌乱,以便后续沾锡处理.Item5:捻线捻线手工捻线裁线剥皮捻线使用捻皮手工捻线,为最普遍捻线方式低线径的电子线在裁线的同时可进行捻线14捻线机捻线使用专用捻线机捻线作业描述:Item5:捻线捻线手工捻线裁线剥皮捻线使用捻皮手捻线图片展示:Item5:捻线手工捻线裁线剥皮捻线15手工捻线捻线控制项目:1、捻线无分叉2、捻线紧密、分布均匀、长度统一捻线机捻线捻线图片展示:Item5:捻线手工捻线裁线剥皮捻线15手工捻作业描述:
使用锡槽对芯线/编织等进行沾锡,防止芯线/编织开叉,便于后续的加工处理.
Item6:沾锡16沾锡图片展示:沾锡沾锡控制项目:1、沾锡外观(无大头、分叉、沾锡不足、尺寸错误、锡渣、不上锡等不良现象)
捻线沾锡适用对象:剥皮短的电子线线号小的电子线已捻线的电子线已捻线的编织线其他需沾锡部品适用对象:需要捻线与沾锡同时的线材.避免捻线后转移中的分叉.作业描述:Item6:沾锡16沾锡图片展示:沾锡沾锡控制项目作业描述:
使用点焊枪与锡丝使线材与其他部品相连接,使其相互导通、无干涉,并保证锡点处具有一定拔断力.Item7:点焊17点焊防水头USB地线勾焊搭焊端子上锡穿套管点焊环焊其他部件异常多发工位作业描述:Item7:点焊17点焊防水头USB地线勾焊搭焊端点焊控制项目:1、点焊线位正确2、点焊外观(无搭焊、锡渣、焊点过大、绝缘损伤、烫伤套管、
树脂残留、焊点过近、导体重叠小、焊点过小等不良现象)点焊图片展示:Item7:点焊点焊防水头18点焊USB点焊地线勾焊搭焊端子上锡穿套管点焊点焊LED/电阻点焊MINI-DIN环焊点焊控制项目:点焊图片展示:Item7:点焊点焊防水头18点点焊不良图片展示:Item7:点焊19点焊不良图片展示:Item7:点焊19作业描述:
将线材上多余的铝箔麦拉或芯线外被,通过镭射的方式使其预断,以便后续可以简便的去除.Item8:镭射镭射外被镭射铝箔麦拉20镭射图片展示:镭射机镭射控制项目:1、镭射位置、镭射频率正确2、镭射外观(无伤外被、镭射不足等不良现象)
镭射不良作业描述:Item8:镭射镭射外被镭射铝箔麦拉20镭射图片展作业描述:
使用压接方式,使部件间良好的连接在一起,并符合规定的外观样式.Item9:压接21铆端子打连续端子合打端子穿打端子铆压端子液压钳铆压压USB压水晶头压铜箔压连接器压接压接单打连续的端子.合打连续的端子.单打/合打单粒的端子.多为圆形端子四面铆压的端子.如%M099%大线径大端子的铆压,六边形铆压压接USB的上下盖接口,使其固定线材刺破式压接使包裹的铜箔平坦线材与连接器铆压连接,如%K202%作业描述:Item9:压接21铆端子打连续端子合打端子穿打端打连续端子合打端子穿压端子铆压端子22压接图片展示:压接控制项目:1、压接后外观、尺寸、位置符合要求2、压接深度
液压钳铆压压USBItem9:压接压水晶头压铜箔压HDMI重点工位《端子铆合规范》文件打连续端子合打端子穿压端子铆压端子22压接图片展示:压接控制压接不良图片展示:Item9:压接未压PVC端子变形压接不良图片展示:Item9:压接未压PVC端子变形作业描述:
将一些部件按照规定的方向穿在半成品的规定部位上,以满足客户要求或后续加工要求.Item10:穿部件24穿部件SEAL铁粉芯密封圈组件护套波纹管编织带热缩套管油缩套管SRHousing定位销水晶头橡胶圈作业描述:Item10:穿部件24穿部件SEAL铁粉芯密封圈25穿部件图片展示:穿部件控制项目:1、方向、数量、位置、线位正确穿SEAL穿铁粉芯穿密封圈穿护套穿组件Item10:穿部件穿波纹管穿编织带穿热缩套管穿油缩套管穿SR穿Housing穿水晶头穿橡胶圈穿定位销25穿部件图片展示:穿部件控制项目:穿SEAL穿铁粉芯穿密封穿部件不良图片展示:反向端子脱落端子脱落Item10:穿部件穿部件不良图片展示:反向端子脱落端子脱落Item10:穿部件作业描述:
使用烘枪对产品上的套管进行加热,使其收缩,以达到套管的固定、保护、
隔离等作用.Item11:烘套管烘套管烘套管①烘套管③烘套管④穿烘套管主要为单独的短套管的烘紧主要为长套管的烘紧(先烘一侧定位,再多产品一起烘紧主要为单产品多个套管的一起烘紧主要多产品一起套管烘紧27烘套管②主要为无法穿烘分开的套管之烘紧作业描述:Item11:烘套管烘套管烘套管①烘套管③烘套管④烘套管图片展示:Item11:烘套管28烘套管控制项目:1、套管位置正确2、烘套管外观(无套管烘焦、套管开裂、套管未烘紧、表面不均匀、烘伤线材等不良项目)
烘套管①烘套管②烘套管③烘套管④穿烘套管烘套管图片展示:Item11:烘套管28烘套管控制项目:烘套烘套管不良图片展示:Item11:烘套管烘套管不良图片展示:Item11:烘套管作业描述:
对内膜后的产品、预留编织线的产品进行裹铜箔,避免成型时冲坏内膜或冲散编织线,减少短路、断路、瞬断等不良隐患.Item12:裹铝箔30裹铜箔图片展示:裹铜箔控制项目:1、铜箔圈数、包裹方式正确
D-SUB裹铜箔HDMA裹铜箔编织裹铜箔作业描述:Item12:裹铝箔30裹铜箔图片展示:裹铜箔控制作业描述:
将排线的局部分割成数个单根芯线或数个多根芯线,以便后续的加工处理.
Item13:撕线31撕线图片展示:撕线控制项目:1、撕线的位置、长度正确.2、撕线外观(无露芯线、撕线过短、撕线过长等不良现象)手工撕线机器撕线适用对象:撕线长度较长、撕线为多根芯线一起适用对象:撕线长度短作业描述:Item13:撕线31撕线图片展示:撕线控制项目:撕线不良图片展示:Item13:撕线撕线不良图片展示:Item13:撕线作业描述:
对半成品进行Molding,在产品表面形成一层规则样式的绝缘层,以满足后续的组装与客户使用要求.
Item14:MoldingMoldingMolding外膜Molding内膜MoldingSRMolding配件在D-SUB、USB、水晶头等部件上Molding出规则样式绝缘层.主要为避免直接外膜造成品质低劣而采用预冲内膜.在线材或线材间的连接处成型出规则样式的绝缘层螺丝等配件的Molding33重点工位《成型参数表》文件作业描述:Item14:MoldingMoldingMold34Molding图片展示:Item14:MoldingMolding控制项目:
1、Molding参数(合理得时间、压力、温度参数)2、Molding外观(无外膜变色、缺料、留痕、缩水、压伤线材、溢胶、尺寸过大、尺寸过小、烫伤线材、变形、方向错误等不良现象)Molding外膜Molding内膜MoldingSRMolding配件34Molding图片展示:Item14:MoldingMoMolding不良图片展示:Item14:MoldingMolding不良图片展示:Item14:Molding作业描述:
将线材按照一定的色序帖附在烫板模上,并控制其露出长度,以便后续的加工处理.Item15:压烫板36压烫板图片展示:压烫板控制项目:1、色序、位置正确2、压烫板外观(无烫伤线材、线材脱落、线材倾斜等不良现象)作业描述:Item15:压烫板36压烫板图片展示:压烫板控制作业描述:
将排线或电子线,通过压接的方式与连接器相连接,以达到线束的导通功能.Item16:压IDC37压IDC图片展示:压IDC控制项目:1、位置与方向正确2、压IDC外观(无导体突出多、线材面与连接器面不平齐、锁口未啮合、插销损坏、芯线未在接触区域、连接器未对准、IDC损坏、
线材错位、方向错误等不良现象)排线压接①排线压接②电子线压接①电子线压接②电子线压接③作业描述:Item16:压IDC37压IDC图片展示:压ID面不平行未对准压IDC不良图片展示:Item16:压IDC线材露出长伸入短未压入面不平行未对准压IDC不良图片展示:Item16:压IDC线作业描述:将一些部件按照规定的方式组装在一起,或组装在半成品上,以便后续的加工处理.
Item17:组装39组装保险丝PP连接器USBD-SUB香蕉头端子台排线夹反折盖卡卡勾上/下盖IDC防水头铁壳作业描述:Item17:组装39组装保险丝PP连接器USBD40组装图片展示:Item17:组装组装控制项目:1、方法、位置正确装保险丝装PP装USB装D-SUB装香蕉头锁端子台装排线夹压反折盖装卡卡勾装上/下盖装IDC装防水头装铁壳40组装图片展示:Item17:组装组装控制项目:装保险丝装作业描述:
在线材的一些规定位置捆绑束带,以达到定位、区分线材或部件的作用.Item18:绑束带41绑束带图片展示:绑束带控制项目:1、束带的捆绑位置正确.2、束带捆绑的松紧度适当.作业描述:Item18:绑束带41绑束带图片展示:绑束带控制作业描述:
使用束带枪将线材上已绑束带的尾部去除,并形成部分束带尾料与松紧度以保证束带的定位功能.Item19:剪束带42剪束带图片展示:剪束带控制项目:1、检查束带末端的伸出长度满足规定要求2、束带固定后不会移动3、捆绑位置的线材外被无明显的压痕.4、束带末端(切口处)的外观,无尖锐的边缘作业描述:Item19:剪束带42剪束带图片展示:剪束带控制作业描述:
对半成品/完成品进行电气性能测试,确认其是否满足客户品质要求.Item20:测试测试导通/耐压测试微阻测试浸水测试感应器测试确认无短路、断路、绝缘、错线、导通等不良常规测试条件:接触阻抗:3欧,絕緣阻抗:20兆欧
耐电压:300VDC高阻测试43摇摆测试使用微阻仪对产品进行电阻确认(%I396%)主要涉及到%G995%等防水型产品的测试主要涉及到%K127%等感应器产品的测试主要涉及到%G995%等产品的测试主要涉及到%K202%等类型的产品测试作业描述:Item20:测试测试导通/耐压测试微阻测试浸水测44测试图片展示:Item20:测试测试控制项目:1、测试参数需正确.2、测试量正确.
感应器测试导通测试电阻测试浸水测试高阻测试摇摆测试44测试图片展示:Item20:测试测试控制项目:感应器测试作业描述:
在产品的某规定部位帖附标签,以达到产品的辨识、区分作用.
Item21:贴标签贴标签旗形对贴卷贴横贴贴附在部件适用于标签长度大于线材OD的1.5倍的产品帖附排线类产品的产品帖附,通常标签表面会有一层PET帖附层,或加贴一层透明胶带Housing、Jack、D-SUB等部件的标识帖附45帖附在PE袋帖附在包装产品的PE袋上,适用于标签长度为线材OD的1-1.5倍的产品帖附目前龙杰主要使用的标签有如下几种:铜版纸标签、合成纸标签、布标签、不干胶粗糙纸标签、消银龙标签、透明PVC不干胶标签作业描述:Item21:贴标签贴标签旗形对贴卷贴横贴贴附在部46贴标签图片展示:Item21:贴标签贴标签控制项目:1、标签帖附方式、方向、尺寸、位置2、标签帖附外观(无气泡、皱痕、破损、不重叠等不良现象)旗形对贴卷贴排线横贴贴附在部件帖附在PE袋46贴标签图片展示:Item21:贴标签贴标签控制项目:旗形贴标签不良图片展示:Item21:贴标签标签打皱标签未重叠标签残缺贴标签不良图片展示:Item21:贴标签标签打皱标签未重叠标作业描述:
对较长的线材按照规定的方式进行绕线,使其满足客户包装要求或自定包装要求,以便使产品包装后更加规则与工整.
Item22:绕线绕线绕线工具绕线手工简单绕线手工精细绕线手工进行线材的简单绕线,常规绕线方式适用于无绕线要求、低精度绕线要求的产品手工进行线材的精细绕线,需控制绕线尺寸适用于具有较高绕线精度要求的产品48使用绕线专用工具对产品进行绕线,适用于绕线要求很高的产品,如%F022%作业描述:Item22:绕线绕线绕线工具绕线手工简单绕线手工49绕线图片展示:Item22:绕线绕线控制项目:1、绕线尺寸符合图面要求.2、绕线后的产品需捆绑结实,避免松散.绕线工具绕线手工简单绕线手工精细绕线49绕线图片展示:Item22:绕线绕线控制项目:绕线工具绕作业描述:
对生产中的半成品或成品进行检验,以判定其是否是合格品,并对不良品进行简易修善或分类统一处理.
Item23:检验检验检验Housing/连接器检验线材/沾锡检验外膜检验端子无缺料、刮伤、印字不清、毛边、污点等现象无退PIN、端子氧化、反穿、错位、外观不良、端子与Housing不匹配等现象无烫伤PVC、烫伤塑体、大头、虚焊、漏焊、错焊、焊点偏大、焊点不饱满、少锡、焊点误配不良,线位搭错等现象50检验点焊检验尺寸其他检验无开叉、大头、伤线材、缺线、吊线等现象无超出尺寸公差范围等现象如铁粉芯、铝箔、套管、胶带、标签、束带等无杂色、缺料缩水或凸起,溢胶、毛边、气泡、留痕、压伤线材PVC等现象作业描述:Item23:检验检验检验Housing/连接器检51检验图片展示:Item23:检验检验控制项目:1、不可漏检、误检检验Housing/连接器检验线材/沾锡检验外膜检验端子检验尺寸检验点焊51检验图片展示:Item23:检验检验控制项目:检验Hou检验不良图片展示:Item23:检验未压PVC检验不良图片展示:Item23:检验未压PVC作业描述:
对检验OK的产品,在保证其品质稳定的基础下,使用一些包材对其进行包装,以便后续的储存与出货具备良好的品质维持.Item24:包装PE袋-装单个/多个的较小产品,避免杂乱四角袋-纸箱的内部保护袋,避免地面潮气影响中袋-装载多个整齐的产品,避免杂乱包装纸-保护防刮伤/破损的部位,如IDC皮筋-对一把产品计数区分工具标签-产品的区分标识干燥剂-避免潮气影响,主要是运输为海运的产品气泡膜-避免铁粉芯的运输破损纸箱-产品的装载转移媒介珍珠板-部分产品的PIN针保护媒介撑角-提高纸箱的抗压强度媒介Tray盘-规则小型产品的包装保护媒介53包装小PE袋四角袋中号PE袋包装纸皮筋标签干燥剂气泡膜纸箱珍珠板撑角Tray盘作业描述:Item24:包装PE袋-装单个/多个的较小产品,54包装图片展示:Item24:包装包装控制项目:1、包材使用正确2、包装方式正确小PE袋四角袋中号PE袋包装纸皮筋珍珠板纸箱气泡膜干燥剂标签撑角Tray盘54包装图片展示:Item24:包装包装控制项目:小PE袋四如何看线材图面?
龙杰(苏州)精密工业有限公司
Leoco(Suzhou)PreciseIndustrialCo.,Ltd55如何看线材图面?龙杰(苏州)精密工业有限公司55一、
线材图面一56一、线材图面一56二、线材图面二
57二、线材图面二57三、线材图面三58三、线材图面三
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 门窗居间协议合同的模板
- 项目培训服务协议书范本
- 汽车买卖合同协议书样本
- 防火门委托定做合同范本
- 游乐场场地租赁合同协议
- 污水处理排水协议书范本
- 洗涤服务合同协议书模板
- 江苏农业农村保险协议书
- 电梯屏广告采购合同范本
- 鲜切鱼模板售卖合同范本
- 高中英语选择性必修四 2019人教版新教材全册课文与翻译
- 1.4点电荷电场匀强电场课件(13张PPT)
- EBU导管选择和操作长头指引导管课件
- MT/T570—1996煤矿电气图专用图形符号
- 燃气输配工程设计施工验收技术规范 DB11T 302-2005
- 自动喷水灭火系统严密性试验记录
- 河北省城市集中式饮用水水源保护区划分
- 工程材料采购方案(完整版)
- 部编本新人教版一年级下册语文教学计划
- 慢阻肺的健康教育
- CH-iVMS-4200部署方案
评论
0/150
提交评论