



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、ASSA ABLOYThe Worlds Leading Lock Group压铸工上岗培训固力保安制品有限公司The ASSA ABLOY Group is the worlds leading manufacture and supplier of locking solutions,dedicated to satisfying end-user needs for security,safety and convenience.2006/9/11 为使新员工尽快适应压铸工种、早日走上工作岗位、规范压铸工作业流程,使工人规范、安全、有效地工作,特制定本规范. 固力公司简介 固力公司自19
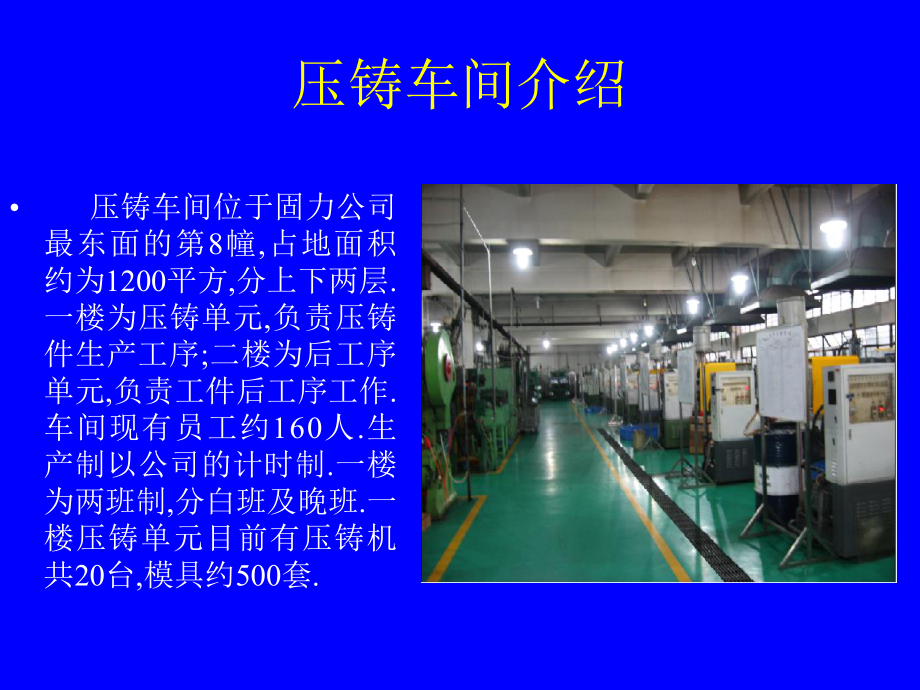
2、92年建立 ,是中国锁具行业首家外资企业,是全球最大保安制品集团之一瑞典亚萨合莱(ASSA ABLOY)在亚洲最大的专业制锁企业.公司经营”GULI-固力”、“GUGANG-固钢”、“Yale-耶鲁”、“Lockwood-乐屋”等几个国内和国际知名的品牌。 主要产品 (五大类) 1. 插芯锁 2.球形门锁 3.外装门锁 4.闭门器 5.不锈钢装饰件其它: 小五金 压铸车间介绍 压铸车间位于固力公司最东面的第8幢,占地面积约为1200平方,分上下两层.一楼为压铸单元,负责压铸件生产工序;二楼为后工序单元,负责工件后工序工作.车间现有员工约160人.生产制以公司的计时制.一楼为两班制,分白班及晚班
3、.一楼压铸单元目前有压铸机共20台,模具约500套.压铸原理简单介绍 学习压铸原理,当然应先认识一下与压铸工作密切相关的铸机了.压铸车间目前全部机型均为力劲热室压铸机.其机型特点是:速度快、生产周期短、操作方面、性能比较稳定及安全性也比较可靠。(附图为其C型机的照片)。目前压铸车间热室压铸机数量及型号规格:数量:共20台;型号规格: 以锁模力大小分类,分为以下几种:一.88T,共10台;二.130T,共4台;三.100T,共3台; 四.160T,共2台(有一台停用)五.200T,1台.什么是压铸? 压铸的实质是使液态合金在高压作用下,通过压射冲头的运动,以极高的速度,在极短的时间内填充到压铸模
4、具型腔中,并在压力下凝固而获得铸件. 压铸工艺过程四个基本要素 A.压力 液压泵的压力将液体金属压入模腔. B.流量 零件尺寸(形状,大小,重量)决定流量. C.温度 由于模具与熔化的锌合金之间的热交换使模具温度升高 .D.时间1.注入的金属在模腔内很快凝固.2.模腔的填充需要时间.3.这个时间(填充时间)由铸造的形式决定(我们的压铸件一般在12秒). 压铸车间模具 目前压铸车间现存压铸模具总数量约为500套,并且随着新产品的不断开发,将会有更多的模具会投入使用.通常情况下,压铸车间常用的模具约为200套.负责模具维修的模具人员有9人,其中工程师一人,模具班长一人,模具维修员7人,模具维修员分
5、两班制.模具的简单名词实语 模具、机器、操作人员构成了压铸三大要素。作为一个新来的员工,应对模具的简单名词实语有个初步的认识,以方面日后的上岗工作。浇口套浇口套分流锥分流锥冷却水道口冷却水道口模具的简单名词术语(2)抽芯攻司筒锁芯珠孔排攻(设计成排状,有利于攻与攻之间相互保护,不容易损坏)模具的简单名词术语(3)顶针.作用:将产品从模腔顶出.斜导柱(斜销)运水管.作用:冷却模腔,使模腔温度不致于过热.导柱分流锥滑块模具的简单名词术语(4)弹簧弹簧作用:顶针复位.流道流道(浇道浇道):从分流锥到模腔从分流锥到模腔,依依次为直浇道次为直浇道,横浇道横浇道,内浇口内浇口.作用:输送液体金属到模腔.合
6、理的流道是生产合格流道是生产合格铸件的关键铸件的关键. 溢流槽溢流槽(俗称渣包俗称渣包):作用:接纳型腔中的气体,气体夹杂物及冷金属,调节局部温度.模具的简单名词实语 模具、机器、操作人员构成了压铸三大要素。作为一个新来的员工,应对模具的简单名词实语有个初步的认识,以方面日后的上岗工作。浇口套浇口套分流锥分流锥冷却水道口冷却水道口机器部分零件介绍操作面板:这是工人日常工作中要操作的的只要部件,因为目前在压铸车间的机器大部分用半自动形式,所以工人需要对操作面板熟悉.操作面板(1)面板左上角三按钮,从左到右分别为:停止开关停止开关,电源开关电源开关,急停开急停开关关.开机时,先检查急停开关是否在关
7、闭状态,若不,即按下绿色电源按钮,机器接通电源.遇到紧急情况时,按下右边急停按钮,正常关机只需将停止按钮按下就行.圆圈内三按钮从左到右分别为模厚、模薄、模厚、模薄、油泵起动油泵起动按钮。一般情况下,操作工人是不允许动模厚、模薄两个开关的,这两个开关由模具工将模具厚薄调好后交付工人操作,工人在正常情况下不需要调校。有异常要通知机修及模具工调校。最右边按钮为油泵起动按钮,当电源开关按下后,再按油泵起动按钮。操作面板(2) 圆圈内黑色按钮为机器开动方式按钮:共有三种选择:手动,半手动,半自动,全自动自动,全自动。在调校模具时,选择手动;当机器参数及模具都调好后,开半自动方式。一般情况不用全自动方式。
8、操作面板(2)图示二按钮为扣后及扣前扣前按钮;按下扣前扣前按钮,模具向射咀靠近,按下扣后扣后按钮,模具向远离射咀方向移动。目前压铸车间采用半自动生产方式 ,生产时要采用离咀方式。注意:当工人不在机位注意:当工人不在机位时(如喝水、去洗手间等),要时(如喝水、去洗手间等),要将机器扣后,保证射咀温度。将机器扣后,保证射咀温度。操作面板(3)-半自动操作步骤1.按下电源开关(确定急停开关在关闭状态下);2.再按下油泵起动按钮;3.选择手动方式;4.给模具导柱及顶针涂上润滑油给模具导柱及顶针涂上润滑油,手动开合模具几次手动开合模具几次,查看模具是否锁紧查看模具是否锁紧;5.合模情况下合模情况下,使模
9、具扣前使模具扣前,查看射咀与模具浇口套是否对咀查看射咀与模具浇口套是否对咀;6.将开锁模开选择开关拔上常速(一般情况不用调);7.各步骤都确认无误后,将模具扣后,并打开模具,选择半自动开关,关上安全门,开始生产第一模次.(为防止因为模具没有锁紧或是对咀没对好情况,压第一模时要通知附近机位人员避开).8.重复以上步骤,开始正常生产.机器其它部分零件名称介绍熔炉工间停歇时间熔炉工间停歇时间(吃吃饭、换模具、修模具等饭、换模具、修模具等到)应将熔炉温度调低,到)应将熔炉温度调低,锌合金料液应调至锌合金料液应调至400度以下,减少料液对度以下,减少料液对熔炉的腐蚀,注意当继熔炉的腐蚀,注意当继续压铸工
10、件时,应提高续压铸工件时,应提高熔炉的温度,锌合金料熔炉的温度,锌合金料液应调至液应调至410425度。度。打料锤柄打料锤柄+锤夹锤夹+锤头锤头压射油管压射油管,高压高压熔炉探针熔炉探针正常生产情况下正常生产情况下,炉温为炉温为410425为宜为宜.扣咀油缸扣咀油缸脱模水桶脱模水桶压铸车间脱模压铸车间脱模水兑水比例为水兑水比例为1:80前安全门前安全门操作方式操作方式分手动及分手动及气动两种气动两种工人上岗操作步骤(1)看机位表,查看被安排机位;做好工作前准备,容器(胶箱、木箱、车子等)就绪,相关工具(钳子、油刷等等);防护用品要到位,(眼镜、耳塞、防护手套);检查机器,模具情况;给模具导柱、顶针刷上少许油,开合模几次(不射料),查看模具与机器射咀是否对咀,模具是否锁紧,确认无误后,将机器压力减小,试压第一压,试压时通知附近机位人员注意避开,视产品质量情况适当加大压力,通知质检验收产品。然后开始正常生产。生产过程中产生的水口料、排渣口等及时加入熔炉中,每次加料时,戴上防护
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 退休人员上岗协议书
- 聘请合唱老师协议书
- 双方风险承担协议书
- 活动承办意向协议书
- 物品保用协议书范本
- 农村继承协议书范本
- 手工合作加工协议书
- 劳动事故私了协议书
- 家庭家产分配协议书
- 货款协议书范本简单
- (2023)四年级科学质量监测试题
- 自然常数e的意义与计算
- 农村土地延包确权实施方案
- 糖尿病眼部护理课件
- (课件)文题5【乡情】
- 如何培养严重精神障碍患者的社交技能和人际交往能力
- 护工病房护理培训:针对病房环境中的护理工作的专项培训课件
- 健康生活从个人卫生做起
- 中小学科普讲座《水与人类生活》公开课教案教学设计课件案例测试练习卷题
- 消化内科病房的医院感染预防与控制
- 【提高酒店服务质量的思考:以S酒店为例4700字(论文)】
评论
0/150
提交评论