



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
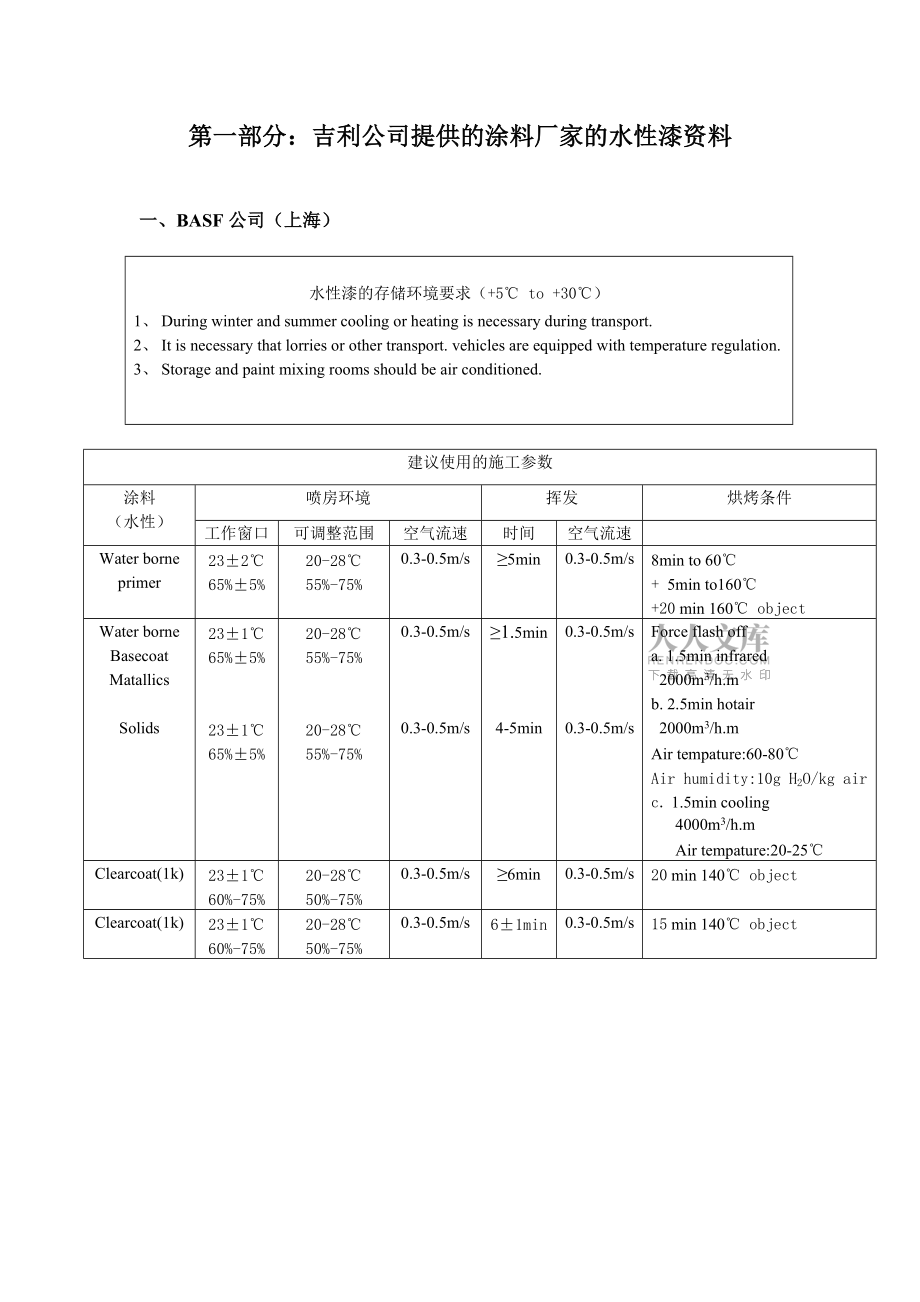
1、吉利美日项目吉利美日项目水性漆工艺参数及设备设计方案水性漆工艺参数及设备设计方案2008.2第一部分:吉利公司提供的涂料厂家的水性漆资料第一部分:吉利公司提供的涂料厂家的水性漆资料一、一、BASF 公司(上海)公司(上海)水性漆的存储环境要求(+5 to +30)1、 During winter and summer cooling or heating is necessary during transport.2、 It is necessary that lorries or other transport. vehicles are equipped with temperature
2、regulation.3、 Storage and paint mixing rooms should be air conditioned.建议使用的施工参数喷房环境挥发烘烤条件涂料(水性)工作窗口可调整范围空气流速时间空气流速Water borneprimer23265%5%20-2855%-75%0.3-0.5m/s5min0.3-0.5m/s8min to 60 + 5min to160+20 min 160 objectWater borneBasecoatMatallicsSolids23165%5%23165%5%20-2855%-75%20-2855%-75%0.3-0.5m/
3、s0.3-0.5m/s1.5min4-5min0.3-0.5m/s0.3-0.5m/sForce flash offa. 1.5min infrared 2000m3/h.m b. 2.5min hotair2000m3/h.mAir tempature:60-80Air humidity:10g H2O/kg airc. 1.5min cooling 4000m3/h.m Air tempature:20-25Clearcoat(1k)23160%-75%20-2850%-75%0.3-0.5m/s6min0.3-0.5m/s20 min 140 objectClearcoat(1k)231
4、60%-75%20-2850%-75%0.3-0.5m/s61min0.3-0.5m/s15 min 140 object二、二、PPG 公司公司Basecoat Heated FlashGoal is to achieve “Wet film BC solids” of 85-92% going into clearcoat zoneMinimum 1-2 minutes ambient flash in booth after sprayTypically 3-5 minutes at 70-90oCPPG WB Basecoat/ Clear Operating Requirements
5、Primer Body Temp. before BC Application 45 m Sagging limit 45 m PH value 8.0 8. 8 Application Properties (施工参数) Appl. Viscosity (施工粘度) Din 4 23 39-42s Application(施工条件) Apply 1 or 2 coats of Primer to 30-35 micron at 50/50 split。 通过一次或两次喷涂达到 30-35 微米厚的中涂漆。 Flash(闪干): 5-6 minutes flash after applicat
6、ion 喷完中涂闪干 5-6 分钟 Prebake 5-6minutes80 at hot air Bake(烘烤条件) 30 min 160C 30 分钟 160 Film Properties(P/S+B/C+C/C)漆膜性能(包括中涂漆,底色漆和清漆) Gloss (光泽) 60 60 - 90 Adhesion(附着力) X-cut /tape 100/100 Film Thickness(膜厚) Permascope(micron) 30-35 三、关西涂料(湖南湘江)三、关西涂料(湖南湘江) 有效版本号:有效版本号:2007-8-15产产 品品 说说 明明 书书 湘江关西涂料有限公
7、司湘江关西涂料有限公司 XIANGJIANGXIANGJIANG KANSAIKANSAI COATINGSCOATINGS CO.,LTD.CO.,LTD. 2007-08-152007-08-15拟稿拟稿校对校对审批审批孙喆孙喆WP-404BWP-404B 水性中涂水性中涂分类分类成分成分WP-404BWP-404B N-2N-2 (WT%(WT%)WP-404BWP-404B N-5N-5 (WT%(WT%)WP-404BWP-404B N-9N-9 (WT%(WT%)白白 J J2.02.019.419.425.225.2深黑深黑 A A0.30.30.30.3体质颜料体质颜料 I I
8、12.712.7颜料颜料体质颜料体质颜料 G G1.61.61.61.61.41.4聚酯树脂聚酯树脂23.923.922.822.821.821.8树脂树脂氨基树脂氨基树脂8.08.07.67.66.36.3润湿剂润湿剂1.31.31.21.21.11.1消泡剂消泡剂0.60.60.50.50.50.5起泡防止剂起泡防止剂1.61.61.51.51.41.4硬化触媒硬化触媒0.20.20.20.20.20.2中和氨基中和氨基0.80.80.70.70.70.7表面调整剂表面调整剂1.91.91.91.91.61.6添加剂添加剂RCRC 剂剂0.10.10.10.10.10.1醇类溶剂醇类溶剂1
9、.81.81.71.71.61.6溶剂溶剂酯类溶剂酯类溶剂4.24.24.04.03.73.7纯水纯水H2OH2O39.039.036.536.534.434.4固体份固体份54.254.257.157.159.659.6粘度(粘度(S/FC-4S/FC-4)606060606060PHPH 值值8.48.48.48.48.48.4密度(密度(g/mlg/ml 2020)1.171.171.221.221.281.28闪点(闪点()909090909090燃点(燃点()240240240240240240(g/g/) )71.371.370.370.368.168.1涂料参数涂料参数干膜比重干
10、膜比重1.371.371.471.471.591.59 WP-404BWP-404B 中涂技术标准中涂技术标准序号序号项目项目指标指标 (例(例 N-5N-5)测试方法测试方法1 1容器中状态容器中状态均一无异常均一无异常HKSTM-1201DHKSTM-1201D2 2细度细度 mm1515HKSTM-0241AHKSTM-0241A3 3粘度(粘度(FordFord CupCup 4 4)2525603603HKSTM-0222HKSTM-02224 4比重比重1.220.051.220.05HKSTM-0232HKSTM-02325 5固体份(固体份(NV%NV%)57.03.057.0
11、3.0HKSTM-0325DHKSTM-0325D6 6PHPH 值值8.40.28.40.2HKSTM-2901HKSTM-29017 7耐缩孔性(耐缩孔性(K K 法)法)合格合格HKSTM-2543HKSTM-25438 8施工固体份施工固体份5459%5459%HKSTM-0325DHKSTM-0325D9 9施工性能施工性能1 1 次成膜次成膜, ,膜厚控制膜厚控制 303040um,40um,无流挂无桔无流挂无桔皮等。皮等。/ /1010烘烤条件烘烤条件预烘干预烘干,15020min,15020min KeepKeep/ /1111填充性填充性填充性良好填充性良好/ /1212打磨
12、性打磨性涂层不发粘、不粘砂纸涂层不发粘、不粘砂纸/ /1313抗冲击性抗冲击性20Kg.cm20Kg.cm/ /1414光泽(光泽(6060)8080HKSTM-0602HKSTM-06021515涂膜外观涂膜外观平整光滑无异常平整光滑无异常HKSTM-0521AHKSTM-0521A1616铅笔硬度铅笔硬度FFHKSTM-0634BHKSTM-0634B1717附着力(附着力(22mm22mm 划格)划格)ED+ED+本品本品100/100100/100HKSTM-2624HKSTM-26241818附着力(附着力(22mm22mm 划格)划格)ED+ED+本品本品+WB-+WB-16/KI
13、NO400H16/KINO400H100/100100/100HKSTM-2624HKSTM-26241919抗粉化性抗粉化性1010 个循环后,没有起泡、粉化现象个循环后,没有起泡、粉化现象/ /2020抗氮氧化物性抗氮氧化物性在在 20PPM20PPM 的氮氧气氛中烘烤,试板无缺陷。的氮氧气氛中烘烤,试板无缺陷。/ /与面漆配套性与面漆配套性 2121涂层外观涂层外观平整光滑、无颗粒、无失光等现象平整光滑、无颗粒、无失光等现象/ /2222附着力附着力不打磨,与面漆配套附着力不打磨,与面漆配套附着力 100/100100/100/ /2323层间附着力层间附着力湿打磨和没有打磨区域,附着无
14、异常湿打磨和没有打磨区域,附着无异常/ /2424抗冲击强度抗冲击强度20Kg.cm20Kg.cm/ /2525耐水性耐水性( (去离子水去离子水 4040240hr)240hr)外观无异常外观无异常, ,附着附着 100/100100/100/ /WP-404BWP-404B 中涂涂装条件中涂涂装条件( (实车涂装方法例实车涂装方法例) )项目项目空气喷涂空气喷涂(Air(Air Spray)Spray)往复机、机器人涂装往复机、机器人涂装涂装机械涂装机械WIDER-71(ORWIDER-71(OR 77)77) ABB/EG/DURRABB/EG/DURR 等等稀释剂稀释剂DIWDIW粘度
15、粘度(FC-4/25)(FC-4/25)505505吐出量吐出量300300600600 ml/minml/min250250350350 ml/minml/min空气压力空气压力5.05.06.0kg/cm6.0kg/cm2 2喷幅喷幅全开全开(40cm)(40cm)涂装距离涂装距离30cm30cm涂装重合率涂装重合率2/32/32/32/3涂装次数涂装次数2 23 3 次次1 1 次次中间流平时间中间流平时间1 13 3 minmin最终流平时间最终流平时间7 71010 minmin施工电压施工电压/ /6060 KVKV环境温湿度环境温湿度23-2723-27 707080%80%环境
16、风速环境风速0.40.40.60.6 m/secm/sec烘干条件烘干条件14030min14030min 或或 1502015020 minmin标准膜厚标准膜厚30304040m m推荐水性中涂预烘干及烘烤条件实例推荐水性中涂预烘干及烘烤条件实例温度温度 KEEPKEEP 区可采用区可采用 15015020min20min 有效版本号:有效版本号:2007081520070815产产 品品 说说 明明 书书 湘江关西涂料有限公司湘江关西涂料有限公司XIANGJIANG KANSAI COATINGS CO.,LTD.2007-08-152007-08-15拟稿校对审批孙喆WT-700WT-
17、700 金属漆金属漆/KINO-400H/KINO-400H 清漆清漆涂料类型涂料类型涂料成分表涂料成分表 WT-700WT-700 金属漆金属漆( (浅银色浅银色) )分类分类成分成分WT-700WT-700 (WT%(WT%)备注备注铝粉铝粉 E-1E-10.90.9铝粉铝粉 N-1N-10.70.7铝粉铝粉 Y Y0.90.9体质颜料体质颜料2.72.7颜料颜料色浆类色浆类0.10.1丙烯酸树脂丙烯酸树脂8.08.0聚酯树脂聚酯树脂3.93.9树脂树脂氨基树脂氨基树脂3.93.9表面调整剂表面调整剂0.10.1紫外光吸收剂紫外光吸收剂0.20.2界面活性剂界面活性剂0.50.5增稠剂增稠
18、剂1.01.0中和胺中和胺0.80.8添加剂添加剂消泡剂消泡剂0.10.1醇类溶剂醇类溶剂2.92.9酯类溶剂酯类溶剂7.57.5溶剂溶剂石油类混合溶剂石油类混合溶剂1.91.9纯水纯水H2OH2O63.963.9固体份固体份23.0%23.0%粘度(粘度(S/FC-4S/FC-4)5050PHPH 值值8.48.4密度(密度(g/mlg/ml 2020)1.041.04闪点(闪点()65657070燃点(燃点()240240涂料参数涂料参数(g/g/) )135.9135.9KINO-400HKINO-400H 清漆:丙烯酸清漆:丙烯酸/ /氨基型涂料氨基型涂料分类分类成分成分KINO-40
19、0H(WT%)KINO-400H(WT%)备注备注丙烯酸树脂丙烯酸树脂 S S6.76.7丙烯酸树脂丙烯酸树脂 T T21.721.7聚脂树脂聚脂树脂R R4.64.6NADNAD 树脂树脂F F2.82.8树脂树脂氨基树脂氨基树脂P P10.210.2表面调整剂表面调整剂0.10.1紫外线吸收剂紫外线吸收剂1.41.4光稳定剂光稳定剂0.50.5消泡剂消泡剂0.10.1添加剂添加剂固化促进剂弱酸触媒固化促进剂弱酸触媒0.30.3抑制剂抑制剂0.10.1固体份(固体份(wtwt)49492%2%比重(比重(g/mlg/ml 2020)0.990.99涂料参数涂料参数 粘度粘度(ku(ku 值值
20、/20/20)5555WT-700WT-700 金属漆标准涂装方法(实验室涂装方法例)金属漆标准涂装方法(实验室涂装方法例)WT-700WT-700 金属漆金属漆KINO-400HKINO-400H 清漆清漆稀释剂稀释剂DIWDIWC-741C-741稀释粘度稀释粘度 505(FC-4/25)(FC-4/25)27.5(FC-4/25)27.5(FC-4/25)涂装机械涂装机械WIDERWIDER 71(71(口径口径 1.0mm)1.0mm)WIDERWIDER 71(71(口径口径 1.0mm)1.0mm)涂装距离涂装距离25cm25cm25cm25cm喷幅喷幅25cm25cm25cm25
21、cm涂装重合率涂装重合率2/32/32/32/3涂装速率涂装速率808090cm/sec90cm/sec707080cm/sec80cm/sec空气压力空气压力5.0kg/cm5.0kg/cm2 2(5.0(5.06.0)6.0)4.5kg/cm4.5kg/cm2 2(4.0(4.05.0)5.0)吐出量吐出量针开度针开度 2.52.53.53.5 回转回转(125(125135ml/min)135ml/min)针开度针开度-4-4 回转回转( (全开全开) )(140(140160ml/min)160ml/min)涂装次数涂装次数S-2S-2(Setting1min)(Setting1min
22、)S-2S-2S-2S-23 3标准膜厚标准膜厚121214m14m303040m40m流平时间流平时间SettingSetting 5min5min 后预烘烤后预烘烤BASEBASE 预烘烤温度时间预烘烤温度时间805min805min(BASE(BASE 冷却后罩光、冷却后罩光、清漆涂装后清漆涂装后) ) 流平时流平时间间SettingSetting 7 710min10minWT-700WT-700 金属漆涂装条件金属漆涂装条件( (实车涂装方法例实车涂装方法例) )项目项目空气喷涂空气喷涂(Air(Air Spray)Spray)往复机、机器人涂装往复机、机器人涂装涂装机械涂装机械WI
23、DER-71(ORWIDER-71(OR 77)77) ABB/EG/DURRABB/EG/DURR 等等稀释剂稀释剂DIWDIW粘度粘度(FC-4/25)(FC-4/25)505吐出量吐出量400400600600 ml/minml/min150150370370 ml/minml/min空气压力空气压力5.05.05.5kg/cm5.5kg/cm2 2喷幅喷幅全开全开(40cm)(40cm)涂装距离涂装距离30cm30cm涂装重合率涂装重合率2/32/32/32/3涂装次数涂装次数2 2 次次1 1 次次中间流平时间中间流平时间1 13 3 minmin最终流平时间最终流平时间7 7101
24、0 min(min(罩光后流平罩光后流平) )施工电压施工电压/ /6060 KVKV环境温湿度环境温湿度23-2723-27 707080%80%环境风速环境风速0.40.40.60.6 m/secm/sec烘干条件烘干条件1502015020 minmin标准膜厚标准膜厚12121414m mKINO-400HKINO-400H 清漆涂装条件清漆涂装条件( (实车涂装方法例实车涂装方法例) )项目项目空气喷涂空气喷涂(Air(Air Spray)Spray)自动机、机器人涂装自动机、机器人涂装涂装机械涂装机械WIDER-71(OrWIDER-71(Or 77)77)ABB/EG/DURRA
25、BB/EG/DURR 等等稀释剂稀释剂C-741C-741粘度粘度(FC-4(FC-4 S/25)S/25)27.527.5吐出量吐出量400400600600 ml/minml/min150150300(ml/min)300(ml/min)空气压力空气压力4.54.55.5kg/cm5.5kg/cm2 2喷幅喷幅全开全开(40cm)(40cm)喷幅喷幅(Bell(Bell 转速转速) )- -35000rpm35000rpm涂装距离涂装距离25cm25cm涂装重合率涂装重合率2/32/32/32/3涂装次数涂装次数2 2 次次1 1 次次中间流平时间中间流平时间/ / /最终流平时间最终流平
26、时间7 71010 minmin施工电压施工电压/ /60KV60KV环境温湿度环境温湿度23232727,707080%80%环境风速环境风速0.40.40.6m/sec0.6m/sec烘干条件烘干条件1502015020 minmin标准膜厚标准膜厚30304040m m第二部分:第二部分: 吉利美日水性漆工艺参数吉利美日水性漆工艺参数一、水性涂料工艺参数(吉利公司提供)供货厂商BASFPPG关西最佳环境可调范围最佳环境可调范围最佳环境可调范围喷漆室温度23220-2824124123-27喷漆室湿度65%5%55%-75%65%5%65%5%70%-80%通过对涂料供货厂商提供水性涂料工
27、艺参数及其它水性漆项目的了解,从设备一次性投入及运行费用等方面综合考虑,与吉利公司会谈后双方确认按如下参数进行非标设备的设计:喷漆室: 夏季温度:28 湿度:60%-80% 冬季温度:23 湿度:60%-80%中涂烘干室:室温升温到 6090(5min)6090(保温 5min)6090升温到 160 (5min)160(保温 20min)面漆 BC 预烘干室:室温升温到 6090(1.5min)6090(保温2.5min)面漆 BC 预强冷室:将工件冷却到 35以下二、需注意问题1、建议吉利公司尽快确定涂料供货厂商,以便我院在设计过程中有针对性。2、提醒吉利公司在选择输调漆系统及喷涂机器人设备时考虑与水性涂料的配套问题。第三部分:吉利美日水性漆设备设计方案第三部分:吉利美日水性漆设备设计方案一、根据工艺所提参数,设备采取如下方案:1、喷漆线:擦净段室体、动静压箱、过滤框架采用碳钢材质,喷漆段室体、下
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2025年全球及中国瓦楞纸板输送带行业头部企业市场占有率及排名调研报告
- 2025-2030全球RF IC 设计服务行业调研及趋势分析报告
- 2025年全球及中国拖拽式滴盐撒播机行业头部企业市场占有率及排名调研报告
- 2025年全球及中国运水式模温机行业头部企业市场占有率及排名调研报告
- 中国居民膳食指南准则一食物多样合理搭配讲解
- 作用于中枢神经系统的药物讲解
- 2025软件产品代理版合同书
- 安防设备采购政府采购合同
- 2025房屋抵押贷款的合同范本
- 2025承运合同书范本范文
- 第八章《运动和力》达标测试卷(含答案)2024-2025学年度人教版物理八年级下册
- 民办幼儿园务工作计划
- 2025年华侨港澳台生联招考试高考地理试卷试题(含答案详解)
- 中国革命战争的战略问题(全文)
- 《数学归纳法在中学解题中的应用研究》9000字(论文)
- 《大学英语四级词汇大全》
- 第六章-1八纲辨证
- 《工业机器人系统维护(ABB模块)》试卷10套
- 危险性化合物的微生物降解-中国石油大学环境生物工程
- 浙江省名校新2025届高一数学第一学期期末达标检测试题含解析
- 学习2024《关于加强社会组织规范化建设推动社会组织高质量发展的意见》解读课件
评论
0/150
提交评论