



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、项目二项目二模块二模块二 轴类零件编程与加工轴类零件编程与加工切槽与切断的相关知识切槽与切断的相关知识任务一任务一任任务务内内容容利用利用G00G00、G01G01指令编写下图所示的零件指令编写下图所示的零件 程序,并且利用仿真软件进行仿真加工。程序,并且利用仿真软件进行仿真加工。 本次任务中主要涉及到外圆、本次任务中主要涉及到外圆、倒角、槽的程序的编写。那倒角、槽的程序的编写。那么,外圆和倒角部分程序的么,外圆和倒角部分程序的编写,对于我们班来讲已经编写,对于我们班来讲已经属于旧知识。而属于旧知识。而槽槽这部分的这部分的相关知识是我们本次任务中相关知识是我们本次任务中的新的内容。的新的内容。
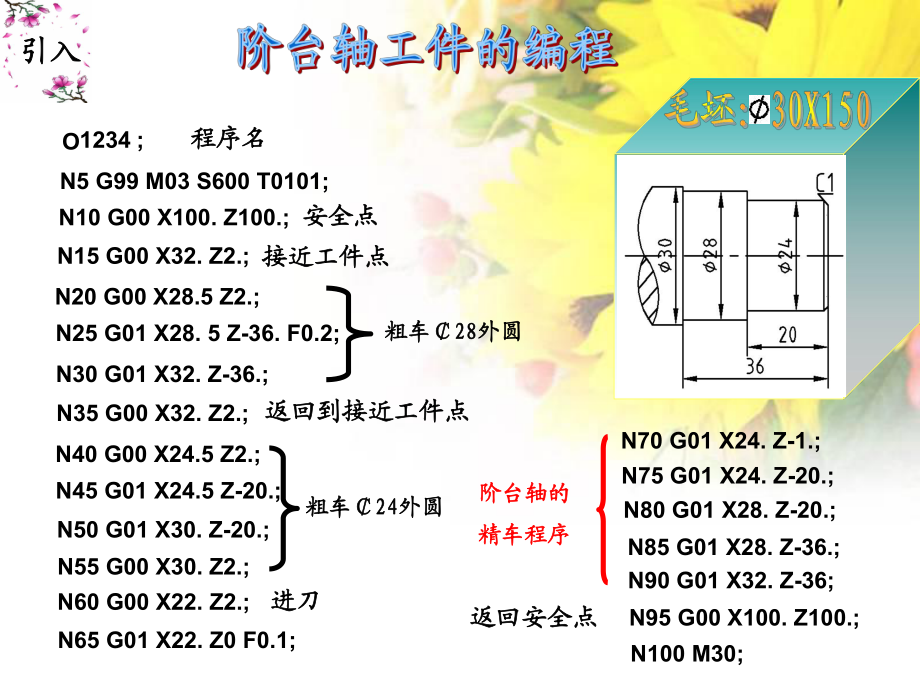
2、任务分析任务分析槽的标注;槽的标注;刀具的选择;刀具的选择;槽部分程序的编写;槽部分程序的编写;槽的加工指令;槽的加工指令;(难点)(难点)槽的加工方法;槽的加工方法;N5 G99 M03 S600 T0101;ON10 G00 X100. Z100.;N15 G00 X32. Z2.;N20 G00 X28.5 Z2.;N25 G01 X28. 5 Z-36. F0.2;N30 G01 X32. Z-36.;N35 G00 X32. Z2.;N40 G00 X24.5 Z2.;N45 G01 X24.5 Z-20.;N50 G01 X30. Z-20.;N55 G00 X30. Z2.;N6
3、0 G00 X22. Z2.;N65 G01 X22. Z0 F0.1;N70 G01 X24. Z-1.;N75 G01 X24. Z-20.;N80 G01 X28. Z-20.;N85 G01 X28. Z-36.;N90 G01 X32. Z-36;N95 G00 X100. Z100.;阶台轴的阶台轴的精车程序精车程序粗车粗车2828外圆外圆粗车粗车2424外圆外圆N100 M30;引入引入安全点安全点接近工件点接近工件点程序名程序名返回到接近工件点返回到接近工件点进刀进刀返回安全点返回安全点1234 ;计计 算算一、槽的标注:一、槽的标注:4 X 2槽槽深深槽宽槽宽二、直槽的加工方
4、法:二、直槽的加工方法:1 1、浅直槽的加工路线、浅直槽的加工路线直进法直进法2 2、深直槽及切断的加工路线、深直槽及切断的加工路线新课新课切槽切槽刀刀工件工件工件工件切槽切槽刀刀啄式直进法啄式直进法三、切槽刀的选择:三、切槽刀的选择:注意:注意:1、根据槽宽选择刀宽、根据槽宽选择刀宽(刀宽一般刀宽一般2、3、4、5mm)2 2、刀头长大于槽深、刀头长大于槽深2 23mm3mm新课新课刀刀头头刀刀柄柄刀宽刀宽刀头长刀头长切削刃切削刃四、切槽的加工指令:四、切槽的加工指令: G04- G04-2、使用场合及目的:、使用场合及目的:2、修光槽的表面,提高表面粗糙度。、修光槽的表面,提高表面粗糙度。
5、1、编程格式:、编程格式:G04 X2. ;G04 U2. ;G04 P2000 ;或或或或分别都代表刀分别都代表刀具暂停具暂停2 2秒秒钟钟1 1、精度要求不高的槽类工件。、精度要求不高的槽类工件。新课新课暂停指令暂停指令五、程序的编写:五、程序的编写:刀具暂停刀具暂停2 2秒秒N100 G00 X30. Z-20.;N110 G04 X2.;N115 G01 X30. Z-20.;N120 G00 X100. Z100.;N125 M30;N105 G01 X20. Z-20. F0.1;T0202;切切4X24X2的直槽的直槽刀宽为刀宽为4mm4mm的切槽刀的切槽刀退刀(直退)退刀(直退
6、)返回安全点返回安全点新课新课省略了阶台轴的加工程序省略了阶台轴的加工程序(引入内容)(引入内容)六、切槽刀对刀的操作:六、切槽刀对刀的操作:新课新课1 1、手动换刀:、手动换刀:(1 1) 在车刀选择对话框中同时装上两把刀,分别是:在车刀选择对话框中同时装上两把刀,分别是:(2 2)点击操作面板上的)点击操作面板上的F4-MDIF4-MDI按钮,按钮,点击点击MDI运行,如右图所示。运行,如右图所示。(4 4) 分别点击操作面板上的分别点击操作面板上的(3 3) 在在MDI:MDI:一行中输入一行中输入新课新课自动和循环启动自动和循环启动按钮,按钮,击击“回车键回车键”“T0202”“T0202”,点,点即可将即可将2 2号刀设置为当号刀设置为当前刀前刀新课新课2 2、切槽刀的对刀:、切槽刀的对刀:(1 1) 手动车削一刀外圆手动车削一刀外圆(2 2) 点击操作面板上的主点击操作面板上的主轴停按钮。轴停按钮。(4 4) 点击点击F4MDIF4MDI,点击,点击F2F2(3 3) 测量已加工外圆的尺寸测量已加工外圆的尺寸新课新课刀偏表刀偏表新课
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 竞争者产品与服务分析
- 木制家具环保材料研究
- 2024年度新能源汽车充电设施安装合同
- 海绵城市建设政策与法规
- 不同代码生成语言的性能比较
- 2024年度智能照明系统设计与安装合同
- 临时法律咨询服务合同2024
- 2024年度网络安全服务合同:互联网企业与网络安全公司就保障企业信息系统安全达成合作协议
- 2024年度打桩机租赁及质量监督合同
- 2024年度无人机配送系统建设合同
- 小学一年级10以内加减法口诀表
- 换热站的安装调试
- 设备管理基本知识专题讲座
- 幼儿园中班数学鲜花分一分教案ppt【幼教课件】
- 防洪评价课件
- 普通地质学教材
- 2023年高校教师个人年终工作总结参考范文(二篇)
- 毛泽东思想概论
- 商务礼仪说课
- 混凝土售后服务
- GB/T 6726-2008汽车用冷弯型钢尺寸、外形、重量及允许偏差
评论
0/150
提交评论