



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、ExCellent produCt and serviCe is the employees aCComplishment and pride 降低降低C7产品产品长边尺寸波动长边尺寸波动v发布单位发布单位:光伏玻璃事业部光伏玻璃事业部勤奋小组勤奋小组v发布人发布人: 张建中张建中 ExCellent produCt and serviCe is the employees aCComplishment and pride 公司简介公司简介企业性质企业性质: 国有上市公司国有上市公司公司地址公司地址: 河南省安阳市中州路南段河南省安阳市中州路南段员工人数员工人数: 2 2,600600人人主要
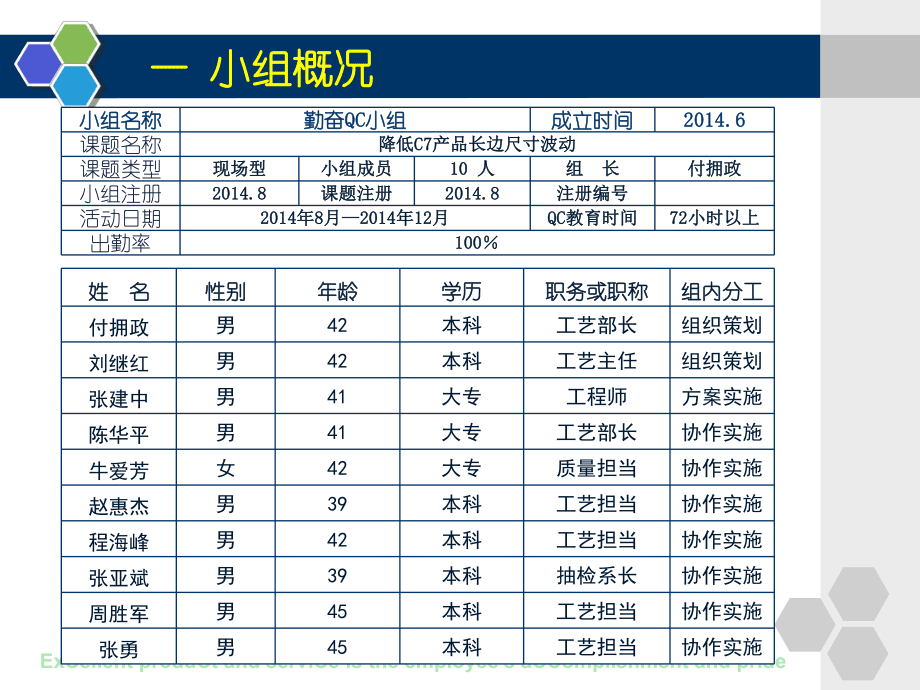
2、产品主要产品: 光光伏玻璃伏玻璃、TCOTCO玻璃、燃气能源玻璃、燃气能源 等等体系认证体系认证: ISO9001ISO9001、ISO14001ISO14001、OSAS18001OSAS18001河南安彩高科股份有限公司河南安彩高科股份有限公司ExCellent produCt and serviCe is the employees aCComplishment and pride 一一 小组小组概况概况小组名称小组名称勤奋勤奋QCQC小组小组成立时间成立时间2014.62014.6课题名称降低降低C7C7产品长边尺寸波动产品长边尺寸波动课题类型现场型现场型小组成员小组成员10 10 人
3、人组组 长长付拥政付拥政小组注册20201414.8.8课题注册课题注册20201414.8.8注册编号注册编号 活动日期20201414年年8 8月月20142014年年1212月月QCQC教育时间教育时间7272小时以上小时以上出勤率100100姓姓 名名性别性别年龄年龄学历学历职务或职称职务或职称组内分工组内分工付拥政男42 本科工艺部长组织策划刘继红男42 本科工艺主任组织策划张建中男41 大专工程师方案实施陈华平男41大专工艺部长协作实施牛爱芳女42大专质量担当协作实施赵惠杰男39本科工艺担当协作实施程海峰男42本科工艺担当协作实施张亚斌男39本科抽检系长协作实施周胜军 男45 本科
4、工艺担当协作实施张勇男45本科工艺担当协作实施ExCellent produCt and serviCe is the employees aCComplishment and pride 二二 选题理由选题理由1.2014年光伏玻璃市场竞争激烈,事业部经营目标为积极开拓海外用户,要求海外月销售占总销售量的30%以上。 C7产品是美国sunpower公司使用的1551*131.5*3.2规格的特殊尺寸太阳能玻璃盖板,保证该产品品质是我们产品推向欧美市场的敲门砖,产品品质得到认可后会在欧美市场有一定的示范效应,利于开辟我公司的欧美市场。ExCellent produCt and serviCe
5、is the employees aCComplishment and pride 二 选题理由2.生产现状:8月份第一次生产C7产品5000片,小组抽取了25片成品玻璃,对长边尺寸数据进行调查,分析发现长边数据一致性差。序号12345678910111213141516171819202122232425L11551.0 1551.2 1551.3 1551.3 1551.4 1550.6 1551.0 1550.4 1550.3 1550.2 1551.2 1551.3 1550.3 1550.8 1551.3 1551.3 1551.0 1551.4 1551.2 1550.3 1550
6、.3 1551.0 1550.2 1550.3 1550.5 L21550.6 1550.6 1550.7 1551.0 1550.5 1551.3 1551.3 1551.2 1551.2 1551.2 1550.3 1550.4 1551.3 1551.3 1550.5 1550.5 1550.8 1550.5 1550.6 1551.2 1551.3 1550.8 1550.8 1551.2 1550.9 lL1-L2l0.40.60.60.30.90.70.30.80.910.90.910.50.80.80.20.90.60.910.20.60.90.4AV1550.8 1550.9
7、1551.0 1551.2 1551.0 1551.0 1551.2 1550.8 1550.8 1550.7 1550.8 1550.9 1550.8 1551.1 1550.9 1550.9 1550.9 1551.0 1550.9 1550.8 1550.8 1550.9 1550.5 1550.8 1550.7 L1移动差0.2 0.1 0.0 0.1 0.8 0.4 0.6 0.1 0.1 1.0 0.1 1.0 0.5 0.5 0.0 0.3 0.4 0.2 0.9 0.0 0.7 0.8 0.1 0.2 L2移动差0.0 0.1 0.3 0.5 0.8 0.0 0.1 0.0 0
8、.0 0.9 0.1 0.9 0.0 0.8 0.0 0.3 0.3 0.1 0.6 0.1 0.5 0.0 0.4 0.3 00.20.40.60.811.21 3 5 7 9 11131517192123250.00.20.40.60.81.01.213579 111315171921231550.51550.61550.71550.81550.91551.01551.11551.213579 1113151719212325lL1-L2lAVL1L2移动差ExCellent produCt and serviCe is the employees aCComplishment and p
9、ride 二 选题理由3.选定课题:从调查数据分析,长边尺寸尽管在规格内(1550-1551.5mm)但数据波动较大,同一块玻璃或不同玻璃间的长边尺寸波动差在0-1.0mm间。活动活动课题课题降低降低C7C7产品长边尺寸数据波动产品长边尺寸数据波动ExCellent produCt and serviCe is the employees aCComplishment and pride 三三 活动进度表活动进度表序号序号时间时间八月八月九月九月十月十月十一月十一月十二月十二月1选择课题选择课题2现场调查现场调查3设定目标设定目标4分析原因分析原因5确定主要因素确定主要因素6制定对策制定对策7
10、实施对策实施对策8效果确认效果确认9巩固期和标准巩固期和标准化化10下一步计划下一步计划计划计划实际实际ExCellent produCt and serviCe is the employees aCComplishment and pride 四四 现状调查现状调查(一)(一) 1.工艺流程工艺流程原 片包 装清 洗钢 化镀 膜清 洗磨 边检验检验检验 依据加工流程图分析,对产品长边尺寸数据有影响的工序为原片、磨边、钢化三道工序。ExCellent produCt and serviCe is the employees aCComplishment and pride 四四 现状调查现状
11、调查(二)(二)2.原片数据 抽测了25片玻璃的长边数据,AV平均值波动最大0.3mm,lL1-L2l差波动最大0.3mm。序号12345678910111213141516171819202122232425L11552.3 1552.3 1552.5 1552.3 1552.3 1552.6 1552.3 1552.6 1552.6 1552.3 1552.6 1552.3 1552.3 1552.5 1552.6 1552.3 1552.3 1552.3 1552.4 1552.3 1552.4 1552.3 1552.3 1552.3 1552.5 L21552.5 1552.3 15
12、52.4 1552.5 1552.3 1552.5 1552.5 1552.3 1552.6 1552.3 1552.5 1552.3 1552.4 1552.3 1552.3 1552.3 1552.5 1552.5 1552.3 1552.3 1552.3 1552.5 1552.3 1552.5 1552.4 llL1-L2ll0.200.10.200.10.20.3000.100.10.20.300.20.20.100.10.200.20.1AV1552.4 1552.3 1552.5 1552.4 1552.3 1552.6 1552.4 1552.5 1552.6 1552.3 1
13、552.6 1552.3 1552.4 1552.4 1552.5 1552.3 1552.4 1552.4 1552.4 1552.3 1552.4 1552.4 1552.3 1552.4 1552.5 00.050.10.150.20.250.30.35135791113151719212325lL1-L2l1552.01552.21552.41552.61552.8135791113151719212325AVExCellent produCt and serviCe is the employees aCComplishment and pride 四四 现状调查现状调查(三)(三)
14、 3.磨边数据 选取长边相同大小的25片原片玻璃经过磨边后测量长边数据,AV平均值波动最大0.9mm,lL1-L2l差波动最大0.8mm。 序号12345678910111213141516171819202122232425L11550.9 1550.9 1550.1 1550.7 1550.0 1550.7 1550.7 1549.9 1550.1 1550.9 1550.7 1550.9 1549.9 1550.0 1550.7 1550.5 1550.7 1550.1 1550.3 1550.9 1550.7 1550.2 1550.0 1549.9 1550.7 L21550.6 1
15、550.8 1550.0 1550.2 1549.9 1550.0 1550.0 1550.7 1550.0 1550.3 1550.2 1550.1 1550.6 1550.6 1550.0 1549.9 1550.2 1550.0 1550.1 1550.7 1550.9 1550.1 1550.7 1550.5 1549.9 llL1-L2ll0.30.10.10.50.10.70.70.80.10.60.50.80.70.60.70.60.50.10.20.20.20.10.70.60.8AV1550.8 1550.9 1550.1 1550.5 1550.0 1550.4 1550.
16、4 1550.3 1550.1 1550.6 1550.5 1550.5 1550.3 1550.3 1550.4 1550.2 1550.5 1550.1 1550.2 1550.8 1550.8 1550.2 1550.4 1550.2 1550.3 1549.61549.81550.01550.21550.41550.61550.81551.01357911 13 15 17 19 21 23 25AV00.20.40.60.811 2 3 4 5 6 7 8 9 10111213141516171819202122232425lL1-L2lExCellent produCt and s
17、erviCe is the employees aCComplishment and pride 四四 现状调查现状调查(四)(四)4.钢化数据 选取长边相同大小的25片磨边后的玻璃进行钢化,钢化后再次测量长边数据,AV平均值波动最大0.2mm,lL1-L2l差波动最大0.2mm。1550.61550.81551.01551.21551.4135791113151719212325AV00.050.10.150.20.25135791113151719212325lL1-L2l序号12345678910111213141516171819202122232425L11550.7 1550.9
18、1550.7 1550.8 1550.9 1550.8 1550.9 1550.9 1550.7 1550.8 1550.7 1550.9 1550.9 1550.8 1550.8 1550.8 1550.9 1550.7 1550.9 1550.9 1550.9 1551.0 1550.9 1550.8 1550.8 L21550.9 1550.8 1550.9 1550.9 1550.8 1550.8 1550.9 1550.9 1550.8 1550.8 1550.8 1550.7 1550.9 1550.9 1550.9 1550.8 1550.8 1550.9 1550.8 1550
19、.9 1550.9 1550.9 1550.9 1550.9 1550.9 llL1-L2ll0.20.10.20.10.10000.100.10.200.10.100.10.20.1000.100.10.1AV1550.8 1550.9 1550.8 1550.9 1550.9 1550.8 1550.9 1550.9 1550.8 1550.8 1550.8 1550.8 1550.9 1550.9 1550.9 1550.8 1550.9 1550.8 1550.9 1550.9 1550.9 1551.0 1550.9 1550.9 1550.9 ExCellent produCt a
20、nd serviCe is the employees aCComplishment and pride 四四 现状调查现状调查(五)(五)00.10.20.30.40.50.60.70.80.91原片磨边钢化原片、磨边、钢化最大波动值对原片、磨边、钢化最大波动值对 比比(单位:(单位:mm)AVlL1-L2l5.a.从以上数据调查分析(图1),磨边工序对数据波动影响最大 0.9/(0.3+0.9+0.2)=64%,因此降低磨边后玻璃长边尺寸波动可明显降低成品长边尺寸波动。b.在磨边后数据调查中13/25=52%的长边lL1-L2l差数据波动在0.5mm内(图2)。均值AV 17/25=68%
21、 分布在1550.1-1550.6mm中间(图3) 。00.20.40.60.810102030lL1-L2l1549.81550.01550.21550.41550.61550.81551.00102030AVExCellent produCt and serviCe is the employees aCComplishment and pride L1-L2 AV MAX(mm), 活动活动前前, 0.9L1-L2 AV MAX(mm), 活动活动后后, 0.500.10.20.30.40.50.60.70.80.91活动前活动后lL1-L2l AV MAX(mm) 依据现状调查,将磨边
22、后lL1-L2l极差、AV极差最大0.5mm作为此次活动的目标五五 目标确定目标确定ExCellent produCt and serviCe is the employees aCComplishment and pride 人员不具备上岗条人员不具备上岗条件件C7C7产品磨边后长边产品磨边后长边尺寸数据波动尺寸数据波动料料人人测测磨轮不良磨轮不良机机皮带下压力小皮带下压力小磨边时玻璃位置改变磨边时玻璃位置改变环环挡爪不良挡爪不良玻璃定位不好玻璃定位不好人员无上岗证人员无上岗证测量不符合要求测量不符合要求点检频次内点检频次内容不符和容不符和工序点检不符工序点检不符合要求合要求六六 原因分析原
23、因分析测量工具不合格测量工具不合格法法测量重复性再现测量重复性再现性不合格性不合格未进行未进行C7C7生产生产专项培训专项培训磨轮不合格磨轮不合格磨轮更换磨轮更换不及时不及时靠轮不到位靠轮不到位磨削量不合适磨削量不合适磨轮对玻磨轮对玻璃的磨削璃的磨削不均匀不均匀ExCellent produCt and serviCe is the employees aCComplishment and pride 八八 要因确认要因确认一)要因确认计划表序号末端因素验证方法标准要求时间地点确认人1 人员无上岗证现场调查上岗人员必须取得合格证2014.9.5现场牛爱芳2未进行C7产品生产的培训现场调查用户要
24、求2014.9.5现场张勇3皮带下压力小现场调查作业指导书2014.9.6现场赵惠杰4挡爪不良现场调查作业指导书2014.9.6现场程海峰5靠轮不到位现场调查作业指导书2014.9.6现场程海峰6磨轮不合格和磨轮更换不及时现场调查作业指导书2014.9.7现场张建中7点检频次、内容不符合规范现场调查作业指导书2014.9.8现场张亚斌8磨轮对玻璃的磨削不均匀现场调查作业指导书2014.9.9现场程海峰9测量工具不合格现场调查使用工具必须为校验合格2014.9.10现场周胜军10测量重复性再现性不好调查分析测量系统要求2014.9.11现场张建中ExCellent produCt and ser
25、viCe is the employees aCComplishment and pride 八八 要因确认要因确认二)要因确认结果非要因非要因1.确认因素:确认因素:人员无上岗证 确认方法:确认方法:现场调查上岗证上岗证 标准要求:标准要求:根据公司要求,上岗人员必须经过培训取得上岗证后才能上岗。 确认内容:确认内容:调查了在线80名人员上岗证的情况,均为培训合格后取得上岗证。确认结果:确认结果: 非要因 确确 认认 人:人: 牛爱芳 确认时间确认时间: : 2014.9.5ExCellent produCt and serviCe is the employees aCComplishme
26、nt and pride 八八 要因确认要因确认非要非要因因2.确认因素确认因素:未进行C7产品生产的培训确认方法:确认方法:现场调查标准要求:标准要求:用户要求。培训记录培训记录确认内容:确认内容:调查了在线80名人员,生产C7前均进行了专项培训。确认结果:确认结果: 非要因 确确 认认 人:人: 张勇 确认时间确认时间: : 2014.9.5ExCellent produCt and serviCe is the employees aCComplishment and pride 八八 要因确认要因确认3. 确认因素:确认因素:皮带下压力小 确认方法:确认方法:现场调查 标准要求:标准要
27、求:作业指导书内没有规定 确认内容:确认内容:现场通过观察发现目前加工玻璃顶杆使用的32压紧量,玻璃在通过磨边机时有位移情况,可能影响玻璃的长边尺寸波动。选取尺寸相同大小25片玻璃进行32压紧量工艺磨边,测量数据发现lL1-L2l差值最大0.8mm,超0.5mm比例40 %,AV值在0.7mm内波动。 序号12345678910111213141516171819202122232425L11551.0 1550.9 1550.7 1550.8 1551.2 1551.2 1551.2 1550.7 1550.7 1550.6 1551.2 1551.2 1551.3 1551.2 1551.
28、3 1551.3 1550.9 1550.7 1551.3 1550.8 1551.3 1550.7 1551.3 1550.6 1551.4 L21550.9 1550.6 1551.1 1551.3 1550.7 1551.3 1550.5 1551.2 1551.3 1551.3 1550.4 1551.0 1550.6 1550.6 1550.5 1550.6 1551.2 1550.9 1550.8 1550.7 1551.2 1550.7 1550.6 1550.7 1550.6 1550.21550.31550.41550.51550.61550.71550.81550.9155
29、1.014710 13 16 19 22 25AV00.20.40.60.811 3 5 7 9 1113151719212325lL1-L2l确认结果:确认结果: 要因因 确认人:确认人:赵惠杰 确认时间确认时间: : 2014.9.6玻璃玻璃N1S2S3S4N4N3N2S1玻璃在磨边机示意图玻璃在磨边机示意图要要因因ExCellent produCt and serviCe is the employees aCComplishment and pride 八八 要因确认要因确认4 确认因素:确认因素:挡爪不良 确认方法:确认方法:现场调查非要非要因因点检记录点检记录挡爪挡爪标准要求:标准
30、要求:挡爪在作业指导书内规定了1次/2小时点检频次、观察动作是否正常的要求。 确认内容:确认内容:现场检查挡爪动作良好和记录报表均点检正常。确认结果:确认结果: 非要因 确确 认认 人:人: 程海峰 确认时间确认时间: : 2014.9.6ExCellent produCt and serviCe is the employees aCComplishment and pride 八八 要因确认要因确认非要非要因因5 确认因素:确认因素:靠轮不到位 确认方法:确认方法:现场调查 标准要求:标准要求:靠轮在作业指导书内规定了1次/2小时点检频次、观察动作是否正常的要求。 确认内容:确认内容:通过
31、现场观察靠轮动作良好,并检查报表均点检正常。 点检记录点检记录确认结果:确认结果: 非要因确确 认认 人:人: 程海峰程海峰确认时间确认时间: : 2014.9.6ExCellent produCt and serviCe is the employees aCComplishment and pride 八八 要因确认要因确认6 确认因素:确认因素:磨轮不合格和更换磨轮不及时 确认方法:确认方法:现场调查 标准要求:标准要求:作业指导书内规定了使用的磨轮必须合格,同时规定了使用磨轮更换条件为15000m时更换。确认内容:通过现场观察使用的磨轮均有合格证,检查更换记录均小于15000m时即进行
32、更换。非要非要因因更换记录更换记录 确认结果:确认结果: 非要因 确确 认认 人:人: 程海峰 确认时间确认时间: : 2014.9.6ExCellent produCt and serviCe is the employees aCComplishment and pride 八八 要因确认要因确认7 确认因素:点检频次、内容不符合规范确认方法:现场调查标准要求:作业指导书内规定了磨边机点检8个事项和1次/2小时点检频次。确认内容:检查点检记录中的频次和内容符合规定且均在正常范围内。点检报表记录点检报表记录非要非要因因确认结果: 非要因 确认人:张亚斌 确认时间: 2014.9.8ExCel
33、lent produCt and serviCe is the employees aCComplishment and pride 八八 要因确认要因确认8 确认因素:确认因素:磨轮对玻璃的磨削不均匀 确认方法:确认方法:现场调查 标准要求:标准要求:作业指导书内没有定义。 确认内容:确认内容:投入相同尺寸大小的25片玻璃磨边后确认,发现同一玻璃磨边后有不同程度的倾斜现象,测量边直度数据最大得到0.7mm。序号 12345678910111213141516171819202122232425w1 0.6 0.0 0.0 0.3 0.3 0.0 0.0 0.2 0.0 0.0 0.2 0.0
34、 0.5 0.7 0.2 0.0 0.2 0.5 0.3 0.7 0.7 0.2 0.0 0.2 0.3 w2 0.2 0.2 0.2 0.5 0.5 0.0 0.0 0.5 0.0 0.0 0.2 0.0 0.2 0.2 0.7 0.0 0.2 0.7 0.2 0.5 0.2 0.2 0.0 0.2 0.7 0.00.20.40.60.8123456789 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25w1w2要要因因 确认结果:确认结果: 要因 确认人:确认人:程海峰 确认时间确认时间: : 2014.9.9ExCellent produCt
35、 and serviCe is the employees aCComplishment and pride 八八 要因确认要因确认9 确认因素:确认因素:测量工具不合格 确认方法:确认方法:现场调查 标准要求标准要求:作业指导书内要求使用的测量工具需经过第三方检测合格才能使用。 确认内容:确认内容:使用的测量工具有第三方检测合格证,且按照要求在使用前对工具点检均正常。 非要非要因因测量工具测量工具点检记录点检记录校准证书校准证书确认结果:确认结果: 非要因 确认人:确认人:周胜军 确认时间确认时间: : 2014.9.10ExCellent produCt and serviCe is th
36、e employees aCComplishment and pride 八八 要因确认要因确认10 确认因素:确认因素:测量重复性再现性不好 确认方法:确认方法:调查分析 标准要求:标准要求:测量系统合格的判定标准测量系统能力小于10%良好介于10%-30%可接受大于30%不合格确认内容:确认内容:检验人员进行产品测量,通过MSA进行了数据分析,分析后系统变异小于30%的临界值,符合目前生产需求。总序号样品编号第一次第二次基准值测量员中心值及公差111550.7 1550.7 1550.7 刘刚1550-1551.5221551.2 1551.2 1551.2 331550.5 1550.5
37、 1550.5 441550.3 1550.3 1550.3 551551.4 1551.4 1551.4 661551.6 1551.6 1551.6 771550.8 1550.8 1550.8 881550.4 1550.4 1550.4 991551.5 1551.5 1551.5 10101550.7 1550.7 1550.7 1111550.7 1550.7 1550.7 曹海涛1550-1551.61221551.3 1551.2 1551.2 1331550.5 1550.5 1550.5 1441550.3 1550.3 1550.3 1551551.4 1551.4 15
38、51.4 1661551.6 1551.6 1551.6 1771550.7 1550.7 1550.8 1881550.4 1550.4 1550.4 1991551.5 1551.5 1551.5 20101550.7 1550.7 1550.7 非要非要因因确认结果:确认结果: 非要因 确认人:确认人:张建中确认时间:确认时间:2014.9.11ExCellent produCt and serviCe is the employees aCComplishment and pride 八八 要因确认要因确认序号序号要因项目要因项目1 1皮带下压力小皮带下压力小2 2磨轮对玻璃的磨削不均
39、匀磨轮对玻璃的磨削不均匀三)要因汇总表ExCellent produCt and serviCe is the employees aCComplishment and pride 1.要因皮带下压力小对策方案选择九九 制定对策制定对策对策方案方案内容成本和使用周期实施预计时间实施难度压紧量大小对生产效率影响合计是否选定方案1改变顶杆位置调整工艺参数,无成本。现场调整分析预计3小时不做设备改动,难度小确保玻璃在加工过程中不发生位移实施后无影响24是评分63636方案2更换压紧钢板直接订购成本800元,寿命1年更换全部钢板3小时需要将设备拆开进行更换压紧钢板,难度大。确保玻璃在加工过程中不发生位
40、移更换后无影响18否评分33336每项好为6分,一般为3分,差为1分。ExCellent produCt and serviCe is the employees aCComplishment and pride 2.要因磨轮对玻璃的磨削不均匀对策方案选择九九 制定对策制定对策对策方案方案内容成本和使用周期实施预计时间实施难度磨削效果对生产效率影响合计是否选定方案1更换高等级的磨轮购买等级高的磨轮800元/个,使用15000米后更换,每次更换成本4*1200=4800元2个小时安装后再调整难度较高对玻璃可以做到均匀磨削实施后无影响21否评分33366方案2调整磨轮使用数量有四个磨轮机增加为6台
41、,由于磨轮损耗减小使用18000米后更换成本6*700*(15000/18000)=3500元调整2个小时直接调整难度一般对玻璃可以做到均匀磨削实施后无影响27是评分63666每项好为6分,一般为3分,差为1分。ExCellent produCt and serviCe is the employees aCComplishment and pride 九九 制定对策制定对策3.要因对策计划表序号要因项目对策目标措施地点 责任人 完成时间1皮带下压力小改变顶杆位置找到合适顶杆位置按25、20、15、10调整顶杆位置现场程海峰2014.9.162磨轮对玻璃的磨削不均匀调整磨轮使用数量相同玻璃C形
42、边边直度小于0.3mm1.四台磨轮增加到六台磨轮2.调整设备寻找合适的磨削量现场赵惠杰2014.9.17ExCellent produCt and serviCe is the employees aCComplishment and pride 九九 对策实施对策实施(一)(一) 增加顶杆压力增加顶杆压力结论:结论:分析后发现顶杆位置在分析后发现顶杆位置在1010时,相时,相同玻璃长边尺寸数据波动最大同玻璃长边尺寸数据波动最大0.4mm0.4mm,均值差最大均值差最大0.3mm0.3mm,故,故1010为合适的顶杆为合适的顶杆位置。位置。1.改变顶杆位置 时间:2014.9.16 顶杆位置分
43、25、20、15、10进行调整,选取40片长边尺寸一致的原片玻璃磨边,测量四个顶杆位置磨边后的数据。顶杆位置序号1234567891025L11551.0 1550.9 1551.3 1551.2 1551.2 1551.2 1551.3 1551.3 1551.0 1550.6 L21550.9 1550.5 1551.1 1551.3 1550.6 1550.5 1550.5 1551.2 1551.3 1551.3 lL1-L2l0.10.40.20.10.60.70.80.10.30.7AV1551.0 1550.7 1551.2 1551.3 1550.9 1550.9 1550.9
44、 1551.3 1551.2 1551.0 20L11550.8 1550.7 1551.0 1550.6 1550.7 1551.2 1551.2 1551.3 1551.2 1550.7 L21550.9 1551.2 1551.1 1551.2 1551.2 1551.2 1550.6 1551.2 1550.5 1550.8 llL1-L2ll0.10.50.10.60.500.60.10.70.1AV1550.9 1551.0 1551.1 1550.9 1551.0 1551.2 1550.9 1551.3 1550.9 1550.8 15L11551.3 1550.6 1550.
45、8 1551.3 1551.3 1550.9 1551.1 1551.0 1550.8 1550.9 L21550.9 1551.3 1550.9 1551.2 1550.9 1551.3 1550.7 1551.1 1551.3 1551.0 llL1-L2ll0.40.70.10.10.40.40.40.10.50.1AV1551.1 1551.0 1550.9 1551.3 1551.1 1551.1 1550.9 1551.1 1551.1 1551.0 10L11551.2 1550.9 1551.2 1551.3 1551.2 1551.1 1551.1 1551.2 1550.9
46、 1551.2 L21551.0 1551.0 1550.9 1551.0 1551.0 1551.3 1550.8 1551.0 1550.9 1550.8 llL1-L2ll0.20.10.30.30.20.20.30.200.4AV1551.1 1551.0 1551.1 1551.2 1551.1 1551.2 1551.0 1551.1 1550.9 1551.0 00.10.20.30.40.50.60.70.80.9123456789 1025201510lL1-L2l1550.21550.31550.41550.51550.61550.71550.81550.91551.01
47、2 3 4 5 6 7 8 9 1025201510AVExCellent produCt and serviCe is the employees aCComplishment and pride 九九 对策实施对策实施(二)(二)-调整磨轮使用数量调整磨轮使用数量 结论:结论: 分析数据后发现分析数据后发现2A2A的有亮线不良,的有亮线不良,4A4A的边直度最大的边直度最大0.7mm0.7mm,3A3A的边直度最大的边直度最大0.5mm0.5mm,且超,且超0.3mm0.3mm比例比例3/20=1.5%3/20=1.5%,故,故3A3A 为合适的磨削为合适的磨削电流。电流。2 调整磨轮使用
48、数量 时间:2014.9.17 磨边的磨轮4台增加到6台,四台磨轮时使用5A,本次六台磨轮分4A、3A、2A三种磨削电流实验,调整设备寻找合适的磨削量,选取30片长边尺寸一致的玻璃磨边,测量不同电流下磨边的边直度。电流(A)测量位置(mm)123456789104w10.30.50.30.30.20.60.50.70.70.3w20.30.60.50.30.20.70.20.30.60.43w10.20.30.20.50.30.30.40.30.40.2w20.30.20.20.30.30.20.30.30.20.32w1亮线0.30.40.40.2亮线0.30.2亮线0.3w2亮线0.20.
49、20.30.4亮线0.30.2亮线0.400.10.20.30.40.50.60.70.81234567891040-w140-w230-w130-w20.3水平线ExCellent produCt and serviCe is the employees aCComplishment and pride 十十 效果检查效果检查1.2014.10.26-30按以上工艺条件进行生产,调查了5个班组的各25组磨边数据, lL1-L2l极差最大0.4mm、AV极差最大0.4mm,活动目标实现。L1-L2 AV MAX(mm)L1-L2 AV MAX(mm)00.10.20.30.40.50.6目标目
50、标现况现况lL1-L2l AV MAX(mm)时间序号1234567891011121314151617181920212223242510.26L11550.6 1550.6 1550.6 1550.6 1550.6 1550.6 1550.5 1550.6 1550.6 1550.7 1550.6 1550.6 1550.6 1550.7 1550.6 1550.7 1550.6 1550.7 1550.6 1550.7 1550.6 1550.7 1550.6 1550.7 1550.7 L21550.7 1550.8 1550.5 1550.4 1550.6 1550.7 1550.5
51、 1550.6 1550.5 1550.5 1550.6 1550.5 1550.5 1550.5 1550.8 1550.8 1550.6 1550.6 1550.7 1550.8 1550.6 1550.7 1550.6 1550.6 1550.7 lL1-L2l0.1 0.2 0.1 0.2 0.0 0.1 0.0 0.0 0.1 0.2 0.0 0.1 0.1 0.2 0.2 0.1 0.0 0.1 0.1 0.1 0.0 0.0 0.0 0.1 0.0 AV1550.7 1550.7 1550.6 1550.5 1550.6 1550.7 1550.5 1550.6 1550.6 1
52、550.6 1550.6 1550.6 1550.6 1550.6 1550.7 1550.8 1550.6 1550.7 1550.7 1550.8 1550.6 1550.7 1550.6 1550.7 1550.7 10.27L11550.8 1550.5 1550.3 1550.3 1550.3 1550.5 1550.5 1550.3 1550.5 1550.3 1550.6 1550.5 1550.4 1550.7 1550.5 1550.6 1550.9 1550.6 1550.4 1550.5 1550.8 1550.3 1550.4 1550.5 1550.4 L21550.
53、6 1550.6 1550.6 1550.6 1550.6 1550.6 1550.6 1550.5 1550.6 1550.5 1550.7 1550.5 1550.6 1550.5 1550.6 1550.6 1550.6 1550.7 1550.7 1550.3 1550.7 1550.5 1550.4 1550.5 1550.5 lL1-L2l0.2 0.1 0.3 0.3 0.3 0.1 0.1 0.2 0.1 0.2 0.1 0.0 0.2 0.2 0.1 0.0 0.3 0.1 0.3 0.2 0.1 0.2 0.0 0.0 0.1 AV1550.7 1550.6 1550.5
54、1550.5 1550.5 1550.6 1550.6 1550.4 1550.6 1550.4 1550.7 1550.5 1550.5 1550.6 1550.6 1550.6 1550.8 1550.7 1550.6 1550.4 1550.8 1550.4 1550.4 1550.5 1550.5 10.28L11550.5 1550.7 1550.6 1550.7 1550.5 1550.7 1550.5 1550.7 1550.6 1550.7 1550.5 1550.6 1550.5 1550.7 1550.6 1550.7 1550.5 1550.7 1550.5 1550.7
55、 1550.6 1550.5 1550.5 1550.6 1550.5 L21550.5 1550.5 1550.3 1550.5 1550.6 1550.5 1550.3 1550.5 1550.5 1550.3 1550.5 1550.5 1550.5 1550.5 1550.6 1550.3 1550.6 1550.5 1550.3 1550.5 1550.7 1550.7 1550.7 1550.7 1550.7 lL1-L2l0.0 0.2 0.3 0.2 0.1 0.2 0.2 0.2 0.1 0.4 0.0 0.1 0.0 0.2 0.0 0.4 0.1 0.2 0.2 0.2
56、0.1 0.2 0.2 0.1 0.2 AV1550.5 1550.6 1550.5 1550.6 1550.6 1550.6 1550.4 1550.6 1550.6 1550.5 1550.5 1550.6 1550.5 1550.6 1550.6 1550.5 1550.6 1550.6 1550.4 1550.6 1550.7 1550.6 1550.6 1550.7 1550.6 10.29L11550.7 1550.5 1550.7 1550.7 1550.7 1550.7 1550.7 1550.7 1550.7 1550.7 1550.7 1550.7 1550.7 1550.
57、7 1550.7 1550.7 1550.8 1550.7 1550.7 1550.7 1550.7 1550.7 1550.7 1550.7 1550.7 L21550.7 1550.8 1550.6 1550.7 1550.5 1550.7 1550.6 1550.7 1550.6 1550.7 1550.6 1550.7 1550.7 1550.7 1550.7 1550.7 1550.6 1550.7 1550.6 1550.7 1550.6 1550.7 1550.6 1550.6 1550.7 lL1-L2l0.0 0.3 0.1 0.0 0.2 0.0 0.1 0.0 0.1 0.0 0.1 0.0 0.0 0.0 0.0 0.0 0.2 0.0 0.1 0.0 0.1 0.0 0.1 0.1 0.0 AV1550.7 1550.7 1550.7 1550.7 1550.6 1550.7 1550.7 1550.7 1550.7 1550.7 1550.7 1550.7 1550.7 1550.7 1550.7 1
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- c11h10o4的六元环化合物
- 深圳学校空间施工方案
- 台州混凝土破碎施工方案
- 2025年江苏旅游职业学院单招职业倾向性测试题库含答案
- 2025年河北科技学院单招职业适应性测试题库汇编
- 2025年重庆财经职业学院单招职业技能测试题库完整
- 2024新教材高中化学 第1章 第1节 走进化学科学教学实录 鲁科版必修第一册
- 在线教育平台课程制作规范
- 农业智慧农场建设与管理方案
- 游戏行业产品测试与发布流程指南
- 【绿色家园你我共建】约会春天拥抱绿色-2024年3月12日植树节主题班会(小学通用版)
- 解分式方程50题八年级数学上册
- 手术患者vte预防
- 消化道出血应急预案
- 2023年城市体检基础指标体系
- 2024年《滕王阁序》原文及翻译
- AI技术在保险行业的应用
- 施工方案大全百度网盘下载
- 幼儿园故事课件:《盲人摸象》
- 电机与拖动技术
- 中职统编《金属材料与热处理》系列课件 第2章 金属材料的性能(动画) 云天课件
评论
0/150
提交评论