



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、(一) 装配尺寸链的基本概念1定义:在机器的装配关系中,由有关零件的尺寸或相互位置关系所组成的尺寸链,称为装配尺寸链。2作用查找零件对装配精度的影响;指导制订装配工艺,合理安排装配工序;分析产品结构的合理性。三 装配尺寸链3特点特点 除有一般尺寸链的特点外,还有:除有一般尺寸链的特点外,还有:封闭环十分明显,一定是机器产品或部件封闭环十分明显,一定是机器产品或部件的某项装配精度;的某项装配精度;封闭环在装配后才能形成,不具有独立性封闭环在装配后才能形成,不具有独立性装配精度只有装配后才能测量);装配精度只有装配后才能测量);各组成环不是仅在一个零件上的尺寸,而各组成环不是仅在一个零件上的尺寸,
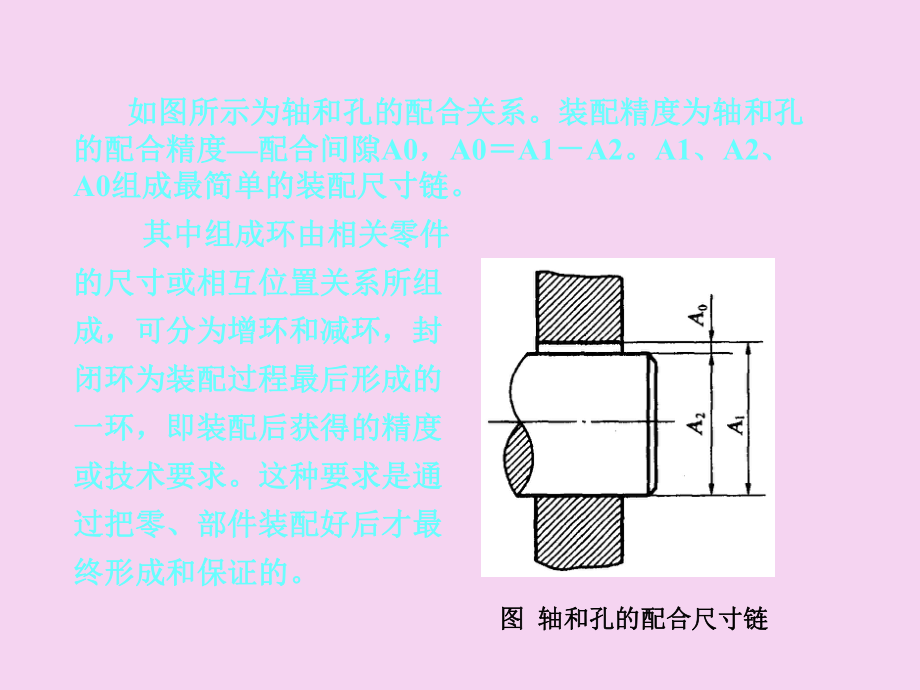
2、而是在几个零件或部件间与装配精度有关是在几个零件或部件间与装配精度有关的尺寸;的尺寸;装配尺寸链形式较多,有线性尺寸链、角装配尺寸链形式较多,有线性尺寸链、角度尺寸链、平面尺寸链、空间尺寸链。度尺寸链、平面尺寸链、空间尺寸链。 如图所示为轴和孔的配合关系。装配精度为轴和孔如图所示为轴和孔的配合关系。装配精度为轴和孔的配合精度的配合精度配合间隙配合间隙A0,A0A1A2。A1、A2、A0组成最简单的装配尺寸链。组成最简单的装配尺寸链。 其中组成环由相关零件其中组成环由相关零件 的尺寸或相互位置关系所组的尺寸或相互位置关系所组 成,可分为增环和减环,封成,可分为增环和减环,封 闭环为装配过程最后形
3、成的闭环为装配过程最后形成的 一环,即装配后获得的精度一环,即装配后获得的精度 或技术要求。这种要求是通或技术要求。这种要求是通 过把零、部件装配好后才最过把零、部件装配好后才最 终形成和保证的。终形成和保证的。 图图 轴和孔的配合尺寸链轴和孔的配合尺寸链(二) 装配尺寸链的建立1建立装配尺寸链的方法先确定反映装配后技术要求的封闭环,然后根据封闭环的要求查找各组成环;采用粘连法,按照“最少环数原则建立尺寸链图粘连法:即取封闭环两端为起点,沿装配精度方向,以基准面为线索,一个挨一个,直至找到同一基准零件,甚至同一基准面为止;图例 卧式车床床头和尾座两顶尖的等高度要求 “最少环数准绳,又称最短路线
4、原则。最少环数准绳,又称最短路线原则。组成装配尺寸链时,应使每个有关零件只有一个尺寸列人装组成装配尺寸链时,应使每个有关零件只有一个尺寸列人装配尺寸链。相应地,应将直接连接两个装配基准面间的那个配尺寸链。相应地,应将直接连接两个装配基准面间的那个位置尺寸或位置关系标注在零件图上位置尺寸或位置关系标注在零件图上又称一件一环原则又称一件一环原则(三) 装配尺寸链的计算方法装配尺寸链的应用包括两个方面:正向计算:已有产品装配图和全部零件图,已知尺寸链的封闭环,各组成环的基本尺寸、公差及偏差,求封闭环的基本尺寸、公差及偏差;然后和已知条件对比,验证各环精度是否合理。反向计算:产品设计阶段,根据装配精度
5、封闭环要求,确定各组成环的基本尺寸、公差及偏差。两种计算的计算方法都通过极值法和概率法求解。1极值法又称完全互换法)极值法又称完全互换法)所用公式与工艺尺寸链的相同。所用公式与工艺尺寸链的相同。这里介绍一个所谓这里介绍一个所谓“相依尺寸的概念,相依尺寸的概念,即在装配尺寸链的组成环中选择一个即在装配尺寸链的组成环中选择一个比较容易加工或在生产上受限制较少比较容易加工或在生产上受限制较少的组成环尺寸。实际上是选择一个环的组成环尺寸。实际上是选择一个环作为协调环,其它各环必须为标准公作为协调环,其它各环必须为标准公差,而协调环可以不是标准公差。差,而协调环可以不是标准公差。举例说明计算过程举例说明
6、计算过程 知:知:A1=41mm, A3=7mm, A2=A4=17mm; 要求轴向要求轴向间隙为间隙为0.050.15mm。 分析和建立尺寸链分析和建立尺寸链封闭环尺寸是封闭环尺寸是验算封闭环的基本尺寸为验算封闭环的基本尺寸为 = 41 -(17+7+17)= 0各环基本尺寸正确。各环基本尺寸正确。mmA15. 005. 00)(4321AAAAA确定各组成环公差确定各组成环公差隔板隔板A3容易在平面磨上磨削,精度容易达到,故容易在平面磨上磨削,精度容易达到,故选其作为选其作为“相依尺寸相依尺寸”(协调环)。(协调环)。 各组成环的平均公差各组成环的平均公差根据基本尺寸的大小和加工的难易程度
7、,调整各根据基本尺寸的大小和加工的难易程度,调整各组成环的公差为:组成环的公差为: T(A1)=0.049mm, T(A2)=T(A4)=0.018mm,mmAT1 . 0)05. 015. 0()(mmnATATicp025. 0151 . 01)()( 计算计算“相依尺寸公差为:相依尺寸公差为: T(A3)= T(A)- T(A1)+ T(A2)+ T(A4) = 0.1 (0.049 + 0.018 + 0.018 ) mm = 0.015mm 计算计算“相依尺寸偏向相依尺寸偏向 列尺寸链竖式解得:列尺寸链竖式解得: mmA050. 0065. 0372概率法又称不完全互换法)概率法又称
8、不完全互换法)极值法的优点是简单、可靠,缺点是当封极值法的优点是简单、可靠,缺点是当封闭环公差较小、组成环较多时,各组成闭环公差较小、组成环较多时,各组成环公差将很小,给制造带来困难,使成环公差将很小,给制造带来困难,使成本增加。加工尺寸处于公差带中间部分本增加。加工尺寸处于公差带中间部分的是多数,处于极限尺寸的是极少数,的是多数,处于极限尺寸的是极少数,装配时同一部件的各组成环恰好都处于装配时同一部件的各组成环恰好都处于极限尺寸的情况就更少见。因此,大批极限尺寸的情况就更少见。因此,大批量生产中,装配精度要求高、组成环数量生产中,装配精度要求高、组成环数目多时,应用概率法解算尺寸链较合理。目
9、多时,应用概率法解算尺寸链较合理。封闭环的公差与各组成环的公差关系可表示为:封闭环的公差与各组成环的公差关系可表示为: 112NiiTT 用概率法计算得到的各环的平均公差为:用概率法计算得到的各环的平均公差为: 因此,比用极值法计算的结果扩大了因此,比用极值法计算的结果扩大了 倍,从而更便于加工。倍,从而更便于加工。 封闭环的上、下偏差为:封闭环的上、下偏差为: Bs(A) = BM(A) + 1/2 T Bx(A) = BM(A) - 1/2 T BM:上下偏差的算术平均值,:上下偏差的算术平均值,1)(2nATTM1n知:知:A1=60(+0.20)mm, A2=57(-0.20mm), A3=3(-0.10)mm, 各组成环均呈正态分布,即各组成环均呈正态分布,即分布中心与公差带中心重合分布中心与公差带中心重合求解:封闭环的公差、偏向。求解:封闭环的公差、偏向。解:封闭环的基本尺寸解:封闭环的基本尺寸 A=A1-A2-A3 =60-57-3=0封闭环的公差封闭环的公差 mmTTnii3 . 01 . 02 . 02 . 0222112 封闭环的平均偏差封闭环的平均偏差 BM(A)= BM(A1)- BM(A2)- BM(A
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2024年篮球裁判员考试成功经验试题及答案
- 裁判员考试复习思路试题及答案
- 学校家庭安全教育管理责任协议书(2篇)
- 结合实战 体育经纪人试题及答案
- 农作物种子繁育员职业发展的前瞻性探讨试题及答案
- 2025年中国冷阴极放电管市场调查研究报告
- 细说种子繁育员的教育背景试题及答案
- 2025年中国修边角市场调查研究报告
- 职业规划:游泳救生员考试必知试题及答案
- 设计师与工程师的合作试题及答案
- 湖北省2025届高三(4月)调研模拟考试英语试题及答案
- 血液制品规范输注
- 2025-2030中国生物医药行业市场深度调研及发展趋势与投资前景预测研究报告
- 贸易公司员工管理制度
- 专利代理师高频题库新版2025
- 肝硬化护理新进展
- 2025年征信业务合规培训
- 2025年全国国家版图知识竞赛题库及答案(中小学组)
- 2025项目部与供应商安全生产物资供应合同
- DB15-T 1339-2025 风电场机组布置技术规范
- 统借统还合同协议
评论
0/150
提交评论