



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、1 1 / / 9191塑料厂调机员教材一. .树脂成型温度与干燥温度将吸水性的树脂直接成型时,会发生银条痕等为不良品的缘故, ,为消除此不良现象,此种树脂先行预备干燥去除含有水分使用料斗干燥机或干燥炉等实施预预备干燥树脂名称料管温度(C)预备干燥模型温度(C)温度C)时刻(H)脂P.S(聚苯乙烯)180260758011.5以上4080AS树脂180240758524以上4080ABS对脂1802608010024以上4080PMMA压克力)1802407010026以上50100PA尼龙623528080100210以上60100尼龙6625030080100210以上60120PE(聚乙
2、烯)180280不要2050PP(聚丙烯)180280不要2050氯化乙烯硬质165200801201以上软上rPC(聚碳酸酯)25032012041070120POM聚乙缩酯)175210809024以上60100PPO NOR Y12403158512024以上80120执八、 、硬性 树脂PF(酚酯)80110不要175220MF(密胺)80100不要135155UF(尿素)80100不要135155聚酯,预混(premix)80110不要150200二. .塑料的简单辨不方法塑料的种类繁多,制造同一零件时也有时使用不同树脂 ,辩不 不同树脂能够化学分析来处理
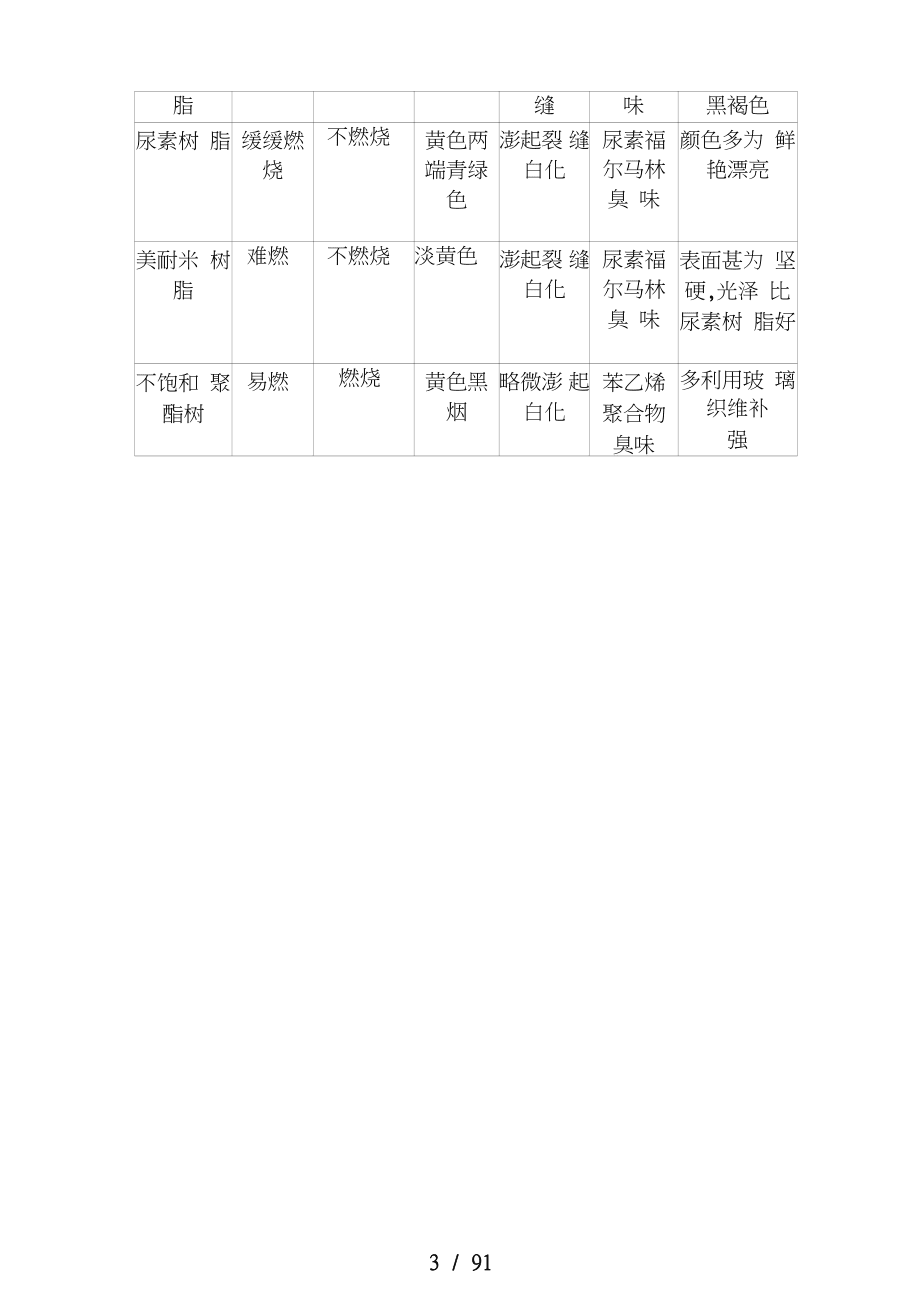
3、,但费时费事无法便捷,一般用手 拿起或靠2 2 / / 9191目视,从使专门行家也不容易确实辨不 ,下表列举各种 塑料的简单辨不方法, ,供为参考, ,有机会不妨一试. .塑料厂的简单辨不方法方法种类燃烧难易清焰后是否接着燃烧火焰颜色塑料状 态 有无臭味成型品特 征压克力树脂易燃燃烧黄色 两端青色软化丙烯聚合物不如玻璃冰冷可弄弯PSPS 树脂易燃燃烧橙黄色黑烟软化苯乙烯聚合物臭味敲击时有 金属声音, , 多为透明 品尼龙树 脂缓缓燃烧不燃烧顶端黄色熔融掉 下独特臭味有弹性PVCPVC 树脂难 燃不燃烧黄色下端绿 色软化氯的臭味硬质为橡 胶状, ,其它 可为各种 硬度PPPP 树脂易燃燃烧黄色
4、迅速完 全燃 烧独特臭味乳白色PEPE 树脂易燃燃烧顶端黄色下端青色熔融掉 下 石油臭味柔软, ,乳白色, ,有色者多为中间 色电木树易燃燃烧黄色澎起裂酚醛臭颜色多为3 3 / / 9191脂缝味黑褐色尿素树 脂 缓缓燃烧不燃烧黄色两端青绿色澎起裂 缝白化尿素福尔马林臭 味颜色多为 鲜艳漂亮美耐米 树脂难燃不燃烧淡黄色澎起裂 缝白化尿素福尔马林臭 味表面甚为 坚硬, ,光泽 比尿素树 脂好不饱和 聚酯树易燃燃烧黄色黑烟略微澎 起白化苯乙烯聚合物臭味多利用玻 璃织维补强4 4 / / 9191树脂从模型的结合面(Parting)流出,附者在制品一部分的现 象,特不在古旧模型容易发生.树脂的流淌性
5、大模型繁束力不足 树脂的供给量过大 模型不良,分型面面压不足(对成型机成型条件增加机械的 射出容量增加材料供模型材料改良浇口平改善排气不给量增加射出(SHOP SHOT)提咼树脂温 度,增加流淌性加快射出速度减低喷嘴部 阻抗,减少压力,加 大射嘴扩大浇口、流道、主流道断面 积提咼模型温度消除冷碴(Cold Slag)增加制品厚度改用本身流淌性硬佳的树脂(FLASH)成型机成型条 件模型材料降低射出压对准模型型力心减低射出速允分保留分度型面接触面降低树脂温缩小模腔的度投影面积缩短射出压提咼成型时力保持时刻的树脂黏度增加模型紧束力减少材料供给量不良试样例未填充部不良试样例5 5 / / 9191凹
6、 痕在成型品表面产生的洼坑,称为凹痕(Indentation)因为冷却时的体积收缩,在成型品加厚部容易产生凹痕 因成型品加厚部的中心徐缓冷却,体积收缩提早发生,树脂往外 侧方向被拉拽全体积的收缩提高集中于中心部,结果产生空隙,此现象在不容易冷却处表面发生时变成洼坑,此称为凹痕,收缩关系于材料温度及被压缩性,般压力降低,收缩率增大.树脂的流淌性不足,供给量不足,保压时刻不足,树脂 温度过高.树脂的流淌阻力大 模型的冷却不均匀 制品有加厚部 树脂的收缩率大凹不良试样例成型机成型条件模型材料痕凹痕提咼射出压力 延长射出压力 保持时刻提咼保压 时刻,或保压压力加快射出速度 增加材料供给降低模型温度 或
7、使为均匀扩大浇口加大流道、主流道、减少压力设法消除模腔(SINX MARK)量的加厚部分(SHRINX降低树脂温度减少树脂的收MARK)原料在料管内 密度(背压.转速)缩率6 6 / / 9191气泡在成型品内侧加厚部产生的空隙,称为气泡(Void),成型品表面 快速冷却固化时,加厚处中心部分的冷却最慢,树干被早已冷却 引起收缩的表面拉去,因而中心部分无树脂变成气泡(空隙)因压缩不足所致凹痕及气泡均为材料不足时出现的缺陷,材料流进模腔内,以保压状态开始浇口密封,现在在模腔残留内压,浇口 密封完成后,因冷却促进材料收缩,熔融部分的内压降低,在 全体固化时,如内压不为负,则不发生凹痕或气泡,由于表
8、面 硬度与负内压的平衡,发生凹痕或气泡,对策重点,为保持内 压不为负,提高射出压力延长保压时刻(倒流防止)在浇口对 时提高内压轴(扩大浇口,改变浇口位置,提高保持压力)降 低成型温度.因空气或瓦斯混入(排气不良)因水分(烘干)制品表面的气泡为干燥不充分引起的泡状气泡.制品不设加厚部分不良试样 例成型机成型条件模型材料7 7 / / 9191气泡气泡iL(VOID)提咼射出压力稍为提咼射出 保持压力适当调节射出 速度,使不卷进空气延长保压时刻改善排气更改模腔 设计(加厚部或厚度 的急激变化)改浇口位 置扩大浇口、流道、主流道断 面积缩小材料 的收缩率银条痕闪花有时会顺沿材料的流淌方向发生银白色条
9、纹,其出现方式多样,且其缘故也繁多,在成型品表面发生极薄且织细的空气层或瓦斯 层,光学上特不显眼.材料中的水分,挥发分.模型不良(设计、排气、浇口、流道形状)模型面或离型剂有水分时使用含有气泡的颗粒时,使用再生材料(微粉)时不良试样例成型机成型条件模型材料喷流线a(SILVERSTEAK)消除可塑化不 良不使树脂过热 分解减低射出速度降低射出压力,减低射出速度防止螺栓卷进 空气(提咼背压,压缩比)温度不能太咼,在料 管内时刻短一些提高模型 温度改善排气更改浇口 位置改变模腔 设计树脂加以 干燥扩大冷碴 储蓄处注意颗粒 内气泡,再生材 料8 8 / / 9191在树脂流淌分歧后再合流处发生的细线痕,如以低温度合流,更容易明显出现熔树脂分流树脂的流淌性不足树脂黏度大 射出速度慢 喷嘴过小 成型品的厚度变化大不良试样例成型机成型条件模型材料结合线a提咼树脂温度 提咼射出压力 加快射出速度 不冷却喷嘴缩短浇口至 熔接触部的流程提咼模型温 度适当调整浇 口位置及数量树脂加以十 分干燥(FOOORWELLINES)D改善树脂流 通改善排气线空气,挥发分溶融树脂在模腔内流淌时,在成型表面发生环状或波浪状流淌花 纹的现象不良试样例成型机成型条件模型材料流痕i提咼树脂温度,提高模型温提升流淌
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 变电工程施工安全协议标准范例
- 新课标下信息技术与初中数学课堂教学的融合
- 代建房屋合同样本
- 企业购买物品合同样本
- 业绩考核合同标准文本
- 2025年TI粉末多孔过滤器项目发展计划
- 部编版三年级语文下册-《荷花》-教学设计及教学反思
- 体育课教学设计
- 供货应急响应预案
- 期末成绩奖励方案
- 江苏徐州市深地科学与工程云龙湖实验室社会招考聘用9人模拟试卷【附答案解析】
- 土方回填施工记录表
- 植物根茎叶课件
- 反生产行为讲稿
- 施工现场消防安全技术交底
- 冀教版二年级语文下册看图写话专项加深练习题含答案
- 焊接工艺评定及焊接工艺技术评定管理标准
- 洗衣房各岗位工作流程
- 基于SWOT分析的义乌市现代物流业发展研究
- 基于自适应滤波对音频信号的处理详解
- 油浸式变压器工艺文件汇编
评论
0/150
提交评论