



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、机械制造工艺学复习题最新可编辑word 文档、简答题1. 为消除、减少重复定位引起的干涉,通常采取哪二种方法?通常采取的方法:一是改变定位元件的结构,以消除被重复限制的自由度二是提高定位基面之间和定位元件定位表面之间的位置精度,以减少或消除重复定位引起的干涉2. 按照机加工工序的安排原则,机加工安排的一般顺序。机加工安排的一般顺序是:加工精基准粗加工主要表面半精加工主要表面-精加工主要表面光整加工主要表面f超精密加工主要表面;次要表面的加工穿插在各阶段之间进行。3. 为什么说夹紧不等于定位?夹紧是保证在加工过程中,工件不会因受切削力、重力、离心力等外力的作用而产生位移或振动。定位是确定工件在机
2、床或夹具中的正确位置。夹紧后工件相对机床或夹具的位置不变了,但并不是保证工件在机床或夹具中有正确位置。所以说夹紧不等于定位。4. 在解工艺尺寸链时,常发生某一组成环的公差为零或负值,其原因是什么?应采取何措施加以解决。答:是因为组成环的公差之和封闭环公差值。解决方法是适当减少组成环的公差值,使组成环的公差之和封闭环公差值。5. 保证套筒类零件的相互位置精度有哪些方法?1)在一次装夹中完成内外表面及端面的加工;2)先加工孔,再以孔为基准加工外圆;3)先加工外圆,再以外圆为基准加工孔。6. 为什么细长轴在加工中难以保证加工质量?细长轴由于长径比大,刚性差,在切削过程中极易产生变形和振动;且加工中连
3、续切削时间长,刀具磨损大,不易获得良好的加工精度和表面质量7. 定位、夹紧的定义各是什么?定位使同一批工件在机床或夹具中占据正确的加工位置夹紧保证工件在定位时所确定的正确加工位置,防止工件在切削力、重力、惯性力或离心力等外力作用下产生位移或振动8. 机床夹具在机械加工中的作用?2)提高劳动生产率4)降低生产成本6)扩大机床工艺范围(1)保证加工精度(3)改善工人的劳动条件(5)保证工艺纪律.分析题1.右图所示联轴器,具加工工艺过程如下,试详细划分该方案的工艺过程的组成(工序、安装、工步等)。在车床上粗车、精车端面C;粗链、精链力60H9孔,倒角、粗车、半精车4)200外圆;调头,粗车、精车端面
4、A,车力96外圆及端面B,内孔倒角;在插床上插键槽;划线;在钻床上按线钻6-力20孔;钳工去毛刺。工序1安装1工步1:粗车端面C;工步2:精车端面C;工步4:精链660H9孔,工步6:粗车6200外圆、工步3:粗链巾60H9孔、工步5:倒角;工步7:半精车力200外圆安装2工步8:粗车端面A工步10:车力96外圆工步12:内孔倒角;工序2安装3在插床上插键槽;工序3划线工步9:精车端面A,工步11:车端面B,工序4安装4在钻床上按线钻6-力20孔;工序5钳工去毛刺钳工去毛刺。2.如右图所示,加工孔12,其余表面均已加工,确定工件在夹具中定位时应限制的自由度。解:应限制:X、Y移动及X、Y转动3
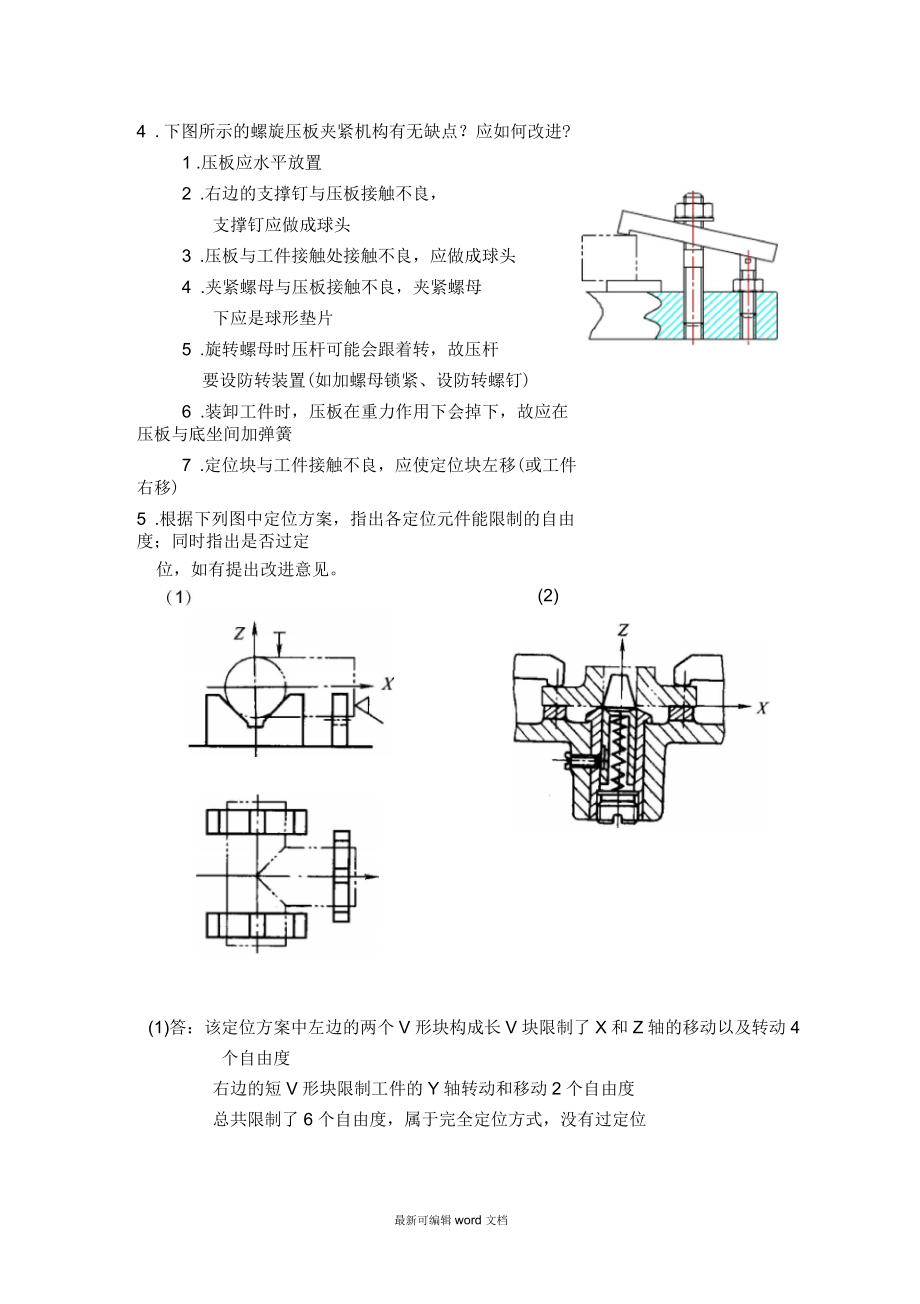
5、.右图所示为铸铁飞轮零件,试选择加工时的粗基准和精基准。解:粗基准:240孔及尺寸90的左端面精基准:60H7孔及左端面c.o:.最新可编辑word文档4 .下图所示的螺旋压板夹紧机构有无缺点?应如何改进?1 .压板应水平放置2 .右边的支撑钉与压板接触不良,支撑钉应做成球头3 .压板与工件接触处接触不良,应做成球头4 .夹紧螺母与压板接触不良,夹紧螺母下应是球形垫片5 .旋转螺母时压杆可能会跟着转,故压杆要设防转装置(如加螺母锁紧、设防转螺钉)6 .装卸工件时,压板在重力作用下会掉下,故应在压板与底坐间加弹簧7 .定位块与工件接触不良,应使定位块左移(或工件右移)5 .根据下列图中定位方案,
6、指出各定位元件能限制的自由度;同时指出是否过定位,如有提出改进意见。(2)(1)答:该定位方案中左边的两个V形块构成长V块限制了X和Z轴的移动以及转动4个自由度右边的短V形块限制工件的Y轴转动和移动2个自由度总共限制了6个自由度,属于完全定位方式,没有过定位(2)答:环形支承板限制了Z轴的移动X和Y轴的转动3个自由度定位锥销限制了X和Y轴的移动2个自由度总共限制了5个自由度;属于不完全定位,没有过定位。6 .根据工件加工面的技术条件,指出工件定位应限制的自由度铳(400. i) mm平面其余表面均已加工钻、扩钱网H7孔其余表面均已加工解:(1)垂直度:X;对称度:YZ(2)200.05:X;垂
7、直度:XY;对称度:YZ。二.填表1.某箱体零件上一直径由00/04的孔,经粗链一半精链一精链达要求,各工序加工余量及所达精度列于表,请填下表。工序名称加工余量加工精度及公差值工序尺寸精锋0.50.04*10000.04半精锋2.4IT10(T=0.14)小99.500.14粗链5.1IT13(T=0.54)小97.1产毛坯总余量:8毛坯公差值:3毛坯尺寸及公差:小921.52.某一轴要求加工至小70103。经粗车一半精车一磨削达要求,各工序加工余量及所达精度列于表,请填下表。工序名称加工余量加工精度及公差值工序尺寸磨0.30.03小70:031.0IT9(T=0.074)小69.7_0.0.
8、74粗车2.7IT12(T=0.3)小68.7工毛坯总余量:4毛坯公差值:3毛坯尺寸及偏差:小741.53.某零件(下图)主要工艺过程如下表,试选择各工序的定位基面和加工设备在舁厅P工序内容定位基准设备1粗、精车A面;粗、精车小36孔小60外圆车床2粗、精铳小60小端面A面铳床3粗、精铳小25小端面A面铳床4钻小15孔A面、36孔、125外圆钻床5拉键槽A面、36孔拉床4.某零件(下图)主要工艺过程如下表,试选择各工序的定位基面和加工设备其余零在舁厅P工序内容定位基准设备1粗、精车C面、(上60孔、倒角(卜96外圆车床2拉孔和键槽C面、小60孔拉床3以心轴定位粗车A面、(台阶B面卜96外圆、C
9、面、。60孔车床4不卸下心轴精车A面、(台阶B面卜96外圆、C面、。60孔车床5钻6-b20孔C面、。60孔钻床5.某零件(下图)主要工艺过程如下表,试选择各工序的定位基面及设备工序工序内容定位基准设备1铳底面EF铳床2钻、扩、皎底面3个小孔E面、C面及40外圆钻床3铳力25H7孑L的两端面E面及底闻2-力9孔铳床4钻、扩、钱力25H7孔、倒角E面及底闻2-力9孔钻床5另一端倒角E面及底闻2-力9孔钻床四.计算题1 .某轴与孔的设计配合为力10H6/h6(IT6=0.009)。为降低加工成本,现将两零件接6101T9(IT9=0.036)制造,试计算采用分组装配法时的分组数和每一组的极限偏差。
10、解:分组数为:n=0.036/0.009=4(组)选用基孔制,则:孔的制造尺寸是力10,036轴的制造尺寸是力10啜09W.分组情况见下表组别孔的尺寸轴的尺寸14)100.009610_0.0092力10就9力1000.00931书.027力10-40.0181sM018力1040.00941书.036力10-40.027八书.027力10依.0182 .下图所示为零件的轴向尺寸及有关工序简图,试求工序尺寸L1和L2解:以300.15为封闭环,列出尺寸链如右图。300.15是封闭环;50+0.1是增环;L2是减环。解得:L2=200.05。又以50.25为封闭环,列出尺寸链如右图。50.25是
11、封闭环;L1、200.05是增环;500.10是减环。5=LI+20-50L1=35+0.25=ES1+0.05-(-0.1)ES2=+0.10-0.25=EI1+(-0.05)-0.1EI1=-0.10故:L1=35-0.10L2300.15500.1L2=200.0550.25L50t0.10.二第一:二ImjA0当用完全互换法装配时:选A1为调整环,取6 1=0.04;0.06贝U A2 = 200根据+0.15=+0.06-ei1ei1+0.05=0-es1es1 =所以A1是20制96 2=0.06=-0.09-0.05A1A2A0当用大数互换法装配时:因为 0.062+0.082=
12、102根据+0.10=+0.04-AIP初选A1为调整环,故初选正确AIP=-0.06初取 6 1=0.06; 6 2=0.080.08则 A2 = 2003 .如左图所示,以底面定位加工小20孔,求加工尺寸400.1的定位误差。解:AY=0AB=0.05*2+0.025*2=0.15AD=AY+AB=0+0.15=0.154 .左图所示为键槽与键的装配结构尺寸。0.15(其尺寸A=20、A2=20、A0=0分别0.05计算采用完全互换法装配和大数互换法装配时,组成零件相关尺寸的上、下偏差。解:尺寸链见图0.15AO=0是封闭环;A1=20是减环;0.05A2=20是增环所以A1是20比03则
13、es1=-0.06+0.06/2=-0.03ei1=-0.06-0.06/2=-0.095.如图所示为齿轮箱部件,根据使用要求齿轮轴肩与轴承端面间的轴向间隙应在11.75之间范围内。若已知各零件的基本尺寸为A1=101;A2=5。A3=A5=5A4=14Q试确定这些尺寸的公差及偏差。解:采用完全互换法装配。装配尺寸链如图。1-1.75是封闭环;A1;A2是增环;A&A4、A5是减环。选A4为调整环1010.75T=0.155Ai1010;A2=500;A3A55_o.io0.75虫0.200.20)-旧4-0.10-0.10EI,=-0.150二:.00-ES400ES4=0A=140j151
14、40A1A41-1.75A2A3Ti=0.2.;T2=0.20;丁3=丁5=0.10;丁4=0.156 .在如图1所示的阶梯轴上铳槽,要求保证尺寸H、L。毛坯尺寸D=加60_0.14,d=强0*,D对于d的同轴度误差为0.04,定位方案如图所示。试求H、L尺寸的定位误差(V形块夹角为90)。解:H尺寸的定位误差.:b=0.040.1/2=0.09.:丫=0.7070.14=0.099.:D=0.090.099=0.189L尺寸的定位误差.:B=0.16Y=0.:D=0.160=0.16,H尺寸的定位误差为0.189,L尺寸的定位误差0.16。7 .如右下图所示零件,链孔D以前,表面A、B及孔C
15、均已经过加工。链孔D时,为了使工件装夹方便,选择表面A为定位基准。试确定采用调整法加工时,链削孔D工序的工序尺寸解:尺寸链如图所示1300.15是封闭环H和900.03是增环28000.1是减环1)计算H的基本尺寸:130=H+90-280H=3202)计算上、下偏差+0.15=Esh+0.03-0Esh=+0.12-0.15=EIh+(-0.03)-0.1EIh=-0.02故镇削孔D工序的工序尺寸是:3201028.如图所示主轴部件,为保证弹性挡圈能顺利装入,要求保持轴向间隙为Ao=0望5。已知条件:Ai=32.5,A2=35,A3=2.5,试计算确定各组成零件尺寸的上、下偏差。解:尺寸链如图所示A3A0A111A2A0是封闭环;A2是增环;A1、A3是减环选A3为调整环0.0373= 0.123A1 =32.50_0,10A2 =350.200Ti=0.10T2=0.20T3=0.070.42=0.20EI3-0.10EI3=-0.120.05 =0 TIES?0ES3 =-0.05A3 =2.5N.05N.129.工件尺寸如图所示,140003与13502的同轴度误差*0.020欲钻孔O,并保证尺寸30试分析计算下列定位方案的定位误差b =0.02 0.015 =0.035d =0.035 0.07 =0.105定位简图y=0.050.02
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 团队管理企业培训
- 二零二五年度企业兼职市场营销人员合同2篇
- 在线健康信息替代搜寻对老年人健康素养的影响研究-基于社会认知理论
- 医生年终工作总结
- 2025年度绿色建筑合作框架协议范本3篇
- 基于前景理论的大规模传染疫情应急管理决策研究
- 二零二五年POS机租赁与移动支付安全监控合同3篇
- 临床胃肠镜术前术后护理要点
- Unit 4 Lesson 1My family photo(说课稿)-2024-2025学年冀教版(2024)初中英语七年级上册
- 全国冀教版信息技术三年级上册新授课 二 画大熊猫 说课稿
- DB44∕T 2149-2018 森林资源规划设计调查技术规程
- 肝移植的历史、现状与展望
- 商业定价表(含各商铺价格测算销售回款)
- 【化学】重庆市2021-2022学年高一上学期期末联合检测试题
- 供应商物料质量问题赔偿协议(终端)
- 单位工程质量控制程序流程图
- 部编版小学语文三年级(下册)学期课程纲要
- 化学工业有毒有害作业工种范围表
- 洼田饮水试验
- 定置定位管理一
- 商票保贴协议
评论
0/150
提交评论