



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、逐级渐开拉薄法生产 1.1mm 浮法玻璃玻璃液在承托介质锡液面上,在1000 c下,除了自身的重力和表 面张力外,不受其它任何外力而自由铺展所形成的静止厚度,我们称 之为“平衡厚度”。通常,在退火窑主传动的牵引下,不施加拉边机等 其它外力,钠钙硅浮法玻璃的厚度为6mm而低于此厚度以下的玻璃通称为薄玻璃,将厚度低于2mm以下的浮法玻璃称为超薄浮法玻璃。 玻璃愈薄,生产难度愈大。在拉薄过程中,通过增加拉引速度的方法, 玻璃带的厚度减薄极为有限。因此,要使拉薄过程有效、顺利地进行, 并防止玻璃带宽过度的收缩,比较容易地获取经济板宽,就必须选择 一种合适的拉薄方法,使得玻璃液黏度产生的粘滞力与重力、磨
2、檫力 和表面张力以及拉边机产生的拉力和主传动牵引力形成平衡力系,使 成型过程顺利进行。我公司超薄浮法玻璃生产线投产后,产品品种主 要定位于1.1mm玻璃。1.1mm玻璃主要用作ITO导电膜、LCD夜晶显示 器的电子玻璃基板材料。由于ITO导电膜/LCD液晶显示器制造商在使 用1.1mm玻璃作为基板时,基板玻璃的厚度和微观波纹度对其生产产 品的性能产生较大的影响,因此,对玻璃的厚度和微观波纹度提出了 非常严格的技术要求。不但要求单片原板的厚薄差控制在0.05mm (规格为1244.6mmx 1092.2mm)以下,还要求玻璃的整体厚度控制在 1.05-1.15mm范围内;并且玻璃的表面微观波纹度
3、要W 0.15 m。1. 生产试验1.1 自由拉薄试验投产初期,在锡槽内不使用拉边机和其它任何的辅助设施与措施的前提下,我们首先对锡槽的原始工况进行一个小测试。拉引量为250T/D,退火窑牵引速度为210m/hr,玻璃带进行自由拉薄实验,实验测得的结果是:原板宽度3220mm在线取原板一张去边成3000mm改切成三张小板,由北向南等距离进行玻璃厚度测量,得 到一组厚度数据见表1。将表1中的数据用图1来表示,得出自由拉 薄时玻璃带的横向厚度分布。表1等距离玻璃厚度测量值(mm)北5.735.795.855.935.986.036.076.106.136.16中6.196.236.256.296.
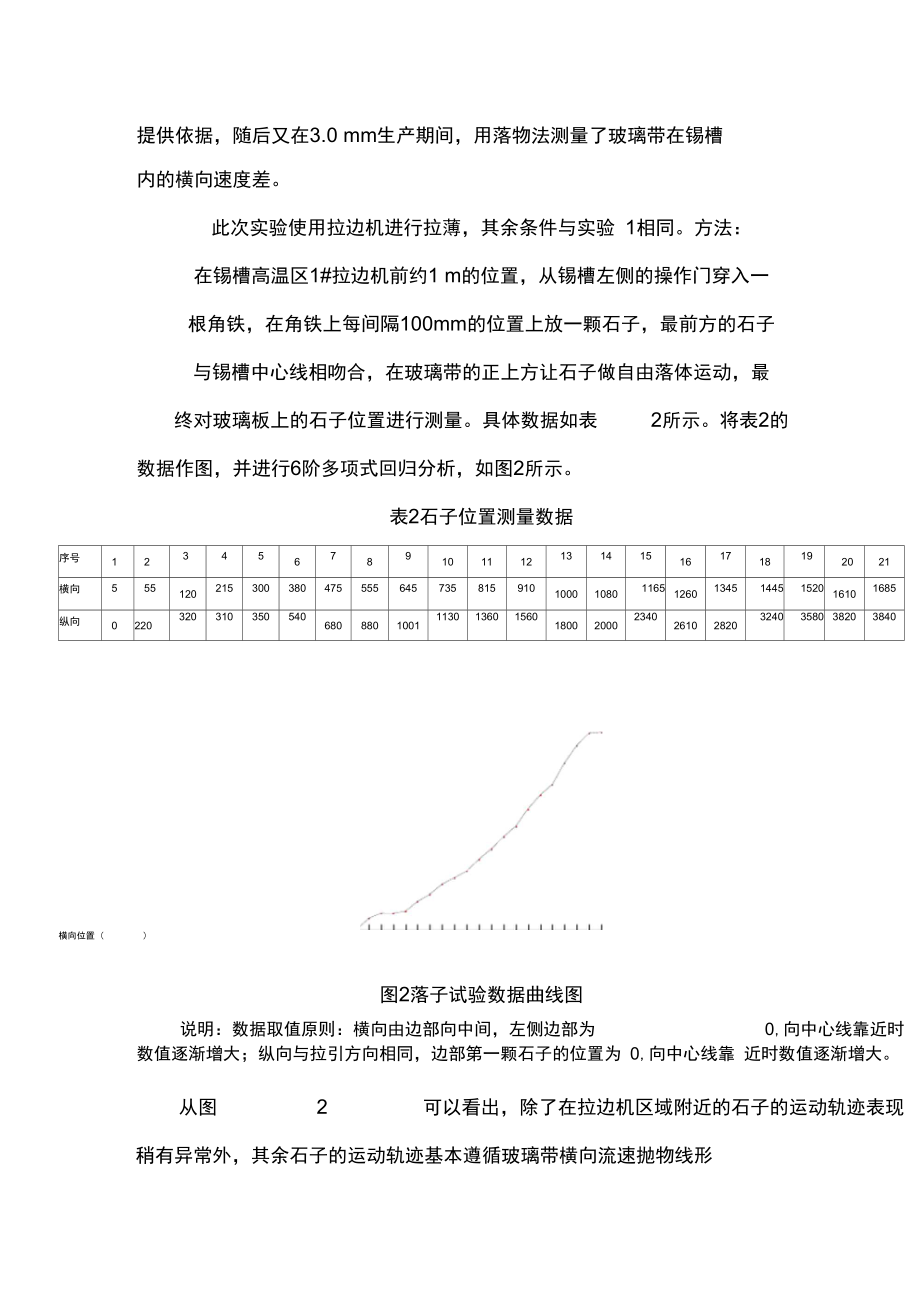
4、336.346.286.246.226.19南6.156.106.076.035.985.955.905.845.805.75位置序号(由北向南)图1横向厚度分布曲线从图1可以看出,此状态下玻璃的厚度差达到了 0.61mm,厚度形面也 非常不理想。据不完全统计,国内普通浮法生产线接近平衡厚度附近 的玻璃的厚度差一般都在0.2 mm以下,由此可见,该锡槽的原始工况 不容乐观。1.2落子试验为了进一步了解该锡槽的原始工况,并为 1.1 mm玻璃成形操作提供依据,随后又在3.0 mm生产期间,用落物法测量了玻璃带在锡槽内的横向速度差。此次实验使用拉边机进行拉薄,其余条件与实验 1相同。方法:在锡槽高
5、温区1#拉边机前约1 m的位置,从锡槽左侧的操作门穿入一根角铁,在角铁上每间隔100mm的位置上放一颗石子,最前方的石子与锡槽中心线相吻合,在玻璃带的正上方让石子做自由落体运动,最终对玻璃板上的石子位置进行测量。具体数据如表2所示。将表2的数据作图,并进行6阶多项式回归分析,如图2所示。表2石子位置测量数据序号123456789101112131415161718192021横向555120215300380475555645735815910100010801165126013451445152016101685纵向02203203103505406808801001113013601560
6、180020002340261028203240358038203840横向位置()图2落子试验数据曲线图说明:数据取值原则:横向由边部向中间,左侧边部为 0,向中心线靠近时 数值逐渐增大;纵向与拉引方向相同,边部第一颗石子的位置为 0,向中心线靠 近时数值逐渐增大。从图 2 可以看出,除了在拉边机区域附近的石子的运动轨迹表现 稍有异常外,其余石子的运动轨迹基本遵循玻璃带横向流速抛物线形 分布,边部与中间的速度差值为3840mm。根据3mm的实际生产经验, 边部与中间的速度差值不宜超过 2925mm,说明该生产线锡槽内玻璃带 流速抛物线形分布明显不合理,可能给 1.1mm玻璃的成型带来很大的
7、难度。从上述两个试验可以看出,该锡槽生产线可能存在先天不足,直 接导致锡槽内玻璃带厚度形面分布不合理,实践当中必须找到一种合 理的拉薄方法来弥补,确保1.1mm的成型,玻璃的厚度和厚薄差达到 要求。2. 生产实践目前,由于1.1mm超薄浮法玻璃的生产在国内尚无成熟的经验 可供借鉴,国外技术进行保密封锁, 1.1mm 超薄浮法玻璃的拉薄方法 只能参照普通浮法玻璃的拉薄方法进行实验性生产探索,力图从中找 到一种适合该生产线的1.1mm超薄浮法玻璃拉薄方法。2.1 “强冷重热拉薄法”试验 试验条件:拉引量为一定值,退火窑牵引速度为一定值,拉 边机 n 对,高温区“大肚子”冷却水包两对,电加热辅助;
8、预期获 得的厚度范围:整体厚度控制在1.0-1.15 mm,单片玻璃的厚薄差控制在 0.05mm 以下(规格为 1244.6mmX 1092.2 mm)。 试验参数 在锡槽高温区的1#拉边机前约1200mm的位置,并排对称穿入两对“大肚子”冷却水包。 各区锡液温度和红外温度见图3/ L兮L貼门1 11i :打 i1出- 1(&4 j )|;?11匸心1illi:i总3二).'1 Jti: iI 11|.1 丨冲11<1代表红外温度代表锡液温度图3各区锡液温度和红外温度显示 各区电加热开度分布见图4 (单位:%) 玻璃带在锡槽内的运行状态见图5图5玻璃带在锡槽内的运行状态试
9、验结果 厚度和厚薄差试验后对玻璃带进行等间距厚度测量,测得玻璃带具体的厚度范围和厚薄差如表3和图6所示:表3等距离玻璃厚度测量值(mm)北0.920.950.981.001.031.051.071.091.111.12中1.131.141.151.161.161.161.161.141.141.13南1.121.101.091.081.061.031.000.980.960.93厚度分布图6 1.1 厚度形面 玻璃的微观波纹度,由于检测仪器没有到位未进行有关数据的检测。试验结论从图6可以看出,采用强冷重热拉薄法生产的1.1mm整板厚度超 出了要求的范围,厚度的最大值和最小值均超出规定的厚度范围
10、,尤 其是厚度下限偏离规定值较多。除中板厚度差在0.05mm以内外,其余单板厚薄差均超出较多,达到 0.2m m。三张小板显然都不符合质量 要求。2.2 “徐冷拉薄法”试验 试验条件:拉引量不变,退火窑牵引速度不变,拉边机对数 不变,高温区“直型”冷却水包一对,高温区直线电机一对,中温区 直线电机一对,电加热辅助;预期获得的厚度范围:整体厚度控制在1.05-1.15mm,单板的厚薄差控制在 0.05mm以下(规格1244.6mm X 1092.2mm °试验参数 在锡槽高温区1#拉边机之前约1200mm勺位置,对称穿入一对“直型”冷却水包,水包前对称穿入一对直线电机;右侧安装高温区石
11、墨挡边轮一个;距末对拉边既 500mm的位置,对称穿入一对中温区 直线电机。 各区锡液温度和红外温度见图 7。图7各区锡液温度和红外温度显示3 II 如 1 各区电加热开度分布见图8 (单位:咧740SO3540厂bU3050GOSC400C LJ0< (;加oCd匚rQRh 4. JSO$C0o、4C40GOiO6L4C/HZ图8各区电加热开度分布 玻璃带在锡槽内的运行状态见图 9图9玻璃带在锡槽内的运行状态试验结果 厚度和厚薄差试验后对玻璃带进行等间距厚度测量,测得玻璃带具体厚度 范围和厚薄差见表4和图10。表4等距离玻璃厚度测量值(mm)北0.991.011.031.051.061
12、.071.081.101.111.11中1.121.131.141.151.151.151.151.141.141.13南1.121.111.101.081.061.051.041.031.021.00厚度分布测点位置序号(由北向南)图10 1.1厚度形面 经检测,玻璃的表面微观波纹度为 0.116- 0.308 m(玻璃微观波纹度质量标准要求W 0.15 am)试验结论从图10可以看出,采用徐冷拉薄法生产的1.1mm与强冷重热拉 薄法生产的1.1m m相比,厚度最大值下降至规定的范围内,厚度最小 值也大有改善,但还未达到规定范围,中板的厚度和厚薄差均满足要 求,左右单板厚薄差0.12mm虽然
13、不符合质量要求,却改善明显;玻 璃微观波纹度达不到要求,后来经过连续生产调整,厚度又有所改善, 最薄点厚度值上升到1.02mm最厚点厚度值在厚度范围规定的上限波 动,不稳定,左右两板的单板厚薄差最好做到 0.08mm一般都在0.10mm 左右波动;玻璃微观波纹度最大值降到 0.228 am,仍然达不到规定要 求。2.3 “双向拉薄法”试验 试验条件:拉引量不变,退火窑牵引速度不变,拉边机对数不变,高温区直线电机一对,中温区直线电机一对,电加热辅助;预期获得的厚度范围:整体厚度控制在1.05-1.15mm,单板的厚薄差控制 在 0.05mm 以下(规格为 1244mmX 1092.2 mm)。
14、试验过程 在试验中,由于该生产线锡槽结构设计时宽段内宽尺寸较窄,调 整时,当高温区和部分拉边机下的玻璃带几乎贴近或者已经接触锡槽 边墙时,从冷段反馈回的玻璃带的宽度始终达不到要求的宽度,此种 状况下测得的玻璃带的厚度范围为 1.09-1.02mm 。尽管当时可能并没 有取得最终的试验结果,但鉴于该试验对生产安全构成极大的威胁, 最后被迫终止该试验进程。综上所述,由于锡槽本体结构和现场实际条件的限制,上述三种拉薄方法在该线1.1mm玻璃的实际生产当中,或多或少存在这样或那 样的问题,要么是玻璃的厚度形面、厚薄差、表面微观波纹度等质量 方面和(或)不能满足用户对于玻璃基板的技术要求,要么使 1.1
15、mm 成形过程不能顺利进行,从客观上说明了上述三种拉薄方法不能适应 该生产线1.1mm玻璃的顺利生产的具体需要。因此,开发一种新的、 合适的拉薄方法对于该生产线1.1mm的顺利生产显得十分重要。2.4 逐级渐开拉薄法 试验条件:拉引量不变,退火窑牵引速度不变,拉边机对数 不变,高温区直线电机一对,中温区直线电机一对,电加热辅助;预 期获得的厚度范围:整体厚度控制在1.05-1.15m m,单板的厚薄差控制在 0.05mm以下(规格为 1244.6mnX 1092.2mm °试验措施 拉边机间距/值合理/值的选取是根据各对拉边机对玻璃带厚度的减薄值是随黏度的 增加而依次递减的特性,在确
16、定拉边机之间距时采用不等间距原则。 实践中采用“前大后小”的布置特点,又在个别位置进行适当调整, 选取合理的/值可以确保两对拉边机之间,是玻璃带处于正常形貌的 关键参数,以使每对拉边机对玻璃带的展薄效率充分发挥。同时,也 需要有合理的温度控制作为先决条件。 拉边机角度的合理分布拉边机角度的合理分布的目的就是使拉边机在不同温度区间有效 地控制好玻璃带的宽度和形态,并保证玻璃带运行的稳定性。 拉边机速度的合理分布保证玻璃带在各对拉边机之间实现逐级均匀拉伸及横向展薄,减 少玻璃带的横向收缩,保证玻璃带的稳定性,各对拉边机的速度按一 定的斜率合理地分布在一条直线上。 电加热功率的优化控制当电加热的功率
17、增加或减少时,将使之对应区域的玻璃的厚度发 生变化的合理趋势,通过有限调控不同区域的电加热开度,使处于不 同内部粘滞力分布的玻璃带受到不同的展薄及拉伸,较好的解决了玻 璃带的横向厚度分布,有效地控制玻璃带的厚薄差。 锡槽槽内温度制度的合理控制对玻璃带纵向每米温降幅度进行控制,除了防止后最大限度地减 轻锡液冷返流措施外,还需要进行纵向的补热调温。保证拉薄区纵向 总温降相对较小,维持各区作业温度,确保玻璃带在锡槽各区的黏度, 对于超薄玻璃的生产是至关重要的;对玻璃带横向温度进行调温控制, 确定玻璃带边部有合适的黏度和温度,使拉边机压着较为柔软的玻璃 带。玻璃带边子“过冷”、“过硬”,如果单纯依靠加
18、大拉边机的摆角或 逐级加快拉边机的速度,容易造成“死拉硬拽”的工况。不仅会影响 展薄效率I值,还会影响玻璃的光学质量,甚至拉边机机头“打滑” 而导致该区域内的玻璃带失稳。试验参数 在锡槽高温区1#拉边机之前约1800mm勺位置,对称穿入一对 直线电机;距末对拉边机7500mm勺位置,对称穿入一对中温区的直线 电机。 各区锡液温度和红外温度见图11。图7各区锡液温度和红外温度显示 各区电加热开度分布见图12jT3055-U J 1. JG-X.15JJ-/cc?030sQ06 JPQ7C/>07Cpp0、山455CU LTTiTTj rn图12各区电加热开度分布 玻璃带在锡槽内的运行状态见图13图13玻璃带在锡槽内的运行状态试验结果厚度和厚薄差试验后对玻璃带进行等间距厚度测量,测得玻璃带具体的厚度范 围和厚薄差见表5和图14。表5等距离玻璃厚度测量值(mm)北1.121.091.081.071.071.081.091.091.091.10中1.101.101.111.121.1
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2025炼钢厂工程劳务分包合同
- 2025办公室装修工程承包合同
- 过敏性休克的急救护理
- 2025年桶装水店转让合同范本
- 膀胱癌肠瘘护理
- 2025博睿文库李华技术咨询合同法定解除权的行使
- 2025二手压缩设备采购合同
- 2025年有关委托加工合同模板
- 住院医师规范化培训-妇产科学真题库-17
- 视力签约治疗合同范本
- 第十六章-中国文化的基本精神
- 抖音电商直播运营团队组织架构与职责说明
- 直流伺服电机控制系统设计
- 三重一大培训课件
- PCB设计可靠性评估
- 物质安全资料表(MSDS)
- 河道护坡工程安全管理体系与措施
- 资产分配方案
- 【中考物理】2023届北京市第二轮复习-科普阅读题(提升题)含解析
- dr钻戒的营销策划书
- 审计基础与实务职业能力训练蔡晓方习题答案
评论
0/150
提交评论