



已阅读5页,还剩5页未读, 继续免费阅读
版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
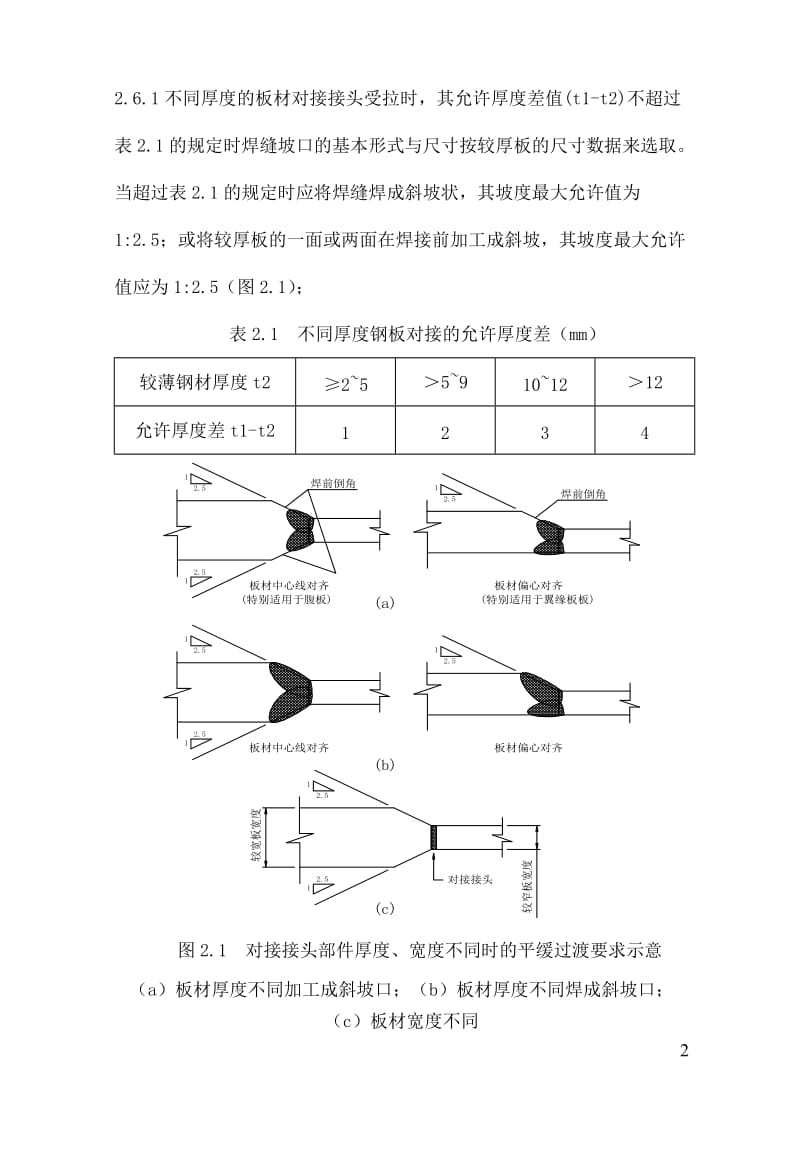
钢板对接工艺标准(ZGGYBZ-010)1.范围本工艺标准适合于各种板厚的碳钢和低合金钢的钢板对接。(当设计有特殊要求的按设计要求执行。)2.施工准备:2.1 钢板对接尽量采用整板对接;2.2 钢板表面和切口均不允许存在裂缝、夹杂、分层、氧化皮、超过允许偏差的麻点、压痕和麻纹等。2.3操作工首先看清图纸或工艺的要求核对钢板材质、规格,根据材质要求选用匹配的焊材、焊剂(焊剂必须经烘培过)。钢板上胎架前先检查胎架的平整度、胎架表面异物清理、焊瘤打磨平整,胎架周边环境整理干净排除安全隐患。2.4钢板对接前先打磨清理坡口面及周边50mm 范围内母材表面的浮锈、油污、水分等,打磨至呈现金属光泽。实施对接时应注意的事项:对接口位置不允许错边,误差控制在1mm 内、对接缝间隙一般为2mm,直度调整应采用拉直线为基准,误差控制在1mm 内,也可用测量对角线的办法控制直线度;2.5先检查设备的性能是否完好,接地是否畅通,根据焊缝的中心划出轨道控制线,设备架好后用焊丝或指针对焊缝进行调试行走距离,调试合格后在引弧板上试焊,调节好电流、电压、行走速度,合格后才能进行焊接,2.6不同厚度及宽度的钢板对接时,应作平缓过渡并符合下列规定:2.6.1不同厚度的板材对接接头受拉时,其允许厚度差值(t1-t2)不超过表2.1的规定时焊缝坡口的基本形式与尺寸按较厚板的尺寸数据来选取。当超过表2.1的规定时应将焊缝焊成斜坡状,其坡度最大允许值为1:2.5;或将较厚板的一面或两面在焊接前加工成斜坡,其坡度最大允许值应为1:2.5(图2.1);表2.1 不同厚度钢板对接的允许厚度差(mm)较薄钢材厚度t22559101212允许厚度差t1-t21234图2.1 对接接头部件厚度、宽度不同时的平缓过渡要求示意(a)板材厚度不同加工成斜坡口;(b)板材厚度不同焊成斜坡口;(c)板材宽度不同2.6.2不同宽度的板材对接时,应采用切割、机械加工或砂轮打磨的方法使之平缓过渡,其连接处最大允许坡度值应为1:2.5(图2.1c);3.焊接施工:3.1定位焊的焊脚应不大于6mm ,坡口内侧焊点高度应不大于坡口深度的1/3,定位焊焊缝长度为60mm,间距应为500mm ,并应填满弧坑,定位焊的焊接材料应与材质要求相符,定位焊缝上如有气孔、裂纹以及其它缺陷时,必须清除后重焊。3.2钢板对接时两侧必须设置引弧板和引出板,引弧、引出板的板宽不小于80mm,长度应为板厚的2倍且不小于100mm,厚度不小于10mm,材质必须与工件相同,坡口形式必须与被焊焊缝相同;引弧板、引出板和焊接垫板的定位焊缝应焊在接头焊接坡口内和垫板上,不应在焊缝以外的母材上焊接;3.3 当对接钢板的厚度大于等于40mm时,必须进行预热处理,预热温度一般为100150,预热的加热区域应在焊接坡口两侧,宽度应各为焊件施焊处厚度的1.5倍以上,且不小于100mm;预热温度宜在焊件的反面用红外线测温笔测量,测温点应在离电弧经过前的焊接点各方向不小于75mm处;3.4 定位焊必须由持焊工合格证的工人施焊;3.5焊接采用小车式埋弧焊机焊接,常用材质钢板对接使用焊丝与焊剂要求如下:Q235的焊剂选用HJ431(焊剂使用前应在300350温度下烘干2小时),焊丝选用H08A;Q345的焊剂选用HJ431或SJ101,焊丝选用H08MnA或H10Mn2;不同材质钢板对接时焊丝、焊剂的选用按高级别的钢板选用;3.6;气保焊加埋弧焊接表3.1中坡口形式的焊接参数参照下表3.1;3.7采用气保焊打底焊接,1.2 ER50-6焊丝,打底厚度为板坡口深度的1/3左右;用气保焊焊接表3.2中坡口形式的焊接参数参照下表3.2;3.8 引弧应在焊道上,不得擦伤母材;多层焊焊接时必须控制层间温度150200;3.9当对接钢板的厚度大于等于40mm时,在焊接完成后必须立即用石棉进行保温处理;3.10焊接完成后,应用火焰切割去除引弧板和引出板,并修磨平整。不得用锤击落引弧板和引出板。表3.1 钢板对接接头(气保焊加埋弧焊)基本形式和尺寸序号厚度mm名称符号坡口形式坡口尺寸 mm备注bp1620I形坡口-01-22040带钝边单边V形坡口25 3502610背面清根34080Y形坡口35450258背面清根480以上双Y形坡口=25351=35450258背面清根3.6 钢板对接用气保焊焊接时,其接头形式应符合表3.2的规定;表3.2 钢板对接接头(气保焊)基本形式和尺寸序号厚度mm名称符号坡口形式坡口尺寸 mm备注bp138I形坡口-03-背面清根2610I形带垫板坡口-3640Y形坡口30600314背面清根416带钝边V形坡口5 15615-5626带钝边V形坡口4555360271240双Y形坡口=40600313背面清根840双Y形坡口=40501=50600313背面清根表3.1 钢板对接埋弧焊工艺参数序号厚度mm符号坡口形式焊接面电流(A)电压(V)速度(mm/min)焊丝直径(mm)1520BF45060050070030353440600650600650421420BF600700700850303534404005004505504.834080BF600700700850303534404005004505504.8480以上BF600700700900303530423004004005004.8表3.2 钢板对接气保焊工艺参数序号厚度mm符号坡口形式焊接面电流(A)电压(V)速度(mm/min)焊丝直径(mm)2610B30040030353004001.23640BF1201403003404004302527333735384005003004005006001.2416B30040026333005001.25626B30040026333005001.261240BF1401602603002504002426303535402004003004503005001.2740BF1401602603002504002426303535402004003004503005001.24.焊后检验:4.1 对接焊缝除注明外均要求为一级焊缝,UT探伤比例100%;4.2 对气孔、夹渣、焊瘤、余高过大之缺陷,应用磨光机或砂轮打磨、铲凿、钻、铣等方法去除;4.3 对焊缝尺寸不足、局部缺陷、咬边、弧坑不满等缺陷应进行焊补;4.4 探伤有缺陷时,根据缺陷的位置、深度,用磨光机或碳弧气刨清除缺陷。缺陷为裂纹时,在碳弧气刨前应在裂纹两端钻止裂孔并应清除裂纹两端各50mm长的母材。如对接钢板厚度大于等于40mm,气刨前必须用火焰预热到150200;4.5 气刨时应将刨槽开成每侧边坡口面角度大于15的坡口形状,并修整表面、磨除气刨渗碳层,必要时应用渗透或磁粉探伤方法确定裂纹已彻底清除;4.6 修补时应在坡口内引弧,熄弧时应填满弧坑,多层焊层间应错开接头,焊缝长度应在100mm以上,补焊长度小于500mm时,可从中间起弧,并采用逆向焊接法,如长度超过500mm时应采用分段退焊法。熄弧处宜超过槽边
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
评论
0/150
提交评论