



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
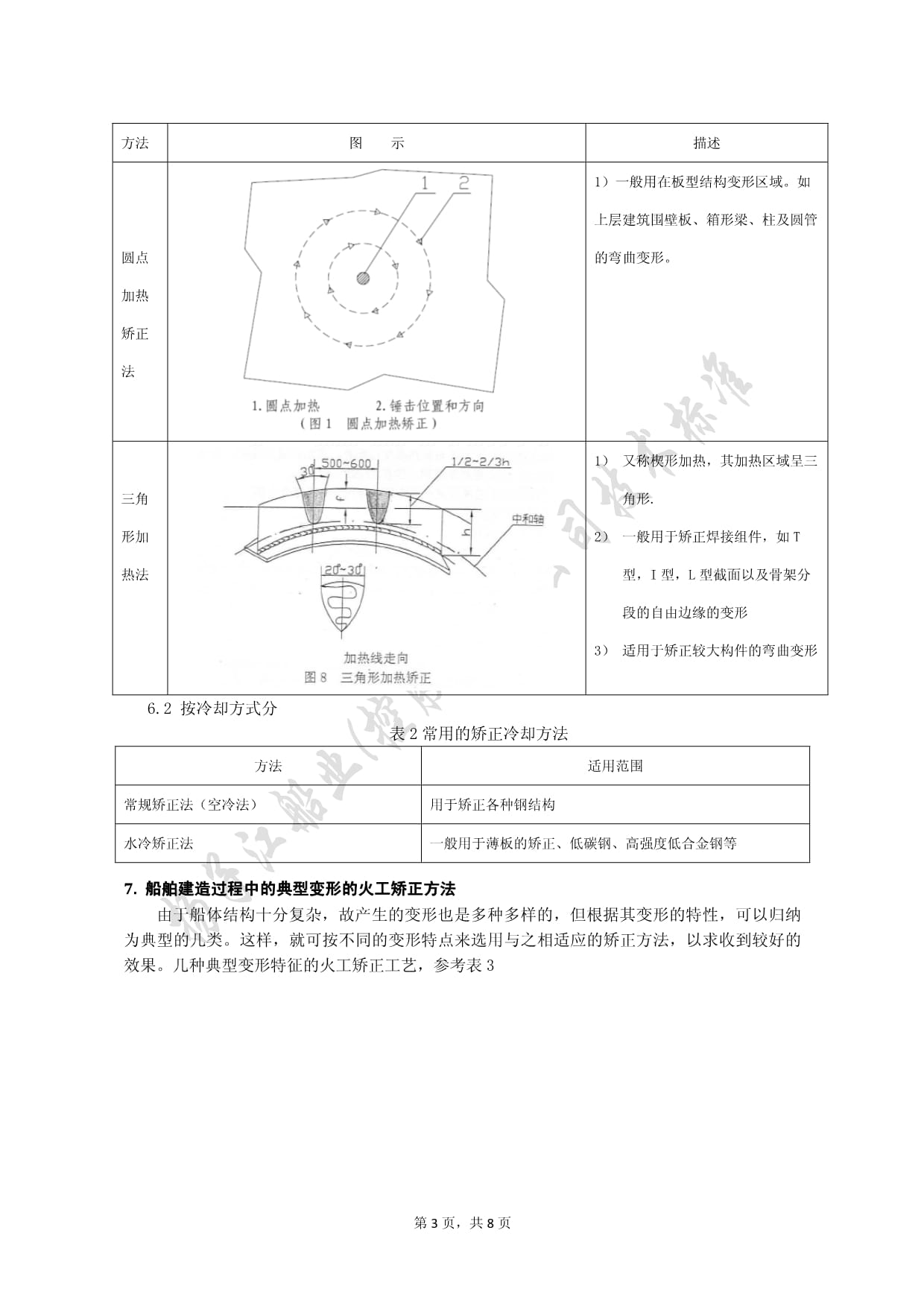
页火工矫正原则工艺标准1.范围1.1本标准规定了船体火工矫正的原理和基本方法、矫正加热方法、矫正冷却方法、船舶建造过程中典型特征的火工矫正方法。1.2本标准适用于公司在建的所有船舶。2.规范性引用文件CB/T4000-2005《中国造船质量标准》3.术语和定义无4.工作原理火工矫正时利用金属局部加热,出现加热区域受到周围冷金属的限制而无法自由膨胀产生塑性变形,在冷却过程中又引起收缩变形,从而消去原有的变形。5.基本要求5.1加热温度的选择(附录表2高强度钢火工矫正温度)。5.2加热温度的确定可使用温度计检测和肉眼判断相结合的方法(附录表1温度与火色)。5.3焊接成的T型、工型、肋板、围壁板和各种基座等的矫正工作应在其安装前进行。5.4矫正工作必须在一个分段或总段内零部件的装配和焊接工作结束后进行。以免因为焊接变形而再次矫正,钢板焊接的接头仅作定位焊或尚未施行封底焊出,不允许进行矫正。5.5拼板的对接边缘应预先进行矫正以利于装配。5.6在焊接热影响区域内(距离焊缝50mm范围内),原则上不允许进行加热矫正。5.7凡参加火工矫正的人员必须经过专业培训,并考试合格。经有关部门认可合格后才能持证上岗。6.火工矫正常用方法6.1按加热方法分表1常用的矫正加热方法方法图示描述圆点加热矫正法1)一般用在板型结构变形区域。如上层建筑围壁板、箱形梁、柱及圆管的弯曲变形。带状加热矫正法一般用在板架凸弯区域,加热区呈带状。细分为以下四种:线状加热法,十字状加热法,格子状加热法,放射状加热法加热宽度一般为钢板厚度的4~5倍,矫正质量好、效率高,适用面广三角形加热法又称楔形加热,其加热区域呈三角形.一般用于矫正焊接组件,如T型,I型,L型截面以及骨架分段的自由边缘的变形适用于矫正较大构件的弯曲变形6.2按冷却方式分表2常用的矫正冷却方法方法适用范围常规矫正法(空冷法)用于矫正各种钢结构水冷矫正法一般用于薄板的矫正、低碳钢、高强度低合金钢等7.船舶建造过程中的典型变形的火工矫正方法由于船体结构十分复杂,故产生的变形也是多种多样的,但根据其变形的特性,可以归纳为典型的几类。这样,就可按不同的变形特点来选用与之相适应的矫正方法,以求收到较好的效果。几种典型变形特征的火工矫正工艺,参考表3表3典型变形特征的火工矫正方法变形特征简图矫正要领注意事项型材弯曲横向弯曲先用短条法在腹板凸起的一面加热再用短条法或楔形法加热面板凸弯的一边.当变形较大时,可辅以外力工具.面板矫正应在腹板冷却后进行.加热后用水冷却.用短条法加热腹板时温度不宜过高,用楔形法加热面板时则要有较高的问题,且必须在全厚度烧透,否则易诱发其他变形.腹板加热次序,应从弯曲的端部开始,不应从中间开始。加热时,可从面板宽度的中间附近开始。纵向弯曲对图(a),自腹板高度2/3处开始向下用短条或楔形法加热对图(b),先自腹板高度1/2处用楔形法向上加热,接着在面板的同一位置用宽条沿全宽度内加热,并且要求透烧加热后可用水冷却变形较大时,可辅以外力工。加热温度可稍高,且必须在全厚度烧透.加热的次序,应从弯曲变形较小的部位开始.短条加热线起点接近中和轴,终点一定要到达自由边缘面板加热位置必须与腹板加热位置对准。面板的角变形加热线位于骨架的背部,即“背烧”。加热时可辅以外力。背面水冷效果更好。板架的角变形宜选用长条形水火矫正法加热线位于骨架的背部,即“背烧”加热线数量:当变形严重时,采用双条施于骨材背部的两侧;当变形较小时,可用单条,直接施于骨材背部的中心。加热前先用粉线弹好加热线。矫正角变形的加热温度不宜过高,可取长条形矫正法温度的下限.初次加热时不宜烧得过于强烈,特别要防止不管变形如何一律沿所有骨架通烧一遍的倾向,以免矫正过度或使结构形成较大的内应力。波浪变形第一阶段:在凹入面两侧的骨架处,用长条形加热法进行“背烧”。第二阶段:在凸出面的骨架之间靠近骨材处,用长条形成或其他形式的加热法进行矫正。矫正起伏波浪形式的加热温度不能过高。矫正角变形的加热温度不宜过高,可取长条形矫正法温度的下限。初次加热时不宜烧得过于强烈,特别要防止不管变形如何一律沿所有骨架通烧一遍的倾向,以免矫正过度或使结构形成较大的内应力。第一阶段:在骨架处(位置①)用长条形加热法进行“背烧”第二阶段:在变形的凸部与凹部的交界处(位置②)用长条法、短条法或十字形进行加热,当变形不能完全矫正时,再加热(包括用圆点形加热法)位置③,直至矫正为止。板格内加热线的间距可20mm,也可重复加热。加热温度:第一阶段不宜过高,第二阶段视具体情况而定。失稳变形板架自由端的失稳变形第一阶段:在靠近变形部位的一段骨架处,用长条形加热法进行“背烧”。第二阶段:自没有发生变形的位置开始,向自由边缘处用条形或楔形进行加热矫正。矫正时,可辅以必要的夹具。矫正时,若在变形中间部位或仅在板边加热,效果很差。矫正时注意加热线的终点一定要达到板的边缘。开孔周边的失稳变形先矫正开孔附件的板和扶强材的变形.根据变形情况,用短条法或楔形法按图示程序进行加热矫正。为提高矫正效果,必要时可用锤击(不能有明显锤印。矫正时,若在变形中间部位或仅在板边加热,效果很差。矫正时注意加热线的终点一定要达到板的边缘。要从变形最小的一角开始烧,在内应力没有清除之前,变形最大的部位不应烧火。对接焊缝处的角变形拼板对接缝的角变形当焊缝成直线时,用长条形水火矫正法在焊缝两边加热,见图(a)。当焊缝有纵向变形时,应先用短条法矫正纵向弯曲,如图(b)所示,然后再用(1)所述方法矫正起折变形。为提高矫正效果,必要时可垫槽平锤后敲击焊缝周围。骨架对接缝引起的角变形第一阶段:在位置①用长条形水火矫正法进行“背烧”第二阶段:在骨架一侧焊缝两边②、③处,顺次用长条形水火矫正法加热。变形严重时,可辅以外力工具(如螺丝排)将起折处拉平直。加热温度不应高于750当②、③不能完全矫平时,还可进行重复加热。分段变形常见双层底分段在内底船中位置向外对称在骨架两侧用长条形水火矫正法进行“背烧”变形严重时,可压上重块,重复上述工序。确保呈自由状态,没有额外的结构在内底上。在分段两侧架千斤顶以保证分段与马墩腾空。其它有类似变形的分段可参考此方法矫正。8.附录:表1.钢材加热温度与火色对照表火色温度/℃火色温度/℃黑色470以下亮樱红色800~830暗棕色520~650亮红色830~880赤褐色russet580~650橙色800~1050暗樱红色650~750暗黄色1050~1150深樱红色750~780亮黄色1150~1250樱红色780~800淡黄色1250~1300表2高强度钢火工矫正温度对照参考表项目范围极限表面最高加热温度常规高强度钢AH32-EH32&AH36-EH36TMCP高强度钢AH32-EH32&AH36-EH36&AH40-EH40&EH47(Ceq.>0.38%)加热后立即水冷<650℃650加热后立即空冷<900℃900℃加热后先空冷在水冷。900℃<(空冷500℃以下在水冷。空冷900℃水冷500℃TMCP高强度钢AH32-DH32&AH36-DH36&AH40-DH40Ceq≤0.38%加热后立即水冷却或空气冷却900℃<900℃TMCP高强度钢EH32&EH36EH40&EH47(Ceq.0.38%)加热
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2024年昆明客运驾驶员岗前培训资料
- 2024年德州客运从业资格证考试题目
- 2024年内蒙古客运资格证恢复考试
- 2024年客运从业资格证科目一考试题
- 2024年赣州小型客运从业资格证考试培训试题和答案
- 2024年乌鲁木齐客运驾驶员考试试卷河南省
- 2024年肇庆客运从业资格证试题
- DB2305T 045-2024芍药套种鲜食玉米栽培技术规程
- 广外附属中学3.12植树节活动策划书策划方案
- 2024愚人节商场活动策划方案
- 便利店员工绩效考核设计方案
- 第三节斜导柱侧抽芯机构的应用形式
- 《崇尚科学-破除迷信》教案(完整版)
- 医院感染暴发应急处置演练脚本20178
- 急性心肌梗死-PPT
- 部编版六年级《道德与法治》第1课《感受生活中的法律》课后练习题及答案
- 气力输送计算
- 露天矿山隐患排查清单(36页)
- 三年级上册音乐教案 第二单元 希腊舞曲苏少版
- 汽车传动轴总成技术条件
- 公司清产核资基础工作表
评论
0/150
提交评论