



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
(施工方)工程名称:新疆心连能源化工有限公司项炉安装工程作业项目名称:工艺道安装编制单位:江苏华能设工程集团有限公司编写:
2014年3月日审核:
2012年3月批准:
2012年3月-1-
7、质、安-2-
2)DL/T5190.5)DL/T5190.7)DL/T5190.3篇DL/T5210.5—2012篇DL/T5210.7—2012》DL/T869—建30.521#锅炉及汽轮机组配为×28为φ×18管至汽轮φ×20,材质均12Cr1MovG;主给水管道母管φ245×,锅为φ133×4-3-
5
12345
吊机
1~
1台2台8只
6789
电手持砂电手持砂
1台台
X
-4-
13
44
24
345
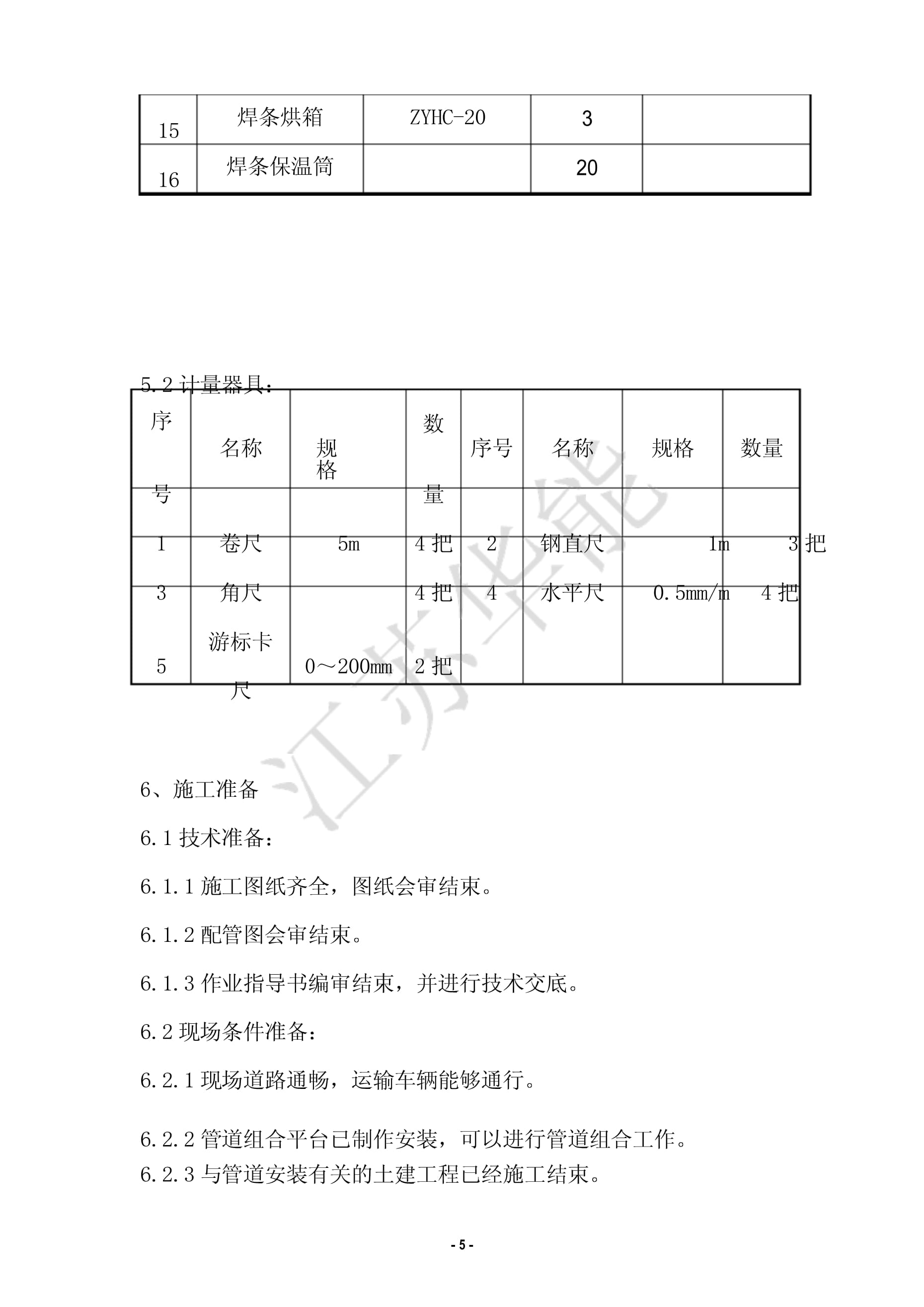
0~26-5-
i子管子直低压3个断i件-6-
度±0.5°;ii
径f)坡口处母材无裂纹、重
123
12eq\o\ac(△,f)eq\o\ac(△,)-7-
78管图一的10%于1mm。可心除a小于-8-
应及并同时安<±10mm:1.5/1000且≤20mm;1/1000<15mm2/1000且≤15mm且<±10mm优<±10mm≤2mm合格;≤1mm优良外观填料i-9-
芯与阀座杆与开度指示器指示正确;所用填料的规格质量符合技-10
用膨应查膨胀螺栓在梁膨胀D膨胀螺栓的公称直径。焊接应符《电力建设施外得在同一,于点-11
对导距符合要求。无凹凸现象弯曲半径设须在两个方向予以保持杆中间接头不得弯曲。尺寸检查高温管-12
并进方法是调整该吊架以手蠕管8.8焊DN50为(氩-13
中低丝、2.5mm。条、。丝TIG-J50、Φ。R507、4.0mm填充金属
焊接规范参数
其它焊缝层次
焊接方法GTAWSMAWSMAW
牌号J50
规格2.54.04.0
极性正接反接反接
钨棒Φ2.4//
伸出长度//
电流A90-100140-160140-160
电压V13-1623-2723-27
焊速/100-120120-130
流量L/min7-10//预热:预热温度(允许最低值)100℃层间温度(允许最高值)200℃保持预热时间/加热方式火煨烤
焊后热处理:厚度>的管子,热处理温度600-650°C,温小。质12Cr1MovG)均用氩电联焊,氩弧焊Φ2.5mm。焊条Φ4.0mm。填充金属
焊接规范参数
其它焊缝层次
焊接方法GTAWSMAWSMAW
牌号
规格2.54.04.0
极性正接反接反接
钨棒Φ2.4//
伸出长度//
电流A90-100140-160140-160
电压V13-1623-2723-27
焊速/100-120120-130
流量L/min7-10//-14
预热:预热温度(允许最低值250层间温度(允许最高值300保持预热时间/加热方式柔陶瓷电阻加热
焊后热处理:加热温度℃升温速度℃/h保温时间1.5h冷却速度℃/h焊接人员(2现场60%焊条必须按焊条说明书的要求严格烘干350,J422℃收收焊条重少50mm。免50mm)。-15-
c)、焊件下料与坡口焊接接头坡口形式应按图纸规定加工,如无规定时,应按60±5
1.5焊件下料与坡口加工应采用机械方法。若采用等离子切割或气割下料件组装前应将割口表d)、焊件组对焊件组对前应对坡口及附近母材进行检查,坡口及母材无裂焊件组对前应将坡口表面及附近母材范围内内、外壁对接管端面应与管子中心线垂直。其偏斜Δf焊件对口时一般应做到内壁齐平如有错口其错口值不应超的10%于1mm。焊口局部间隙过大时焊接组装时应将待焊工件垫置牢固防止在焊接和热-16
焊件组对时禁止强力对口,严禁采用热膨胀法对口。3焊接〈1〈2〈3〈4加2mm。〈5〉施焊〈6〉焊口〈7〉焊接〈8雨、电弧≥8m/s,≥2m/s。相对≥90%。1(1)焊缝-17
陷名称
量求0.5mm连续且≤10%且≤δ32后对所有行100%无损探伤,其质量不得低于立Ⅱ级合格。返修()焊缝的(—-18
99.1.5以上问题时工a手架-19
项目经理:杨善勇项目副经理:陈正浩
项目总工:杨志强探伤负责人吴恒财
焊接负责人蒋春
工艺负责人杨志强
焊接质检员蒋春
材料负责人庄根宝高空作业-20
高处作业使用电动交叉作业脚手架搭2
-21
附录一:
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 气象、水文仪器及装置项目安全风险评价报告
- 复方芩兰口服液项目风险评估报告
- 苏州科技大学《建筑安装工程概预算》2023-2024学年第二学期期末试卷
- 福建医科大学《能源动力》2023-2024学年第二学期期末试卷
- 商洛学院《建筑装饰材料与工程概预算》2023-2024学年第二学期期末试卷
- 广西农业工程职业技术学院《SPSS软件运用》2023-2024学年第一学期期末试卷
- 云南商务职业学院《药事法规》2023-2024学年第一学期期末试卷
- 四川省成都市双流棠湖中学2025届高三(二模)生物试题试卷含解析
- 郯城县2025届小升初总复习数学测试卷含解析
- 浙江省衢州市江山市2025届五年级数学第二学期期末质量检测模拟试题含答案
- 肝脏结核CT表现课件
- 设备周期保养检修记录表
- 中国大学生心理健康量表(CCSMHS)
- 专利法全套ppt课件(完整版)
- GB∕T 3639-2021 冷拔或冷轧精密无缝钢管
- 西师版六年级下册数学第五单元 总复习 教案
- 色谱、质谱、联用
- 独生子女父母退休一次性奖励审批1
- 铝合金窗陕西银杉节能门窗有限责任公司铝合金制作及安装工艺流程图
- 苏教版小学数学四年级下册《图形旋转》练习题
- 烧结普通砖、多孔砖回弹计算
评论
0/150
提交评论