



已阅读5页,还剩8页未读, 继续免费阅读
版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
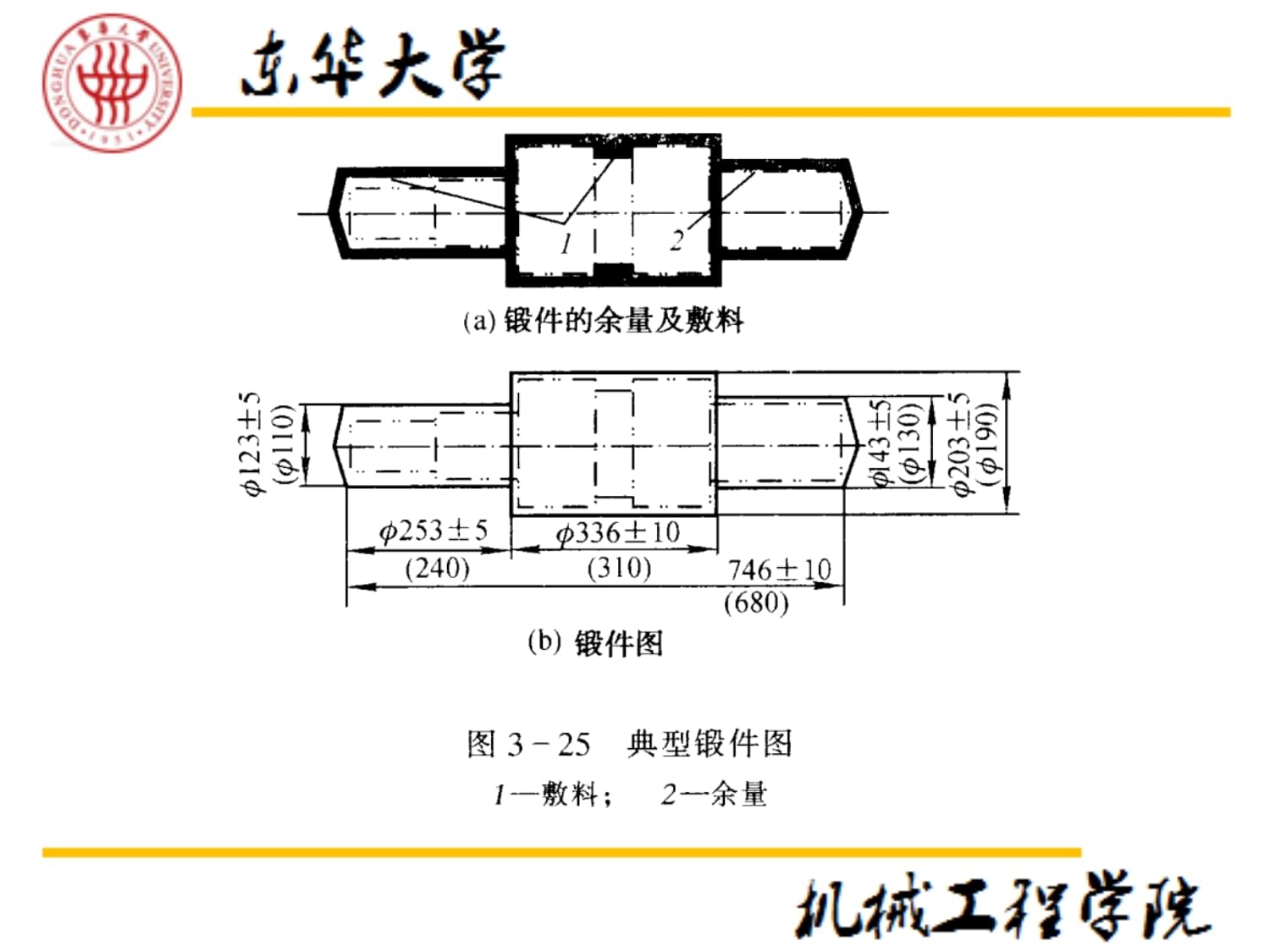
§2.2锻造工艺规程的制订机械工程学院一、绘制锻件图锻件图是以零件图为基础,结合锻造工艺特点绘制而成的。⒈余块、加工余量及公差
*余块:为简化零件形状和结构,便于锻造而增加的部分金属。
*加工余量:零件表面为切削加工而增加的尺寸称余量。
*锻件公差:是锻件名义尺寸的允许变动量。查表而定。⒉分模面
*分模面:上、下锻模在模锻件上的分界面,关系到锻件成型,锻件出模,材料利用率,锻模加工等一系列问题。
*选定分模面的原则:
1)应保证模锻件能从模腔中取出来。2)应使上、下两模沿分模面的模腔轮廓一致。3)分模面应选在能使模腔深度最浅的位置上。4)使所增加的余块最少。
5)分模面最好是一个平面。⒊模锻斜度*模锻件上平行于锤击方向(垂直于分模面)的表面必须有斜度,以便取出锻件。模锻斜度与模膛深度和宽度有关。内侧斜度比外侧稍大些。⒋模锻圆角半径*所有交角均做成圆角,可以易于充满模膛,避免尖角处产生裂纹,减缓锻件外尖角处的磨损。⒌连皮厚度*孔径大于25mm,该孔应锻出;孔径为25~80时,冲孔连皮厚度取4~8mm。*孔径小于25mm或孔深大于冲头直径3倍时,只压出凹穴。二、坯料重量和尺寸的确定
*坯料重量G坯
G坯=G锻件+G烧损+G料头式中:G锻件—锻件重量
G烧损—坯料因加热氧化而烧损
G料头—锻造过程中被冲掉或被切掉的金属三、锻造工序(工步)的确定
*自由锻,按表3-1定
*模锻,按模锻件形状可分为两大类
—长轴:常用拔长、滚压、弯曲、预锻、终锻等,小型长轴常采用一根棒料锻几个锻件;采用周期轧制材料作坯料时,可省去拔长
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 工业废水处理技术与工程实践
- 工业污染治理的技术手段与实践
- 工业建筑设计风格与案例分析
- 工业废水处理现状及发展趋势分析
- 工业污染防治与公众参与
- 工业自动化中的仿真技术探索
- 工业物联网的发展与应用案例
- 工业节能减排与绿色制造
- 工业遗址改造与再利用
- 工作中如何提高专注力
- 【MOOC】固定资产投资审计-南京审计大学 中国大学慕课MOOC答案
- 甘肃电投笔试题
- 《车用动力电池液冷板技术条件》
- 2025版国家开放大学法学本科《知识产权法》期末纸质考试第二大题多项选择题题库
- 中医药膳学知识学习考试题库500题(含答案)
- 《九型人格培训》课件
- 中国文化概观-终结性考核-国开(SC)-参考资料
- 五年级下册语文作文范文1-8单元
- 工业厂房电气工程施工方案
- 人教版九年级全一册英语期末学情评估测试卷(含答案)
- 检验科生物安全手册
评论
0/150
提交评论