


版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
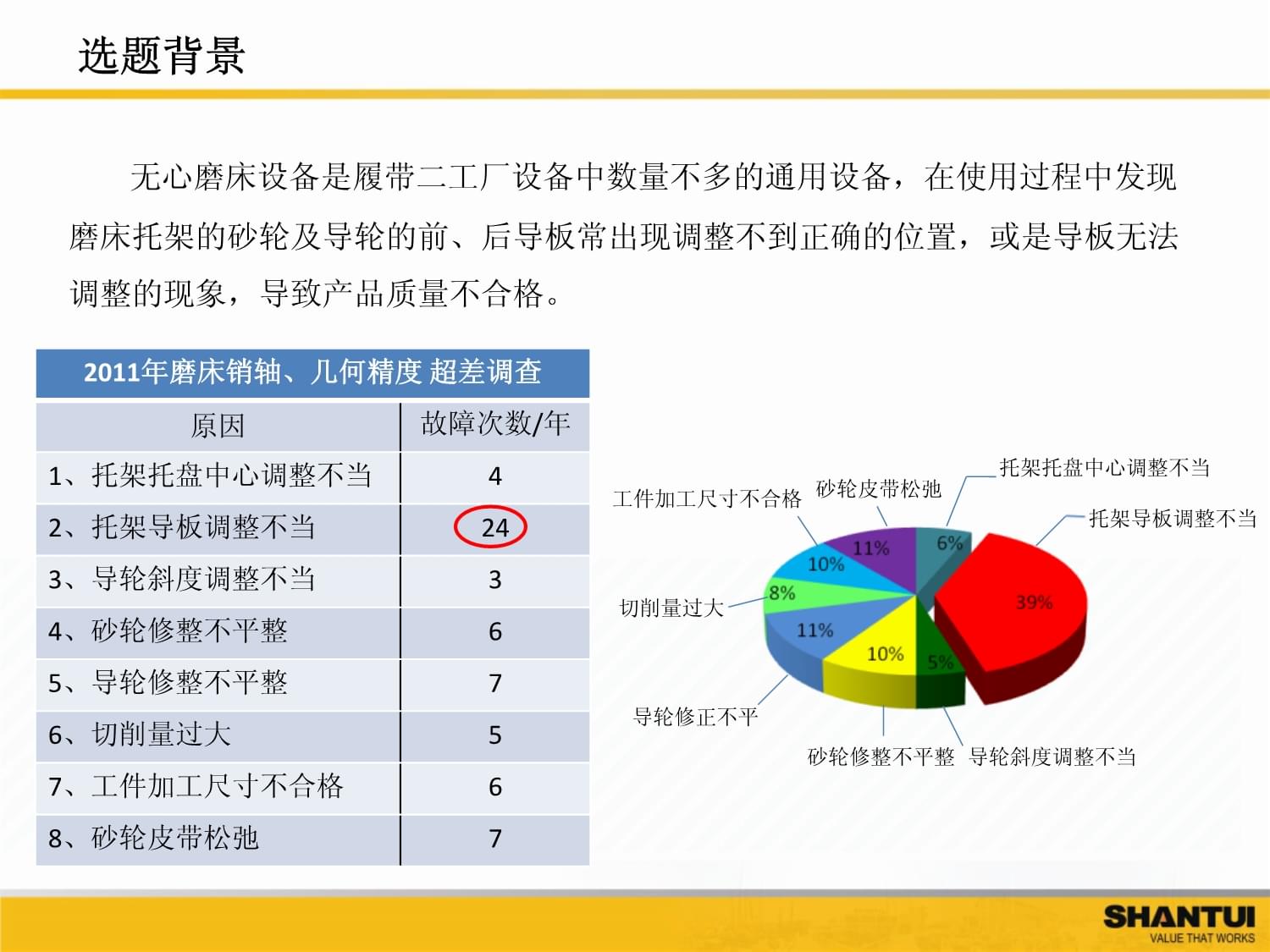
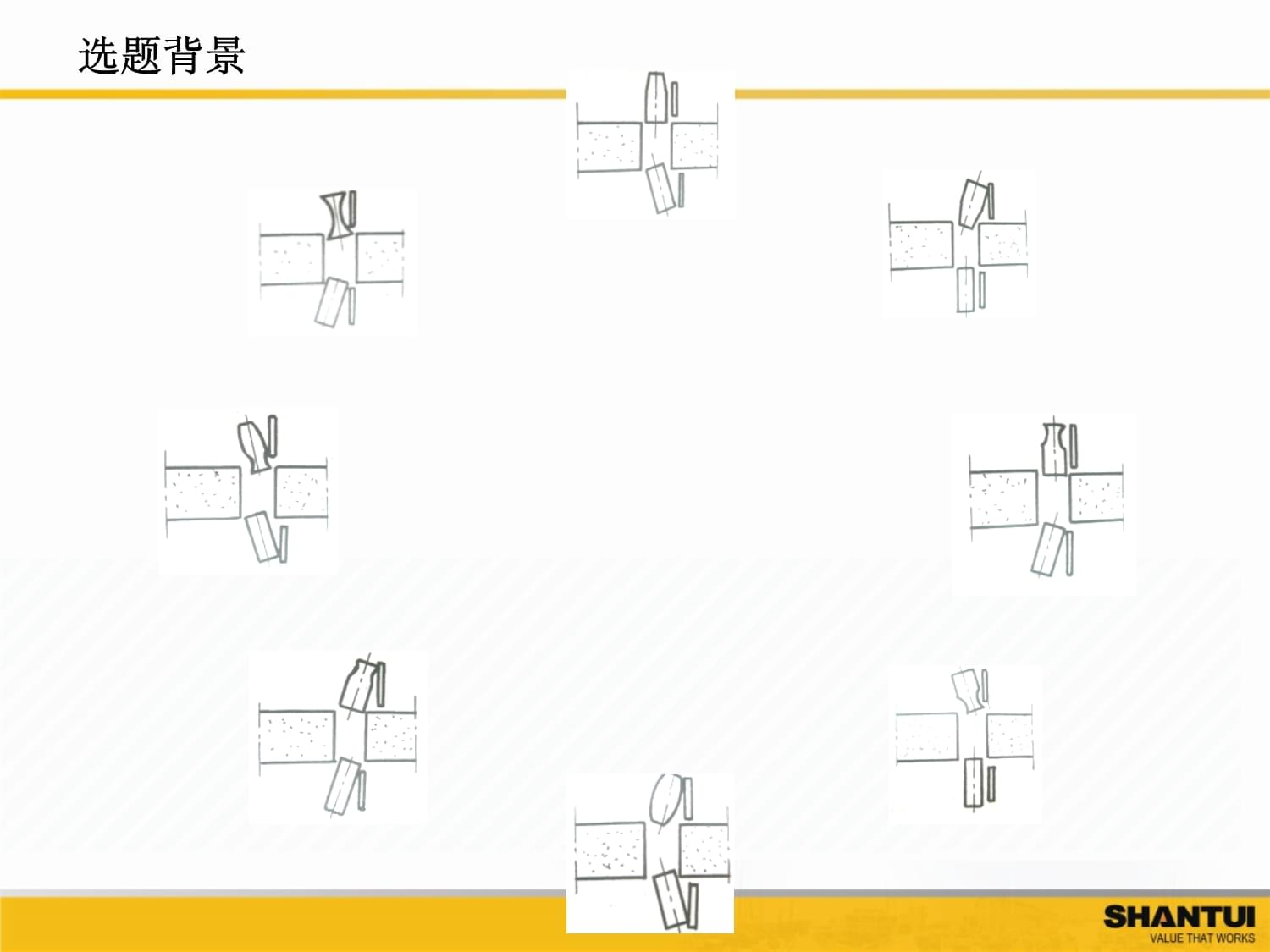
信息等级分类添加处无心磨床托架的改善履带二工厂保全班卓越QC小组发表人:房兆辉小组简介小组名称:卓越QC小组小组类型:现场攻关型成立时间:2011年7月姓名年龄职务工龄技能等级冯震38钳工17中技李华38钳工19中技宋亚泽22钳工6中技张为东21钳工3高技房兆辉24钳工3高技王建26电工6技师仲洪越22电工3高技张建红24磨工3高技卓越QC小组口号:爱岗敬业、开拓创新2011年磨床销轴、几何精度超差调查原因故障次数/年1、托架托盘中心调整不当42、托架导板调整不当243、导轮斜度调整不当34、砂轮修整不平整65、导轮修整不平整76、切削量过大57、工件加工尺寸不合格68、砂轮皮带松弛7托架导板调整不当导轮修正不平砂轮修整不平整砂轮皮带松弛工件加工尺寸不合格切削量过大托架托盘中心调整不当导轮斜度调整不当无心磨床设备是履带二工厂设备中数量不多的通用设备,在使用过程中发现磨床托架的砂轮及导轮的前、后导板常出现调整不到正确的位置,或是导板无法调整的现象,导致产品质量不合格。选题背景选题背景托架导板位置调整的不正确,对磨削后的工件几何形状精度有很大的影响。如锥度、凹、凸鼓形度等误差的出现都是由于导板调整得不正确所产生的。也就是说导板位置调整不正确,直接影响到我们厂生产的销轴产品形状及尺寸精度,因此产品质量得不到保证。导板的正确位置选题背景确定课题无心磨床托架的改善活动计划序号项目担当2011.102012.012012.022012.032012.042012.052012.062012.072012.081选定课题全员
2把握现状冯震
3目标设定全员
4制定计划全员
5要因分析全员
6改善实施全员
7效果确认全员8标准化及推广杨彬、李华
现状把握我们对现场的4台无心磨床设备进行了调查统计,发现在正常生产情况下每月会出现1-2次托架导板位置调整困难、造成导板位置不精确现象,因此导致产品几何形状精度不合格,最终影响生产质量。每隔6-8个月的时间,会出现托架导板无法调整的现象,这时机床就无法工作,维修一次托架导板需要4名维修人员,2-3天才能修复。这样不仅维修人员的工作强度较大,更重要的是影响生产质量,及生产效率。目标设定经统计分析改善前的磨床托架导板调整困难。导板连接销轴更换频繁,通过改善使导板连接销轴寿命延长,而且达到托架导板调整灵活效果,从而保证产品质量。确定目标托架导板调整困难导板连接轴锈蚀无法保证质量产品不合格改善导板保证生产质量改善导板保证生产质量要因分析人机人员技能、责任心是否到位机床工装(托架导板)问题安装、配合不正确空气湿度、温度设备保养不到位轴承质量不达标传动轴材质不合格序号操作者职业资格技能状况1张建红高技2高格高技3贾迎春高技4薛猛猛高技要因确定
我们对操作者技能信息采集分析。注:1.满3个月○2.满6个月3.独立操作需抽检4.独立操作有指导能力5.有指导、处理故障的能力操作者都经过培训后上岗非要因
我们对机床信息采集分析。托架的安装、装配方法正确。可是我们发现托架导板的连接销轴因进入导轮及砂轮磨削碎沫造成研伤,侵入切屑液导致销轴锈蚀现象。这是直接导致导板调整困难甚至无法调整的主要原因。要因确定要因要因分析
我们对机床托架信息采集分析。机床托架前后导板位置调整不正确,是导致产品质量不合格的重要原因。前导板偏导轮、后导板偏砂轮此处销轴尺寸¢44.58超出下偏差12丝后导板偏导轮前导板偏导轮此处销轴尺寸逐渐变小。导板位置工件上偏差工件上偏差超差最大尺寸前导板偏导轮后导板偏砂轮¢44.75¢44.70¢44.58后导板偏导轮¢44.75¢44.70¢44.67前导板偏导轮¢44.75¢44.70¢44.55此处销轴尺寸逐渐变小。要因
我们对材料信息采集分析。导板连接销轴材料采用的是标准件。要因确定非要因
我们对方法、环境信息采集分析。设备每天进行点检工作,每月进行设备保养活动,机床保养方法到位。厂房的温度、空气湿度适合机床生产要求,设备生产环境无法改变。要因确定非要因制定对策要因对策目标措施其他1.导板连接销轴易研伤、锈蚀
2.导板调整不到正确位置1.连接销轴不在受磨削粉沫及切削液的侵蚀。2.导板调节灵活。负责人:冯震、宋亚泽完成期限:2012年5月实施地点:磨床设计具有密封作用的连接销轴对策实施销轴实图改造后的销轴设计图纸对策实施改善后前、后导板无法调整一致磨削粉沫、切屑液侵入处调整正确的导板可工作时导板状态改善前改善后效果确认自第一台改善到现在为止已经1年半的时间,托架导板没有出现无法调整的现象,并且改善后的导板调整轻松灵活,保证了产品质量。改善后产品质量不合格率降至为零。由此可以判断此次改善目标:改善托架导板保证产品质量。完全可以达到。产品不合格次数年份产品规格2011年2012年2013年216销轴2200190销轴2400附加效益一、降低了保全部门的劳动强度:
节约工时=保全人数2X天数3X每年平均维修次数2X台数4=32个工作日二、节约了生产成本:每台改善成本=连接销轴单价20X数量4=80元推广成本=台数4X每台改善成本80=320元节约成本=标准件销轴单价57X销轴数量4X台数4+托架单价约3800=4712元三、节约外加工成本:【节约加工成本】=每台设备日产量1600X停机天数3X每年平均维修次数2X台数4X产品加工费用(单价)约0.6元=2.3万元
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2024年篮球裁判员适应性考核试题及答案
- 2025年全面劳动合同书范本
- 2024年种子繁育员考试过程中需要掌握的技巧试题及答案
- 2025年广州市事业单位劳动合同范本
- 2025年签订股权转让合同时应注意的法律问题
- 如何应对游泳救生员考试的试题及答案
- 项目成果验收标准的分析试题及答案
- 项目环境识别的试题及答案
- 体育经纪人考试中的高频考试知识 试题及答案
- 2024年农作物种子产业技术性考试试题及答案
- 2024年高中英语衡水体书法练字字帖
- 工程项目质量风险源识别及管控措施
- 应用文之通知-2024年高考英语写作常考文体讲练提分 (原卷版)
- 诗词研究与创作智慧树知到期末考试答案章节答案2024年南昌大学
- 伤寒论全398条全文-顺序
- 超市投资预算表
- 2024年贵州路桥集团有限公司招聘笔试参考题库附带答案详解
- 2024年南昌市面向社会政府专职消防文员招聘笔试参考题库附带答案详解
- 2024年湖南省各市州湘能农电服务有限公司招聘笔试参考题库含答案解析
- 三年级下册面积单位换算练习200道及答案
- 热分析技术应用
评论
0/150
提交评论