



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
原理:砂带:带基材料为聚碳酸脂薄膜,其上植有细微砂粒。砂带在一定工作压力下与工件接触并作相对运动,进行磨削或抛光。接触轮磁盘图砂带磨削示意图砂带砂带轮卷带轮F-径向进给精密与超精密砂带磨削Super-precisionabrasivebelt应用:
模具是现代制造业使用越来越多的一种工具,模具型腔表面的加工精度直接影响制造工件的精度。为进行模具型腔等复杂曲面的超精抛光加工,多采用精密砂带抛光机进行终加工。用细粒度磨料制成的砂带加工出的表面粗糙度可达Ra0.02μm。精密与超精密砂带磨削
精密砂带抛光一般采用开式砂带加工方式。始终有新砂带缓慢进入加工区,砂带一次性使用即报废。这种开式砂带加工方法保持了加工工况的一致性,从而提高了生产过程中加工表面质量的稳定性。开式砂带磨削精密与超精密砂带磨削
闭式砂带磨削图闭式砂带磨削形式a)砂带无心外圆磨削工件导轮接触轮主动轮砂带工件接触轮主动轮砂带b)砂带定心外圆磨削c)砂带定心外圆磨削工件接触轮主动轮砂带接触轮砂带工件d)砂带内圆磨削工件支承板主动轮砂带工作台e)砂带平面磨削f)砂带平面磨削支承轮工件砂带接触轮精密与超精密砂带磨削
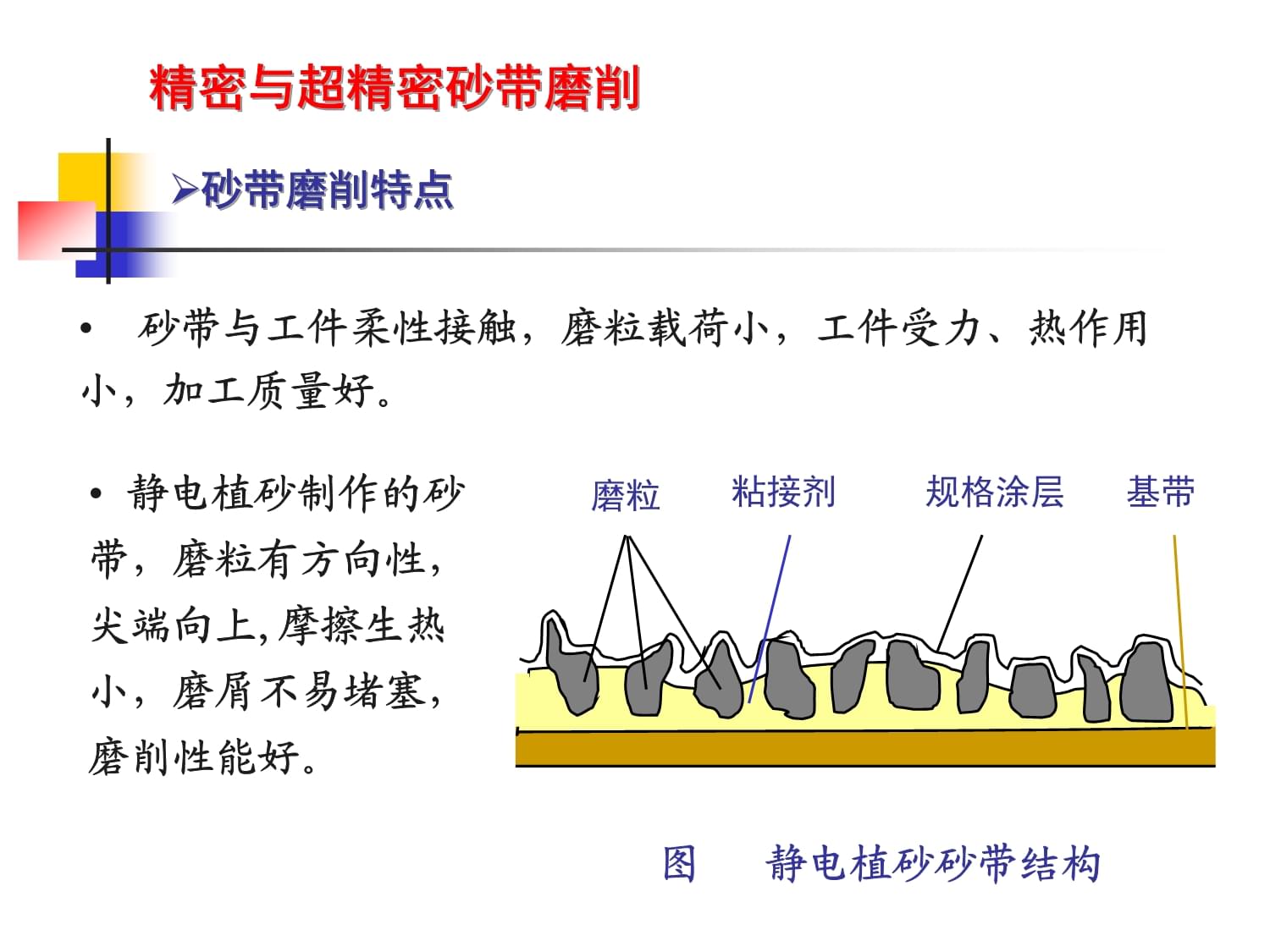
砂带磨削特点砂带与工件柔性接触,磨粒载荷小,工件受力、热作用小,加工质量好。
磨粒规格涂层粘接剂基带图静电植砂砂带结构
静电植砂制作的砂带,磨粒有方向性,尖端向上,摩擦生热小,磨屑不易堵塞,磨削性能好。精密与超精密砂带磨削
抛光轮与工件表面形成小间隙,中间置抛光液,抛光轮高速回转造成磨料“弹性发射”进行加工。工件小间隙加压抛光轮悬浮液微粉图弹性发射加工原理
工作原理
机理:微切削+被加工材料的微塑性流动作用★弹性发射加工游离磨料加工抛光工具图液体动力抛光小间隙工件工具运动方向抛光液磨粒抛光工具活性抛光液图机械化学抛光小间隙工件工具运动方向加压★液体动力抛光
抛光工具上开有锯齿槽,靠楔形挤压和抛光液的反弹,增加微切削作用。
机理:微切削作用。
★机械化学抛光
活性抛光液与工件表面产生固相反应,形成软化层,使其便于加工。
机理:机械作用+化学作用,称为“增压活化”。
游离磨料加工精密与超精密砂带磨削◆
ELID磨削◆超精密磨削◆镜面磨削◆
塑性磨削
游离磨料加工
小结超硬磨料砂轮精密与超精密磨削超硬磨料砂轮精密与超精密磨削技术
微细加工的基本概念一般把尺寸在微米至毫米范围内的零件的加工都归属为微细加工。由于尺寸微小,相应的尺寸公差和形位公差更小,通常在100nm范围内,而表面粗糙度值更是小于10nm。因此,微细加工同时具备精密和超精密加工的特征。第四节微细加工微飞行器的发展
近年来随着军事尖端技术的发展,微飞行器发展极为迅速。微飞行器可军用也可民用。微飞行器实际上是一套可在空中飞行的高水平多功能微机电系统,它一般都是由多套复杂的分系统组成。它可以完成飞行、升降、自动导航、侦察、信息传输、对敌干扰等多种任务。微飞行器的等级:
10~1kg量级的微飞行器,外形接近飞机,已投入使用。<1kg~75g量级的微飞行器,保持飞机的外形,需一定时间才能达到实用阶段。<75g~25g量级的微飞行器,样机采用圆盘状机翼。<25g量级的微飞行器,用直升机形式或扑翼式结构。微飞行器的发展
飞机长1.1m、翼展1.5m、重6kg以色列云雀侦察微型无人飞机微飞行器的发展
美国龙眼微型无人飞机
微飞行器的发展
侦察用履带式微型机器人小车
(美Sandia国家实验室)
微飞行器的发展
微机器人小车微飞行器的发展
微型机器人-人造昆虫微飞行器的发展
美国黄蜂微型无人飞机
微飞行器的发展
美国Sanders公司的微飞行器
翼展:15.24cm,重量:85g微飞行器的发展
美国Lehigh大学的微飞行器
翼展19.4cm,重量50g微飞行器的发展
微飞行器用微型发动机
转速30000r/min,气缸直径6mm,重量14g,
外形体积3.8cm×2.7cm×3.7cm微飞行器的发展
美NASA的微飞行器
微飞行器的发展
微飞行器的圆盘状机翼
微飞行器的发展
Εpson直升机型微飞行器重量:(12.3g)微飞行器的发展
美Berkeley的“飞行蝇”微飞行器
微飞行器的发展
微/小卫星
微小卫星的定义:质量一般在100kg以下
微小卫星的量级划分:
100~10kg称为小型卫星;10~1kg称为微型卫星;小于1kg称为纳米卫星。
Aprize卫星公司的微型实验卫星
微/小卫星清华-I微型卫星
微/小卫星试验卫星1号与纳米1号
微/小卫星精度表示方法不同
一般尺寸加工的精度用其加工误差与加工尺寸的比值来表示,这就是精度等级的概念。在微细加工时,由于加工尺寸很小,需要用误差尺寸的绝对值来表示加工精度,即用去除一块材料的大小来表示。微细加工的特点加工机理不同
微细加工时,由于切屑很小,切削在晶粒内进行,晶粒作为一个个不连续体而被切削。这与一般尺寸加工完全不同,一般尺寸加工时,由于吃刀量较大,晶粒大小可忽略而作为一个连续体来看待。因而常规的切削理论对微细加工不适用。微细加工的特点加工特征不同
一般尺寸加工以获得一定的尺寸、形状、位置精度为加工特征。而微细加工则以分离或结合分子或原子为特征,并常以能量束加工为基础,采用许多有别于传统机械加工的方法进行加工。微细加工的特点采用微型化的定形整体刀具或非定形磨料工具进行机械加工:如车削、钻削、铣削和磨削。采用电加工或在其基础上的复合加工:如微细电火花加工、线放电磨削加工、线电化磨削、电化加工(又称电解液射流或微细喷射制模)等。微细加工方法采用光、声等能量法加工:如微细激光束加工(MLBM)、微细超声加工等。采用光化掩膜法加工:如光刻法等。采用层积增生法加工:如曲面的磁膜镀覆、多层薄膜镀覆等。微细加工方法微型加工件的铣削微细加工方法日Fanuc公司加工微型件五轴加工中心微细加工方法Φ4.5μm的微针
微细加工方法电火花加工Φ5μm孔微细加工方法电火花加工微型汽车模具微细加工方法超声加工玻璃上的Φ5μm孔微细加工方法激光加工钛合金
微细加工方法用准分子激光在头发上刻的字
微细加工方法对于工件的平面、内腔、孔或相对较大直径外圆的加工,由于工件尺寸相对较大,有一定的刚度,因此可用切削加工的方法进行加工,包括铣、钻和车三种形式。车或铣多用单晶金刚石车刀或铣刀。对于孔加工,孔的直径决定于钻头的直径。用于微细加工的麻花钻的直径可小到50μm。微细加工方法加工技术光刻加工的主要过程涂胶把光致抗蚀剂涂在已镀有氧化膜的半导体基片上。曝光将光束聚焦形成细小束斑,通过扫描在光致抗蚀剂涂层上绘制图形,称为扫描曝光。常用光源有电子束、离子束等。光刻加工微细加工方法显影与烘片曝光后的光致抗蚀剂在一定的溶剂中将曝光图形显示出来,称为显影。显影后进行200~250℃的高温处理,以提高光致抗蚀剂的强度,称为烘片。刻蚀利用化学或物理方法,将没有光致抗蚀剂部分的氧化膜除去。常用的刻蚀方法有化学刻蚀、离子刻蚀、电解刻蚀等。剥膜(去胶)用剥膜液去除光致抗蚀剂。剥膜后需进行水洗和干燥处理。
微细加工方法光刻加工微细加工方法光刻加工
图电致伸缩微动工作台xy0L2
微动工作台L3L1电致伸缩微动工作台当L1伸缩时,将使工作台在x方向产生微动;当L2、L3长度同时发生变化,则工作台将在y方向产生微动;而当L2与L3做相反运动时,工作台将产生微量转动。微细加工方法微细加工机床的结构特点微小位移机构为达到很小的单位去除率,需要能实现足够小的微量移动,微量移动应可小至几十个纳米。高灵敏的伺服进给系统它要求低摩擦的传动系统和导轨支承系统,以及高跟踪精度的伺服系统。高平稳性的进给运动尽量减少由于制造和装配误差引起各轴的运动误差。微细加工设备高的定位精度和重复定位精度。低热变形结构设计。刀具的稳固夹持和高的安装精度。高的主轴转速及动平衡。稳固的床身构件并隔绝外界的振动干扰。具有刀具破损检测的监控系统。微细加工设备图FANUC微型超精密加工机床
机床有X、Z、C、B四个轴,在B
轴回转工作台上增加A轴转台后,可实现5轴控制,数控系统的最小设定单位为1nm。可进行车、铣、磨和电火花加工。微细加工设备日本FANUC微型超精密加工机床
图低摩擦伺服进给系统微细加工设备日本FANUC微型超精密加工机床直线电机驱动
工作原理:载流导体在电场作用下产生微小形变,并转化为微位移。
载流导体:
◎逆压电材料——电场作用引起晶体内正负电荷重心位移,导致晶体发生形变。特点:◎结构简单,运行可靠,传动效率高。◎进给量可调,进给速度范围宽,加速度大。◎行程不受限制。◎运动精度高。
微细加工设备直线电机工作原理图高速加工机床直线电机原理图直线电机工作原理微细加工设备问题1:直线电机是如何实现微位移的?直线电机工作原理微细加工设备逆压电元件电磁铁1电磁铁2电磁铁加励磁,夹紧(电磁铁与逆压电元件之间绝缘,机械连接)逆压电元件电磁铁1电磁铁2电磁铁2去掉励磁,松开逆压电元件电磁铁1电磁铁2逆压电元件加励磁电压,伸长Δ逆压电元件电磁铁1电磁铁2电磁铁2加励磁,夹紧电磁铁1去掉励磁,松开逆压电元件电磁铁1电磁铁2逆压电元件去掉励磁电压,恢复原长,电磁铁1移动Δ逆压电元件电磁铁1电磁铁2直线电机工作原理微细加工设备
直线驱动与伺服电机驱动比较表直线驱动与伺服电机驱动比较性能伺服电机+滚珠丝杠直线驱动定位精度(μm/300mm)5~100.5~1.0重复定位精度(μm)±2~±5±0.1~±0.2最高速度(m/min)20~5060~200最大加速度(g)1~22~10寿命(h)6000~1000050000微细加工设备指纳米级0.1nm-100nm的材料、设计、制造、测量、控制和产品的技术。在纳米层次上,一些宏观物理量已要求重新定义,在工程中常用的定理都已不能正常描述纳米级的工程现象和规律,而量子效应、物质的波动特性等已不可忽略,甚至成为主导因素。第五节纳米技术概述X射线干涉测量技术
X射线的波长和晶体中原子间距均为同样的数量级。均一的单晶硅尺寸稳定,其晶格间距可以用作长度基准。X射线入射单晶硅片后产生干涉条纹。被测物位移一个晶格间距0.2nm,干涉信号变化一个周期,由干涉条纹数和相位,可以实现0.05nm分辨率的位移测量。第五节纳米技术纳米级测量技术扫描隧道显微测量技术(STM)
基于量子力学的隧道效应。当把两电极间距缩短到1nm时,由于量子力学中粒子的波动性,电流会在外加电场的作用下,穿过绝缘势垒,从一个电极流向另一个电极。当其中一个电极是尖锐的探针时,由于尖端放电现象而使隧道电流加大。用探针在试件表面扫描,将它感觉到的原子高低的信息采集起来,就可得到表面的纳米级三维的表面形貌。纳米技术
纳米级测量技术
当探针与试件表面距离达1nm时,形成隧道结。隧道电流密度为:式中:h——普郎克常数;
e——电子电量;
ka,k0——系数。φ1φ2d试件STM探针Ub图STM隧道结纳米技术
纳米级测量技术
关键技术
STM探针——金属丝经化学腐蚀,在腐蚀断裂瞬间切断电流,获得尖峰,曲率半径为10nm左右。
隧道电流反馈控制
纳米级测量技术纳米技术
由上式可见,探针与试件表面距离d对隧道电流密度非常敏感,这正是STM的基础。计算机差分比较积分放大比例放大高压放大A/DD/AXYZ控制信号设
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 二零二五年度特殊功能性内墙涂料研发与应用合同3篇
- 二零二五年度公司对公司智能化办公租赁合同3篇
- 2025上海市国有土地使用权出让合同范本
- 二零二五年度能源企业公司挂靠能源供应合同3篇
- 2025年度内部承包合同协议书:XX部门内部承包销售业绩提成协议3篇
- 二零二五年度全款购车车辆认证合同模板3篇
- 二零二五年度农村房屋赠与合同附带农用设备配套协议
- 2025年度土地流转承包与农村金融服务合作协议3篇
- 二零二五年度解除劳动合同经济补偿金及员工心理咨询服务合同3篇
- 2025年度办公室租赁合同(含企业活动策划与执行)3篇
- 【8地RJ期末】安徽省芜湖市无为市2023-2024学年八年级上学期期末地理试题(含解析)
- 五级(程控交换)职业技能鉴定理论考试题及答案
- 医疗救护合作协议
- 《微元法的应用》课件
- 文职-管理学基础知识点
- 标准门面租房合同范本
- 《无人机飞行操控技术(微课版)》全套教学课件
- 2023-2024学年广东省深圳高级中学七年级(上)期末历史试卷
- 妇科宫腔镜技术风险评估预案
- 数据分析师历年考试真题试题库(含答案)
- 2024年全国教育大会精神全文课件
评论
0/150
提交评论