



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
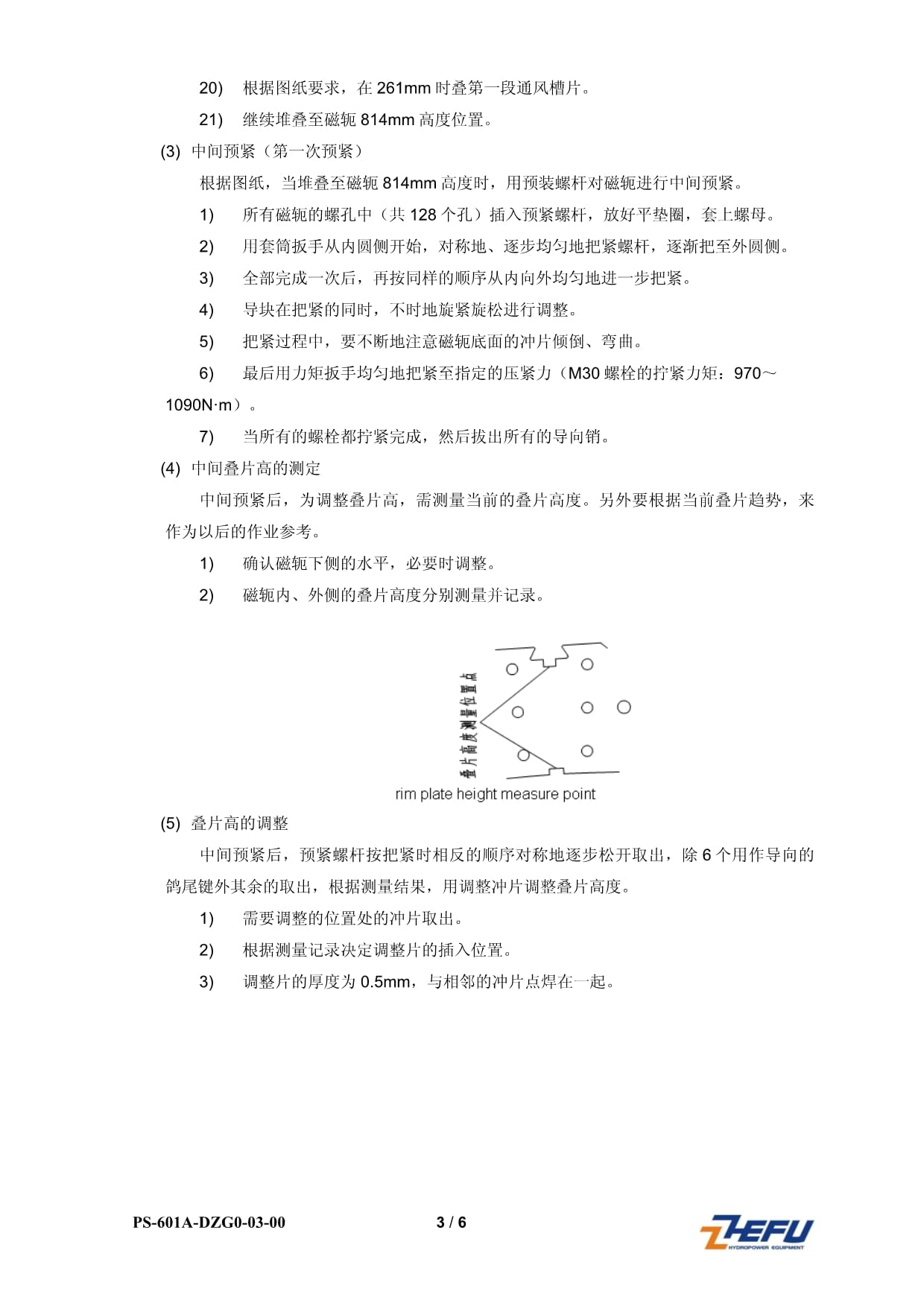
PS-601A-DZG0-03-00/=numpages12-66转子组装本说明书为转子现场组装的指导性文件,文件中未涉及内容请参照DL/T5230-2009《水轮发电机转子现场装配工艺导则》执行。在转子组装之前,请仔细阅读下列文件和图纸:DL/T5230-2009《水轮发电机转子现场装配工艺导则》PR-601A-DZG0-21转子组装现场布置图PR-601A-DZG0-10转子装配PR-601A-DZG0-16转子中心体PR-601A-DZG0-33磁轭叠装PR-601A-DZG0-41磁轭叠装工具PR-601A-DZG0-69磁轭键装配PR-601A-DZG0-70磁极键装配PR-601A-DZG0-44励磁引线与极间连接PR-601A-DZG0-71制动环装配安装场的布置由于运输条件的限制,转子由磁轭、磁极、中心体(含主轴)分别运至工地,在现场进行装配。参考图纸:《转子组装现场布置图》将转子中心体竖立放置在转子安装平台上,在磁轭下面放置支撑。清理转子安装平台,放置千斤顶,在受力支墩上,垫丁腈橡胶垫。将转子慢慢吊入安装场地,确定受力支墩没问题。用千斤顶调整中心体水平至0.1mm/m以内,把紧转子与支墩的把合螺栓。转子中心体清理,除去保护板、防锈剂。磁轭叠装磁轭是一个薄铁片的叠装结构,整圆由4片磁轭片组成,由拉紧螺杆压紧,且在转子中心体与磁轭片间设置了一组弹簧板。磁轭叠装的准备在中心体的周围布置好脚手架和冲片放置平台。测定并记录磁轭键槽的深度(若有工厂加工记录,此项可以不做)。按重量分类将冲片放置于平台上。磁轭叠装(第一次)磁轭冲片厚3.0mm,整圆为4张4极扇形片组成。使用导向键,导向销和鸽尾槽导向块确定基准进行叠装。每3张扇形片组成一层冲片,每层错开一个极距叠装,详细见图纸《磁轭叠装》。另外,测定磁轭冲片高度,必要时插入调整垫片(调整冲片为由两种扇形片组合的复合冲片)。清除中心体外侧和磁轭键槽内的防锈剂。T型键、打入键、定位块等去除防锈剂,并清洗干净。布置磁轭下方的8个千斤顶。中心体键槽的底面、两侧面涂上二硫化钼。将磁轭下端板放至转子中心体上,并用管式千斤顶调整其到水平。叠放第一层磁轭片(每层包含3片磁轭片)。导向键表面涂润滑剂二硫化钼,将其放入转子中心体的键槽内。用导向键调整磁轭片的位置。继续叠第二层磁轭片,错开一极的角度22.5°,并插入两个导向销子。利用导向销和导向键,以同样的方法堆叠其他磁轭片。当堆叠高度达到100mm时,在冲片的导向键槽处上方用木榔头仔细敲击使冲片结合密实。在磁轭片外侧的槽内装入鸽尾导向键。用水平仪测量磁轭的水平及挠度,调整千斤顶使磁轭内径侧、磁轭中径侧及外径侧的h1、h2、h3的差在1mm以内。将两个鸽尾导向键(涂润滑剂的)插入安装磁极的槽内,用调整螺栓固定。测量转子中心体和磁轭片间的间隙,当磁轭与中心体分开时,调整其中心。继续堆叠磁轭,并将鸽尾键和导向销上移。上移鸽尾导向键后锁定调整螺栓。叠片时每叠100mm用木榔头敲击冲片的内缘侧(靠中心体侧)使冲片密实叠紧。每堆叠300mm磁轭检查一次上、下侧水平,并用管式千斤顶调整其水平。视情况在导向键、导向销、双鸽尾导向键以及转子中心体表面加涂润滑剂,以防止与磁轭板发生咬边。根据图纸要求,在261mm时叠第一段通风槽片。继续堆叠至磁轭814mm高度位置。中间预紧(第一次预紧)根据图纸,当堆叠至磁轭814mm高度时,用预装螺杆对磁轭进行中间预紧。所有磁轭的螺孔中(共128个孔)插入预紧螺杆,放好平垫圈,套上螺母。用套筒扳手从内圆侧开始,对称地、逐步均匀地把紧螺杆,逐渐把至外圆侧。全部完成一次后,再按同样的顺序从内向外均匀地进一步把紧。导块在把紧的同时,不时地旋紧旋松进行调整。把紧过程中,要不断地注意磁轭底面的冲片倾倒、弯曲。最后用力矩扳手均匀地把紧至指定的压紧力(M30螺栓的拧紧力矩:970~1090N·m)。当所有的螺栓都拧紧完成,然后拔出所有的导向销。中间叠片高的测定中间预紧后,为调整叠片高,需测量当前的叠片高度。另外要根据当前叠片趋势,来作为以后的作业参考。确认磁轭下侧的水平,必要时调整。磁轭内、外侧的叠片高度分别测量并记录。叠片高的调整中间预紧后,预紧螺杆按把紧时相反的顺序对称地逐步松开取出,除6个用作导向的鸽尾键外其余的取出,根据测量结果,用调整冲片调整叠片高度。需要调整的位置处的冲片取出。根据测量记录决定调整片的插入位置。调整片的厚度为0.5mm,与相邻的冲片点焊在一起。注:调整片与冲片不能有明显的段差(高差),否则用砂轮打磨。另外,如果是两张以上的调整片叠合在一起,则放置这些调整片时,相互间在边缘处错开15mm,使之过渡均匀。磁轭叠片(第二次)第二次的叠法与第一次相同,在最后一步磁轭叠装前,利用导向销、导向键、双鸽尾导向键以及转子中心体的外圆基准面。第二次预紧磁轭叠片全部完后,按照中间预紧一样的方法用预紧螺杆将磁轭把紧。再一次检查确认中心体的水平。确认鸽尾键和导块正确、有效地设置或夹紧在磁轭上,然后取出导向销。磁轭上所有的螺孔中均插入螺杆,进行预紧。与中间预紧时一样,最终用力矩扳手拧紧,确认拧紧力矩及螺栓的伸长量。采用扳手时,螺栓(M36)的拧紧力矩为:1230~1300N.m。最终叠片高度的测量与调整采用中间叠片高度测量时相同的方法测量最终叠片高度。第二次预紧后,预紧螺杆和组装基准位置以外的鸽尾键取出,根据叠片高度的测量记录调整叠片高度和磁轭的不均度。根据图纸尺寸,磁轭堆高在14882mm范围内。磁轭高度、均匀度调整结束后,进行第三次的磁轭预紧工作。磁轭铰孔及磁轭螺杆把紧磁轭高度、均匀度调整结束后,在预紧螺杆把紧状态下,顺序取出部分预紧螺杆进行磁轭螺杆孔较制、扩孔,并装上磁轭拉紧螺杆。每张扇形冲片上取出3~4个预紧螺杆。风动扳手上装上(带柄)铰刀将上侧螺杆孔的螺杆入口铰好,然后在铰刀上装上套式铰刀,逐步往下铰,直到铰通为止。铰完后,仔细清扫,磁轭拉紧螺杆上涂上二硫化钼,用铅锤将螺杆打入。注意:拉紧螺杆伸出磁轭两端的尺寸在图纸中已指定,螺杆位置要调整正确。螺杆打入顺利的话,按前面的要领,在磁轭的对称位置将螺杆孔铰好,清扫。对称两个位置的拉紧螺杆装设好后,装上磁轭压板、平垫、螺母等。注意:励磁引线需在磁轭上固定,该处的螺杆、压板、座零件等要按图纸中指示的位置放置。按照规定的拧紧力矩或螺杆伸长量、对称地顺序把紧螺杆,这一过程中还要调整螺杆位置,使两端伸出部分符合图纸要求。螺栓(M36)的拧紧力矩为:1230~1300N.m。按照前面的要领继续铰孔,装螺杆。全部拉紧螺杆的把紧工作结束时,检查、确认所有螺杆的把紧力矩或伸长量。最后检查磁轭是否有扭斜,叠片高度是否超差。满足要求的话,点焊牢螺母锁定。拔掉所有的导向键,并彻底清扫整个磁轭。调整转子中心体的位置用测量工具和千分卡尺测量磁轭与中心体间的键槽上、下两端处的深度。使用指定的键槽测量工具,注意测量工具的方向和锥度。每个键槽测两次,拔出并重新设定测量工具,并且在再次插入键槽前必须彻底清扫测量工具上的键槽毛刺等。测量工具插入后,用木锤或塑料锤轻轻敲打,然后用外径千分尺进行测量。此外,测量工具必须安装和测量工作应由同一个工人来完成。不是其他工人来操作,以免会导致不同的差异和测量方法。当测量工作完成后,测量工具重新进行防锈并保存,该工具不能用于其他的工作。根据测量结果,确定使转子中心体的旋转中心与磁轭的中心一致。转子的旋转扭矩是通在中心体与磁轭间的键来传递的。磁轭键的放置和打入用空气吹净键槽,打入键与中心体键槽的接触面涂上红丹粉,插入键中检查与中心体键槽面的配合情况。实际接触部分占总接触面80%以下时,需用砂轮、锉刀修整。接触面处理好后,接触面涂上二硫化钼后将打入键插入,由人对打入键进行打紧,按对称原则用7.5kg的榔头尽可能的打紧打入键,打紧过程中随时检查磁轭与中心体,最后由砂轮切割机沿切割槽切断打入键。接触面涂上二硫化钼后全部打入键中。打入端用止动板、螺栓、止动垫锁定。弹簧板的安装清除垫片和弹簧板上的防锈剂,清洗并检查无缺陷。将止动弹簧板挡块安装在转子中心体侧。按规定的拧紧力矩拧紧弹簧板螺栓。点焊固定紧定螺栓在中心体上。磁极安装键槽拉削和磁轭喷漆通过拉削的方法对磁极安装用的鸽尾槽(16处)进行加工,以消除由于堆叠造成的磁轭片不平。磁极的鸽尾斜面(A面)用拉刀拉削,拉刀拉时每次切削量大约在0.02mm,用调整垫来调整每次的拉削量,直至完成。拉削后用鸽尾形的卡规(约20mm长)来检查鸽尾槽,同时用直尺涂上红丹粉,上下移动来检查整个挂装面(突出部位会沾上红粉),必要时用锉刀等来修磨。另外,用直尺(500mm长)和厚度仪来检查叠片的波浪度。接触面必须超过整个测量面的60%,(通过颜色来判断),并且波浪度在0.3mm/m以下。拉削鸽尾槽的共有三种非常接近的拉力。拉削工作结束后用空气吹净。用锉刀修挫磁极键槽底部(B面)。用锉刀修挫外缘侧极间连接用槽,用于固定极间连线。全面清扫磁轭后,磁轭外表面(周面、端面)喷漆防锈防尘,但挂装磁极的表面,固定引线的座、螺孔等不要喷漆(用盖板或纸等盖住)。磁极挂装将16个磁极挂装到磁轭的鸽尾槽中,并用磁极键打紧。测量磁极外径并记录,必要时通过在磁极鸽尾槽中设置调整垫来调整磁极外径。同时在磁极与磁轭之间加垫片,以平衡磁拉力。挂装准备检查磁轭上所有鸽尾槽,确认无异物。磁轭下侧的压板上装上顶丝座板,并用螺栓固定,用单耳止动垫锁紧。调整顶丝座板上的顶丝来初步确定磁极的安装位置。打开箱子,用工具吊出磁极放到地板上并垫以枕木。清扫磁极,用兆欧表检查绝缘电阻在100MΩ以上,达不到的要干燥处理。确定有励磁引出线的磁极的装设位置并在磁轭上做出标记。预装磁极将磁极装上吊具,吊起磁极,清扫整个磁极鸽尾和挂装面,装入磁轭鸽尾槽中。挂装时磁极极间连接片应能挂装在对应的拉紧螺杆上,正式挂装前应安装调整垫片、绝缘垫圈及绝缘管。磁极全部放入后,检查磁极放置位置(中心位置)是否整齐。此时,用磁轭下侧的顶丝并配备行车和起吊工具来调整中心位置。点焊磁极下方的顶丝。预装磁极键磁极键去除防锈剂(油)和杂物,检查清理,双面涂二硫化钼。D,B侧磁轭上鸽尾槽中,插入固定键(短键)。每对磁极键中的固定键用止动板固定在磁极端板上。长键涂上滑润剂(MoS2),插入槽中。打入长键使磁极铁心与磁轭间产生足够的紧量。磁极外径测量在转子中心体上法兰上安装转子中心测圆架,旋转其支臂,测量每个磁极上、中、下侧的外径。确认中心体法兰面的水平度在0.05~0.1mm/m以内。直尺靠于磁极铁心外侧中心,用内径千分尺测磁极外径,并记录。磁极外径的调整(必要时进行)当用转子测圆架测得各个磁极的外径数据后,对不满足要求的,在磁极鸽尾槽中设置调整垫片,使得磁极外径达到设计值。根据外径的测量记录,确定需要的鸽尾槽调整垫片厚度。弯折调整垫片的上端,双面涂二硫化钼,插入鸽尾槽中。旋转测圆架,中心对准磁极中心,测量外径。如果必要,重新调整垫片厚度。当同时使用多张调整垫片时,其中最厚的这一张应放置于最外侧。调整结束后,将垫片焊接于磁极上。安装间隙调整垫用塞尺测量磁极铁心与磁轭间的间隙。共128处,即每个极测量左右、上下8处,共16个极。根据测量记录,选择各个磁极合适的垫片厚度,使磁极与磁轭间的间隙小于1mm。折弯垫片的上端,双面涂二硫化钼,然后插入间隙中。插入的调整片尽量使间隙小,并且尽量做到相对位置的两个磁极在该处留下间隙对称相等。折弯调整垫片的上下两端,使其与磁极上焊接位置匹配。将选定的调整片各自焊到磁极铁心上,(如果是二片以上时,最厚一片放在最外侧,然后塞焊牢)。焊接时,先拆除磁极键和磁极下方的顶丝座板,安装磁极起吊工具,使磁极在槽中自由地上下滑动。焊接时注意保护磁极的线圈与绝缘。检查确认调整垫片已经可靠地焊接固定。重新安装磁极下方的顶丝座板,并将外舌片翻边锁定。装磁极键拆除固定键上的止动板,按下图拆除磁极键。彻底清理磁极键。短键的配合面涂上红丹粉,将短键与长键插入槽中,检查长短键的实际接触面是否良好。(实际接触面需达到整个面积的70%以上,用磨、挫的方法处理接触面)。修磨后,重新插入槽中,在长键的端头侧做好切断的印记(根据紧度判断),留10mm左右的余量。根据切断印记,将长键切去端头,并修磨切端面。长键与磁轭、短键的两接触面涂上二硫化钼,打入键槽中(打入深约10mm)。用压板和螺栓抵住长键的端面,并用止动垫锁定螺栓。电气检查用1000V兆欧表测每个磁极的绝缘电阻,注意测定后要放电。同时记录室温和湿度(容许值5MΩ以上)。磁极连接及励磁引线连接极间连接励磁引线、连接片、N、S连接引线部位充分清扫,连接部检查锡层是否良好。各接合面薄薄的涂一层导电膏。将极间连接片挂装在磁轭拉紧螺杆上,并安装相应的绝缘垫、绝缘套管、止动垫等。调配环氧树脂,将其涂在绝缘管的内外径上,并套入在拉紧螺杆上。根据工厂预装标记,将励磁引线安装在各自的位置上。连接的过程中安装上下绝缘圈和销,并在有间隙处填充环氧树脂。保证引线孔和绝缘管间的间隙均匀,尽量同心。(偏心处最小间隙必须在0.5mm以上)。在环氧树脂固化前,拧紧励磁引线拉紧螺杆上的螺母,并用止动垫将螺栓和螺母止动。在励磁引线连接部位的四周进行锡焊阻尼环连接片连接阻尼环两端和连接片两端的接触面检查清理,必要时修挫表面搪锡。装上连接片,用螺栓把紧并用止动垫锁定。注意:阻尼环连接处不焊锡。线圈支撑块调整转子励磁引线连接励磁引线、连接片、N、S连接引线充分清扫,连接部检查锡层是否良好。励磁引线、连接片预装。参照极间连接的方法,将励磁引线和N、S引线磁极的连接片连接固定(片间涂导电膏,连接后不锡焊)。N、S引线和励磁引线套入螺杆、绝缘管、绝缘垫圈、外舌止动垫片和销子(Φ5),拧紧螺母。磁轭上的螺杆尽量拧到底。中心体上的螺杆在底部焊牢。
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 北师大版一年级下册数学第五单元 加与减(二) 测试卷及参考答案(黄金题型)
- 煤炭开采引发地质灾害调查报告(6篇)
- 关于大学生暑假实习心得
- 湖南省常德市2023-2024学年五年级上学期语文期末试卷(含答案)
- 解除租房合同需要哪些条件
- 诚信代理服务合同机构
- 诚恳道歉自白书
- 语文大专班试题
- 语文要素教学的策略与实践
- 购房合同中的交房时间
- 廉洁进校园清廉润童心小学廉洁主题班会
- (病理科)PDCA提高术中病理诊断及时率
- 北师大版-八年级数学上册期末培优训练:二元一次方程组(含答案)
- 项目服务合同协议
- LED灯具使用说明书使用说明书
- 巴斯蒂安成人钢琴教程第一册
- 肿瘤多学科联合诊疗会诊记录
- 人工智能导论智慧树知到课后章节答案2023年下哈尔滨工程大学
- 医院医保基金使用内部管理制度
- 国家开放大学《营销管理》形考任务1-4参考答案
- 《谁是最可爱的人》说课课件
评论
0/150
提交评论