



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、XXXXXXXXXXXX制制造有限限公司试件与式样样制作指指导书 是否受受控: 受控编编号: 文件会签编 制审 核批 准适用范围钢制锅炉产品焊接检查试件及试样的制作。二、 工作作说明试板准备1.1 划划线根据不同的的要求在在其相应应的材料料上划线线。采用用气割时时,应预预留气割割余量110mmm。如产品焊接接试板尺尺寸为55001500。焊工考试试试板及焊焊接工艺艺评定试试板根据据所依据据的WPPS的要要求在其其适合的的材料上上划线,尺尺寸为55001500。1.2 下下料对于低碳钢钢或低碳碳合金钢钢采用氧氧-乙炔炔切割下下料,清清理熔渣渣。对于不锈钢钢采用等等离子切切割。1.3 开开坡口用于
2、焊工考考试或焊焊接工艺艺评定的的试板,按按考试或或评定下下料尺寸寸表的要要求加工工坡口。焊接和热处处理2.1 用用作焊工工考试或或焊接工工艺评定定的试板板按相应应的PWWPS进进行施焊焊、清理理熔渣及及飞溅。2.2 按按PWPPS的要要求需作作热处理理的应按按规范作作热处理理。试样的制作作3.1 试试板应进进行外观观检查。在在无缺陷陷部位截截取试样样。3.2 试试板两端端舍弃一一定长度度,一般般为200mm。3.3 试试样的类类别及数数量试板类型试样类别数量材料复验试试板拉伸2产品焊接试试板(对对接)拉伸弯曲背弯面弯焊接工艺评评定试板板(对接接)拉伸2弯曲背弯2面弯2焊工考试试试板弯曲背弯1面
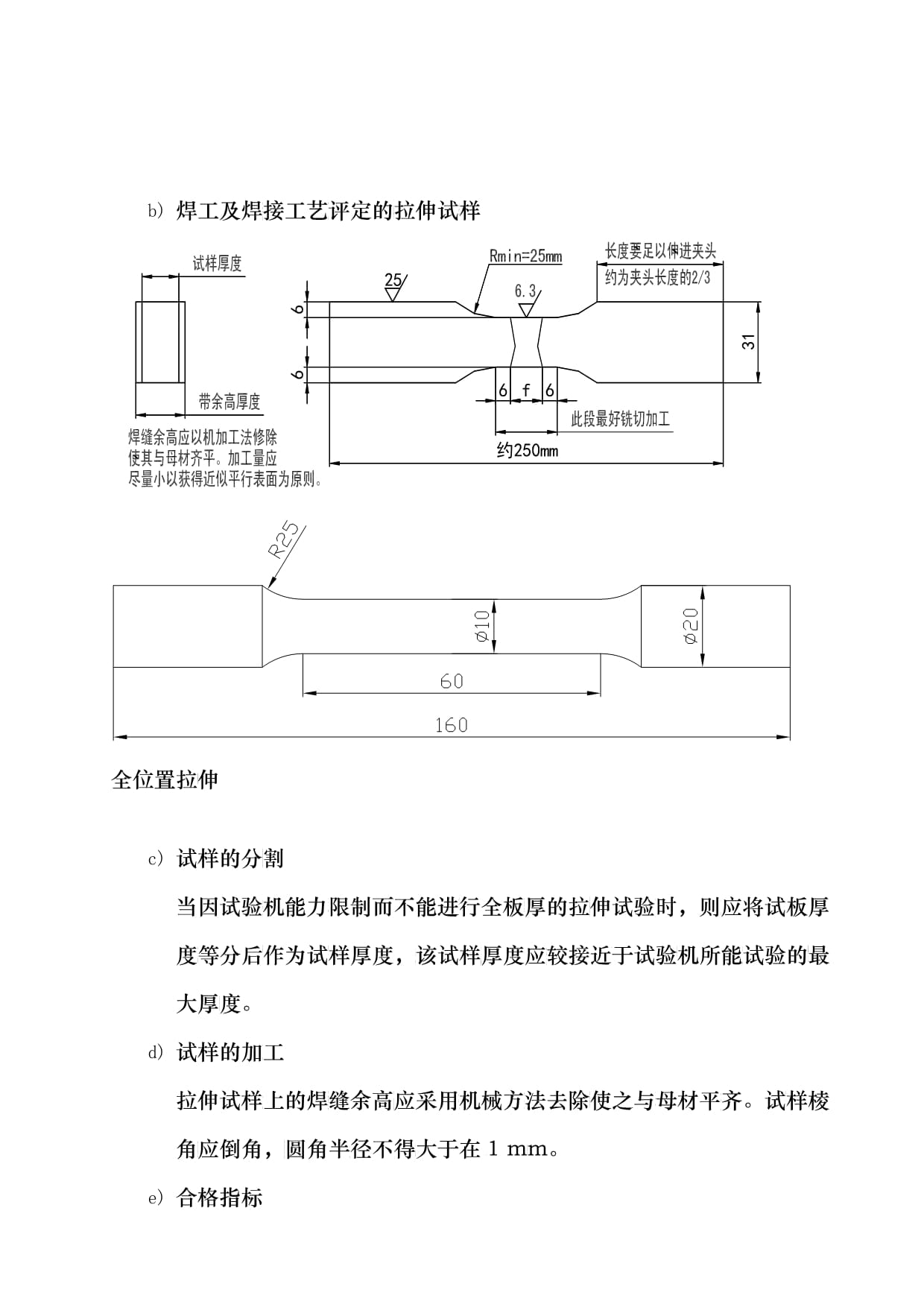
3、弯1注: 当当板厚10mmm时可可采用侧侧弯代替替面弯和和背弯。 当锅筒筒(炉胆胆)纵缝缝的母材材厚度大大于200mm,小于或或等于770mmm时,取取一个全全焊缝金金属的拉拉力试样样,当母母材厚度度大于770mmm时,取取两个拉拉力试样样。试样4.1 拉拉伸试样样(预留留加工余余量宽度度方向每每面4 mm)a) 材料料复验的的拉伸试试样焊工及焊接接工艺评评定的拉拉伸试样样全位置拉伸伸试样的分割割当因试验机机能力限限制而不不能进行行全板厚厚的拉伸伸试验时时,则应应将试板板厚度等等分后作作为试样样厚度,该该试样厚厚度应较较接近于于试验机机所能试试验的最最大厚度度。试样的加工工拉伸试样上上的焊缝缝
4、余高应应采用机机械方法法去除使使之与母母材平齐齐。试样样棱角应应倒角,圆圆角半径径不得大大于在11 mmm。合格指标拉伸试验的的抗拉强强度应大大于或等等于下列列规定之之一:i. 产品品图样的的规定值值ii.钢材材标准抗抗拉强度度下限值值iii.对对于不同同强度等等级的钢钢材组成成的焊接接接头,则则为两种种钢材标标准抗拉拉强度下下限值中中的较小小者。4.2 弯弯曲试验验a) 试样样尺寸如如图。 面弯背弯弯(试样毛坯坯预留加加工余量量,宽度度方向每每面4mmm)面弯、背弯弯试样厚厚度表T,mmY mm钢材T20TT 20020侧弯试样厚厚度表T,mmY宽度 mmmW厚度 mmmT38T10T38注
5、10注:如试试样厚度度超过338 mmm,允允许采用用下述方方法:试样割成大大约等宽宽(200 mmm38 mm)的的多个厚厚度为YY 的试试样。Y当从一一个试样样厚度切切取多个个试样时时,每个个试样的的厚度。b) 试样样的加工工弯曲试样上上焊缝余余高或垫垫板应采采用机械械方法去去除,试试样拉伸伸表面应应齐平,拉拉伸面的的棱角应应修成半半径不大大于2mmm的园园角,且且尽可能能保留焊焊缝两侧侧中至少少一侧的的母材原原始表面面。c) 试验验要求表4.2.3材料种类压轴直径支座间距离离弯曲角度双面焊碳素钢、奥奥氏体钢钢3t5.2t180其他合金钢钢3t5.2t100单面焊碳素钢、奥奥氏体钢钢3t5
6、.2t90其他合金钢钢3t5.2t50d) 合格格标准弯曲试样按按表4.2.33的要求求冷弯到到规定角角度后,其其受拉面面上沿任任何方面面不得有有单条长长度大于于3 mmm的裂裂纹或缺缺陷。试试样的棱棱角开裂裂不计,但但确因夹夹渣或其其他焊接接缺陷引引起试样样棱角开开裂的长长度应计计入。4.3 冲冲击试样样a)试样取取向:试试样纵轴轴应垂直直于焊缝缝轴线,缺缺口轴线线垂直于于母材表表面。b)取样位位置:在在试件厚厚度上的的取样如如图。热影响区冲冲击试样样位置焊缝区冲击击试样位位置1. T60mmm时,tt112mmm,当TT60mmm时,tt2=TT/42. 双面面焊时,tt2从后后焊面的的钢材表表面测量量3. 焊缝缝区试样样的缺口口轴线应应4.热影响响区试样样的缺口口轴线至至试样轴轴线与熔熔合线交交点的距距离大于于零,且且应尽可可能多的的通过热热影响区区。5.试样形形式、尺尺寸和试试验方法法应符合合GB/T2229的规规定。4.4 角角焊缝试试样制备备 a)板材角角焊缝试试件尺寸寸如图。两边舍弃分分别为225
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 吉林省蛟河市2025年高考仿真模拟化学试卷含解析
- 2025届湖北省浠水实验高中高三第一次模拟考试化学试卷含解析
- 2025年直流传动矿井提升机项目发展计划
- 2025年血液灌流吸附器项目发展计划
- 2025年铬系铁合金项目合作计划书
- 室内硬装服务流程
- 第31 届 WMO 融合创新讨论大会小学四年级初测试卷
- 2025届辽宁省大连经济技术开发区得胜高级中学高考考前模拟化学试题含解析
- 中考数学高频考点专项练习:专题14 考点32 正方形 (1)及答案
- 护理答辩怎么做
- 压力容器的焊接课件
- 私募股权投资基金设立谅解备忘录签署版
- 中考数学《统计与概率》专题复习(含答案)
- oracle系统表详解(中文)
- 《图形创意设计》PPT课件(完整版)
- 胬肉攀晴中医护理常规
- 电力行业迎峰度夏措施检查情况表
- 煤矿培训教案机电安全知识
- 建设工程竣工联合验收申请报告及意见表
- 信息技术培训个人研修总结(廖信崇)
- 019-注塑首件流程作业指导书
评论
0/150
提交评论