



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
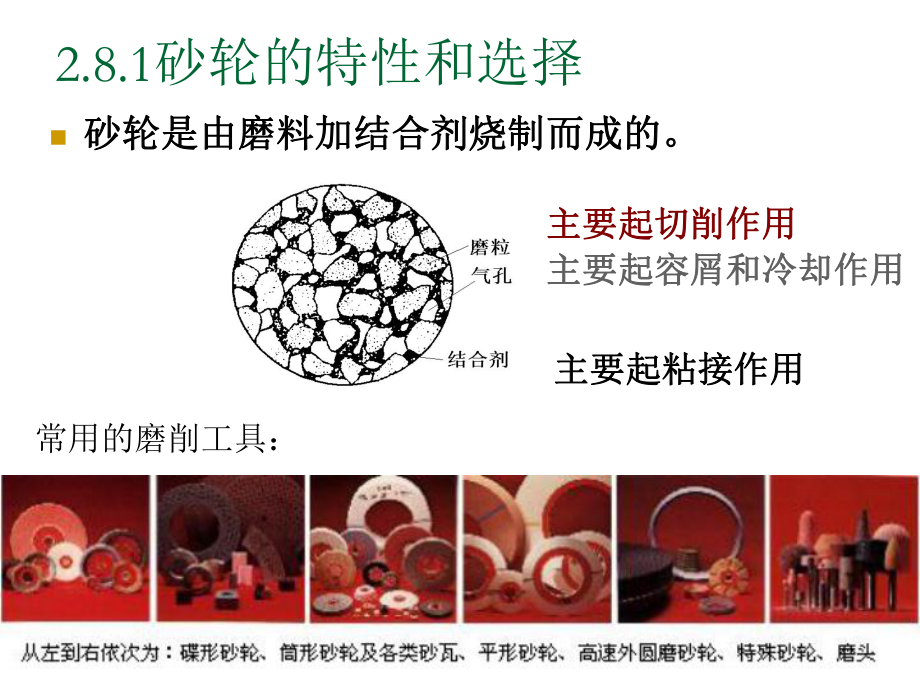
1、1第八节 磨削原理22.8 磨削原理n磨削是一种精加工方法。n尺寸精度可达IT5IT7。n表面粗糙度能达到0.80.08m.32.8.1砂轮的特性和选择主要起切削作用主要起切削作用主要起粘接作用主要起粘接作用主要起容屑和冷却作用主要起容屑和冷却作用n砂轮是由磨料加结合剂烧制而成的。砂轮是由磨料加结合剂烧制而成的。常用的磨削工具:42.8.1砂轮的特性和选择决定砂轮特性的要素:磨料、粒度、结合剂、硬决定砂轮特性的要素:磨料、粒度、结合剂、硬度、组织及尺寸形状度、组织及尺寸形状n磨料:磨料:其选择主要取决于工件材料的硬度应具备的条件:应具备的条件:硬度高、红硬性好;有一定的强度和韧硬度高、红硬性好
2、;有一定的强度和韧性;有锋利的边刃性;有锋利的边刃 常用的磨料:常用的磨料:氧化物系:主要成分是三氧化二铝氧化物系:主要成分是三氧化二铝碳化物系:通常以碳化硅、碳化硼等为肌体碳化物系:通常以碳化硅、碳化硼等为肌体高硬磨料系:主要有人造金刚石和立方氮化硼高硬磨料系:主要有人造金刚石和立方氮化硼(CBN)52.8.1砂轮的特性和选择62.8.1砂轮的特性和选择决定砂轮特性的要素:磨料、粒度、结合剂、硬决定砂轮特性的要素:磨料、粒度、结合剂、硬度、组织及尺寸形状度、组织及尺寸形状n粒度:粒度:指磨料颗粒的尺寸大小指磨料颗粒的尺寸大小,对颗粒的最大尺寸大于,对颗粒的最大尺寸大于40m40m的磨料用磨粒
3、能通过的筛网上每英寸长度上的孔数表的磨料用磨粒能通过的筛网上每英寸长度上的孔数表示粒度号;直径小于示粒度号;直径小于40m40m时的磨粒称为微粉。时的磨粒称为微粉。60号粒度:磨粒能通过每英号粒度:磨粒能通过每英寸长度上有寸长度上有60个孔眼的筛网个孔眼的筛网尺寸为尺寸为20m的微粉,其粒度的微粉,其粒度号为号为W20 砂轮粒度的对比砂轮粒度的对比粒度号越大,砂轮越细粒度号越大,砂轮越细粒度的选择取决于加工表面粒度的选择取决于加工表面粗糙度的要求粗糙度的要求72.8.1砂轮的特性和选择决定砂轮特性的要素:磨料、粒度、结合剂、硬决定砂轮特性的要素:磨料、粒度、结合剂、硬度、组织及尺寸形状度、组织
4、及尺寸形状n粒度:粒度:常见砂轮粒度及使用范围常见砂轮粒度及使用范围82.8.1砂轮的特性和选择决定砂轮特性的要素:磨料、粒度、结合剂、硬决定砂轮特性的要素:磨料、粒度、结合剂、硬度、组织及尺寸形状度、组织及尺寸形状n结合剂:结合剂:将磨粒粘合在一起,使砂轮具有一定的强度、将磨粒粘合在一起,使砂轮具有一定的强度、气孔、硬度和抗腐蚀、抗潮湿等性能气孔、硬度和抗腐蚀、抗潮湿等性能 。它。它直接影响砂直接影响砂轮的强度、耐热性和耐用度轮的强度、耐热性和耐用度陶瓷结合剂(代号陶瓷结合剂(代号V)树脂结合剂(代号树脂结合剂(代号B) 橡胶结合剂(代号橡胶结合剂(代号R) 金属结合剂(代号金属结合剂(代号
5、M) 结合剂的选择取决于磨削速度结合剂的选择取决于磨削速度92.8.1砂轮的特性和选择种类主要成分特点应用场合无机类陶瓷化学性质稳定,耐水、耐酸、耐热,成本低。但其性脆,韧性及弹性较差,不能承担侧面弯扭力,大多数砂轮均使用。但不宜于制造切断砂轮。其砂轮线速度一般为35m/s青铜主要用于制作金刚石砂轮。形面成型性好,抗张强度高,有一定的韧性。但自励性差主要用于粗磨,精磨硬质合金及磨削与切断光学玻璃、陶瓷、半导体等有机类树脂强度高,弹性好;耐热性差,自励性好。但气孔率小,易堵塞;磨损快,易失去廓形;耐腐蚀性差,不宜和碱性切削液一起使用切削速度可达45m/s,多用于高速磨削、切断和开槽。可磨薄壁工件
6、、硬质合金等橡胶比树脂弹性更好,使砂轮具有良好的抛光作用。但耐热性差,气孔小,砂轮组织教紧密,磨削生产率低多用于制造无心磨床的导轮和切断、开槽及抛光砂轮。不宜用于粗加工结合剂的选择结合剂的选择102.8.1砂轮的特性和选择决定砂轮特性的要素:磨料、粒度、结合剂、硬决定砂轮特性的要素:磨料、粒度、结合剂、硬度、组织及尺寸形状度、组织及尺寸形状n硬度:硬度:磨粒与结合剂的粘结强度。砂轮硬,磨粒不易磨粒与结合剂的粘结强度。砂轮硬,磨粒不易脱落;砂轮软,磨粒易于脱落。脱落;砂轮软,磨粒易于脱落。n砂轮硬度选择原则:砂轮硬度选择原则:112.8.1砂轮的特性和选择磨削条件工件硬度工作种类加工接触面磨削种
7、类砂轮粒度高 低有色金属、橡胶、树脂淬火钢大小精磨、成型磨粗磨 细 粗砂轮硬度软 硬软硬软硬硬软软 硬n 砂轮硬度选择原则:砂轮硬度选择原则:122.8.1砂轮的特性和选择决定砂轮特性的要素:磨料、粒度、结合剂、硬度、决定砂轮特性的要素:磨料、粒度、结合剂、硬度、组织及尺寸形状组织及尺寸形状n组织:组织:砂轮组织表示磨粒、结合剂、气孔三者之间的比砂轮组织表示磨粒、结合剂、气孔三者之间的比例关系。磨粒在砂轮总体积中所占比例越大,砂轮组织例关系。磨粒在砂轮总体积中所占比例越大,砂轮组织越紧密,气孔越小。越紧密,气孔越小。13292.8.1砂轮的特性和选择决定砂轮特性的要素:磨料、粒度、结合剂、硬度
8、、决定砂轮特性的要素:磨料、粒度、结合剂、硬度、组织及尺寸形状组织及尺寸形状n组织的选择:组织的选择: 1)紧密组织砂轮适于精加工、成型磨削及重压下的磨削。)紧密组织砂轮适于精加工、成型磨削及重压下的磨削。 2)中等组织砂轮适于一般磨削。)中等组织砂轮适于一般磨削。 3)疏松组织砂轮不易堵塞,适于平面磨、内圆磨等磨削接)疏松组织砂轮不易堵塞,适于平面磨、内圆磨等磨削接触面大的工序,以及磨削热敏性强的材料或薄壁工件。触面大的工序,以及磨削热敏性强的材料或薄壁工件。142.8.1砂轮的特性和选择常见砂轮形状、代号及其用途152.8.2磨削运动及磨削用量n常用的磨削方法:常用的磨削方法: 外圆磨削外
9、圆磨削 平面磨削平面磨削 内圆磨削内圆磨削 成型磨削成型磨削 无心外圆磨削无心外圆磨削162.8.2 磨削运动及磨削用量各种磨削加工172.8.2磨削运动及磨削用量182.8.2磨削运动及磨削用量n磨削的主运动:砂轮的旋转运动磨削的主运动:砂轮的旋转运动vcsmoondv/1000cvc Ra , 但受砂轮强度的限制,但受砂轮强度的限制,常用常用3035m/s192.8.2磨削运动及磨削用量n磨削的进给运动:工件的切向运动磨削的进给运动:工件的切向运动vwsmndvwww/1000vw 生产率生产率 , 工件磨削烧伤工件磨削烧伤但但vw过大,振动过大,振动 工件工件Ra202.8.2磨削运动及
10、磨削用量n工件的轴向进给运动工件的轴向进给运动fa:工件转一周,工件和砂轮在砂轮轴线方向的相对位移工件转一周,工件和砂轮在砂轮轴线方向的相对位移根据砂轮宽度根据砂轮宽度B选则:选则:粗磨:粗磨: fa(0.30.85)B精磨:精磨: fa(0.20.3)B212.8.2磨削运动及磨削用量n径向进给运动径向进给运动fr:工作台两个行程之间砂轮在半径方向上的相对位移工作台两个行程之间砂轮在半径方向上的相对位移选择:选择:粗磨:粗磨: fr(0.010.07)mm/行程行程精磨:精磨: fr(0.0050.02)mm /行程行程222.8.3磨削过程磨削过程示意图磨削过程示意图磨粒在砂轮工作表面上是
11、随机分布的磨粒在砂轮工作表面上是随机分布的每一颗磨粒的形状和大小都是不规则的每一颗磨粒的形状和大小都是不规则的n 砂轮工作表面的形貌特征砂轮工作表面的形貌特征232.8.3磨削过程 磨粒形状不规则,其刀尖角为磨粒形状不规则,其刀尖角为90o120o 均为负前角均为负前角 磨粒的切削刃为空间曲线,前刀面为空间曲面且形状不规则磨粒的切削刃为空间曲线,前刀面为空间曲面且形状不规则 磨粒的切削刃有几个磨粒的切削刃有几个几十个微米的圆角,经过修正磨粒上会几十个微米的圆角,经过修正磨粒上会出现微刃出现微刃n 磨粒的特点242.8.3磨削过程滑擦阶段滑擦阶段刻划阶段刻划阶段切削阶段切削阶段n 切屑的形成过程
12、切屑的形成过程磨削塑性材料时,形成带状切屑;磨削塑性材料时,形成带状切屑;磨削脆性材料时,形成挤裂切屑。磨削脆性材料时,形成挤裂切屑。在磨削过程中产生的高温作用下,切屑熔化可成为球状在磨削过程中产生的高温作用下,切屑熔化可成为球状或灰烬形态或灰烬形态 单颗磨粒的切削过程单颗磨粒的切削过程磨削的切削厚度很薄只有磨削的切削厚度很薄只有0.005-0.05mm252.8.3磨削过程n 切屑的形成过程切屑的形成过程 单颗磨粒的切削过程单颗磨粒的切削过程滑擦滑擦刻划刻划切削切削262.8.3磨削过程n单个磨粒的切削厚度单个磨粒的切削厚度 vw , fr hDgmax vc ,dw hDgmax 粒度号大
13、(细粒度)的砂轮粒度号大(细粒度)的砂轮e大,大, hDgmax 小小0max2dfvvhrcwDg272.8.4磨削力nF的产生来源:的产生来源:工件弹性、塑性变形的阻力;磨粒与切屑、工件弹性、塑性变形的阻力;磨粒与切屑、磨粒与工件之间的摩擦力磨粒与工件之间的摩擦力nF的三个分力:的三个分力:主切削力主切削力Fc;切深力;切深力Fp;进给力;进给力Ff282.8.4磨削力nF的特点: 单位摩擦力大单位摩擦力大 切深力切深力Fp大于主切削力大于主切削力Fc主切削力主切削力Fc大于进给力大于进给力Ff。 磨削力随不同的磨削阶段而变化磨削力随不同的磨削阶段而变化工件材料钢淬火钢铸铁Fp/Fc1.6
14、-1.81.9-2.62.7-3.2表27 磨削时的Fp/Fc比值292.8.4磨削力n影响磨削力影响磨削力F的因素的因素 砂轮速度增大砂轮速度增大,F随之减小随之减小 工件速度、轴向进给量增大工件速度、轴向进给量增大,F增大增大 径向进给量增大径向进给量增大,F增大增大 砂轮的磨损砂轮的磨损,F 增大增大302.8.5磨削热与磨削温度n磨削热的产生:磨削热的产生:划擦阶段、刻划阶段、切削阶段消划擦阶段、刻划阶段、切削阶段消耗的能量绝大部分转换为热量产生磨削热耗的能量绝大部分转换为热量产生磨削热n磨削温度的概念:磨削温度的概念: 工件平均温度工件平均温度:指磨削热传入工件引起的工件温升,它影响
15、工件的形指磨削热传入工件引起的工件温升,它影响工件的形状和尺寸精度。在精磨时,为获得高尺寸精度,要尽可能降低工件平均温状和尺寸精度。在精磨时,为获得高尺寸精度,要尽可能降低工件平均温度并防止局部温度不均度并防止局部温度不均 磨粒磨削点温度磨粒磨削点温度dot: 指磨粒切削刃与切屑接触部分的温度,是磨削指磨粒切削刃与切屑接触部分的温度,是磨削中温度最高的部位,可达中温度最高的部位,可达1000左右。是研究磨削刃的热损伤、砂轮的磨左右。是研究磨削刃的热损伤、砂轮的磨损、破碎和粘附等现象的重要因素。损、破碎和粘附等现象的重要因素。 磨削区温度磨削区温度A:指砂轮与工件接触区的平均温度,一般约有指砂轮
16、与工件接触区的平均温度,一般约有500800,它与磨削烧伤和磨削裂纹的产生有密切关系,它与磨削烧伤和磨削裂纹的产生有密切关系 磨削加工工件表面层的温度分布磨削加工工件表面层的温度分布,是指沿工件表面层深度方向温度的变化,它与加工表面变质层的生成机理、磨削裂纹和工件的使用性能有关。312.8.5磨削热与磨削温度砂轮磨削区温度和磨粒磨削点温度图n磨削热的产生:磨削热的产生:划擦阶段、刻划阶段、切削阶段消划擦阶段、刻划阶段、切削阶段消耗的能量绝大部分转换为热量产生磨削热耗的能量绝大部分转换为热量产生磨削热n磨削温度的概念:磨削温度的概念:一定要把一定要把磨削区温度磨削区温度、磨粒磨削点温度磨粒磨削点
17、温度和和工件工件平均温度平均温度三者的含义区三者的含义区分清楚分清楚 322.8.5磨削热与磨削温度n影响磨削温度的因素:影响磨削温度的因素: 砂轮速度砂轮速度 工件速度工件速度 径向进给量径向进给量工件材料工件材料砂轮硬度与粒度砂轮硬度与粒度332.8.6磨削表面质量磨削表面的微观不平度磨削表面的微观不平度(表面粗糙度表面粗糙度) 磨削表面层的机械物理性能磨削表面层的机械物理性能磨削表面质量磨削表面质量n 表面粗糙度表面粗糙度: Vc、Vw分别为砂轮和工件的速度 Rt、Rw分别为砂轮和工件的半径 m单位面积上的磨粒数 e未变形切屑的宽度与平均厚度的比值经验公式经验公式2133max222ww
18、tcwtVRRRVm eR R342.8.6磨削表面质量n磨削表面粗糙度公式的讨论:磨削表面粗糙度公式的讨论:m ,Rmax Vc 或或Vw ,使,使VwVc的比值减小,的比值减小, Rmax Rt , Rmax ;同理,;同理, Rw , Rmax 砂轮宽度砂轮宽度B大时,大时,e值值 ,可减小,可减小Rmax 磨粒切削刃高度的等高性越好、磨粒越细,磨粒切削刃高度的等高性越好、磨粒越细,Rmax径向进给量越小,径向进给量越小, Rmax磨削振动越小,磨削振动越小, Rmax2133max222wwtcwtVRRRVm eR R352.8.6磨削表面质量n磨削表面层的机械物理性能:磨削表面层的
19、机械物理性能:v表面烧伤表面烧伤v表面残余应力表面残余应力v磨削裂纹磨削裂纹362.8.6磨削表面质量n改善磨削表面层的机械物理性变化的途径改善磨削表面层的机械物理性变化的途径 : 减少磨削热减少磨削热: 加速磨削热传出加速磨削热传出:选择合适的磨削用量和适当的光磨次数选择合适的磨削用量和适当的光磨次数减小径向进给量减小径向进给量fr;选取较软的砂轮;减少工件和砂;选取较软的砂轮;减少工件和砂轮的接触面积;根据磨削要求合理选择砂轮的粒度;轮的接触面积;根据磨削要求合理选择砂轮的粒度;经常保持砂轮在锋利条件下磨削,并选择适宜的润滑经常保持砂轮在锋利条件下磨削,并选择适宜的润滑性能较好的切削液,以
20、减小磨粒与工件间摩擦等。性能较好的切削液,以减小磨粒与工件间摩擦等。 除了适当提高工件速度和轴向进给量外,主要除了适当提高工件速度和轴向进给量外,主要是采用有效的冷却方法是采用有效的冷却方法:采用喷雾冷却、高压冷采用喷雾冷却、高压冷却和内冷却却和内冷却372.8.7砂轮的磨损与修整n砂轮的磨损砂轮的磨损v磨耗磨损磨耗磨损 v破碎磨损破碎磨损 v堵塞粘附堵塞粘附按照磨损机理的不同将砂轮磨损过程分为三个阶段:按照磨损机理的不同将砂轮磨损过程分为三个阶段: 1)初期阶段的磨损主要是磨粒的破碎初期阶段的磨损主要是磨粒的破碎 2)第二阶段的磨损主要是磨耗磨损第二阶段的磨损主要是磨耗磨损 3)第三阶段的磨
21、损主要是结合剂破碎第三阶段的磨损主要是结合剂破碎382.8.7砂轮的磨损与修整n砂轮的修整砂轮的修整砂轮工作表面修整后的砂粒微刃 修整工具本身不作旋转运动修整工具本身不作旋转运动 修整工具本身作回转运动或直线运动修整工具本身作回转运动或直线运动 修整工具是钢的或硬质合金的挤压轮修整工具是钢的或硬质合金的挤压轮目的:用修整工具把砂轮工作表面修整成目的:用修整工具把砂轮工作表面修整成所要求的型廓和锐度所要求的型廓和锐度修整方式修整方式392.8.8磨削液n磨削液的作用:润滑及冷却、洗涤和防锈磨削液的作用:润滑及冷却、洗涤和防锈n磨削液的种类:磨削液的种类:种类成分效果油性油性磨削液磨削液矿物油低粘
22、度及中粘度轻质矿物油油溶性防腐剂极性添加剂润滑性好润滑性好冷却性较差冷却性较差极压油低粘度及中粘度轻质矿物油极压添加剂水溶性水溶性磨削液磨削液乳化液极压乳化液水矿物油乳化液防锈添加剂乳化液极压添加剂润滑性较差润滑性较差冷却性好冷却性好化学合成剂水表面活性剂(非离子型、阴离子型或皂类)水表面活性剂防锈添加剂极压添加剂无机盐磨削液水无机盐类水无机盐表面活性剂402.8.8磨削液通常采用的磨削液供给方法是通常采用的磨削液供给方法是浇注法浇注法,即,即用低压泵把磨削用低压泵把磨削液输送至喷嘴,借助液体本身的重力作用浇注到砂轮与工液输送至喷嘴,借助液体本身的重力作用浇注到砂轮与工件的接触区件的接触区。为冲破环绕砂轮表面的气流障碍,提高冷却润滑效果,对为冲破环绕砂轮表面的气流障碍,提高冷却润滑效果,对供液方法做了不少改进,例如采用供液方法做了不少改进,例如采用压力冷却压力冷却,砂轮内冷却砂轮内冷却,喷雾冷却喷雾冷却,浇注法与超声波并用以及对砂轮作浸渍处理浇注法与超声波并用以及对砂轮作浸渍处理,实现固体润滑实现固体润滑等等n磨削液的磨削液的供给方法:磨削液的磨削液的供给方法:412.8.9几种高效的磨削技术n高速磨削高速磨削n强力
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2025年撕裂膜绳项目可行性研究报告
- 广告业务代理协议条款书
- 互联网软件安全维护服务合同
- 交通协管员服务协议
- 农业畜牧业生产与营销协议
- 网络游戏行业虚拟物品交易协议
- 青年就业创业实习合同5篇
- 建筑工程内部施工合同5篇
- 兽医微生物学模拟练习题(附参考答案)
- 高级钳工题库(附参考答案)
- 医学课件慢性胰腺炎2
- CMOS光电图像传感器课件
- HG∕T 3781-2014 同步带用浸胶玻璃纤维绳
- 【万向传动轴设计11000字(论文)】
- 基于BOPPPS模型的微观经济学网课教学设计探析-以市场结构理论的教学为例
- 体检培训系列课程(五)-体检套餐选择与制定
- 子宫内膜癌-医师教学查房
- 2024年保密教育线上培训考试题目及答案【全优】
- 2024年4月自考00149国际贸易理论与实务试题及答案含解析
- DZ∕T 0214-2020 矿产地质勘查规范 铜、铅、锌、银、镍、钼(正式版)
- 营销现场作业安全工作规程
评论
0/150
提交评论