



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、- 1 -快速快速换型换型Single Minute Exchange of Die- 2 -SMED的创造者的创造者新乡重夫(新乡重夫(Shigeo Shingo )生平:生平: 1909年:生于日本年:生于日本1930年:机械工程专业学士学位年:机械工程专业学士学位19431948年:军需部空气启动鱼类深度机制年:军需部空气启动鱼类深度机制 1950年:形成年:形成SMED的的阶段,阶段,使安裝操作使安裝操作分成内部分成内部作业与相关的外部作业作业与相关的外部作业- 3 -企业实施企业实施SMED之收益之收益n灵活生产,满足多样化需求;灵活生产,满足多样化需求;n不需额外的库存即可满足客户
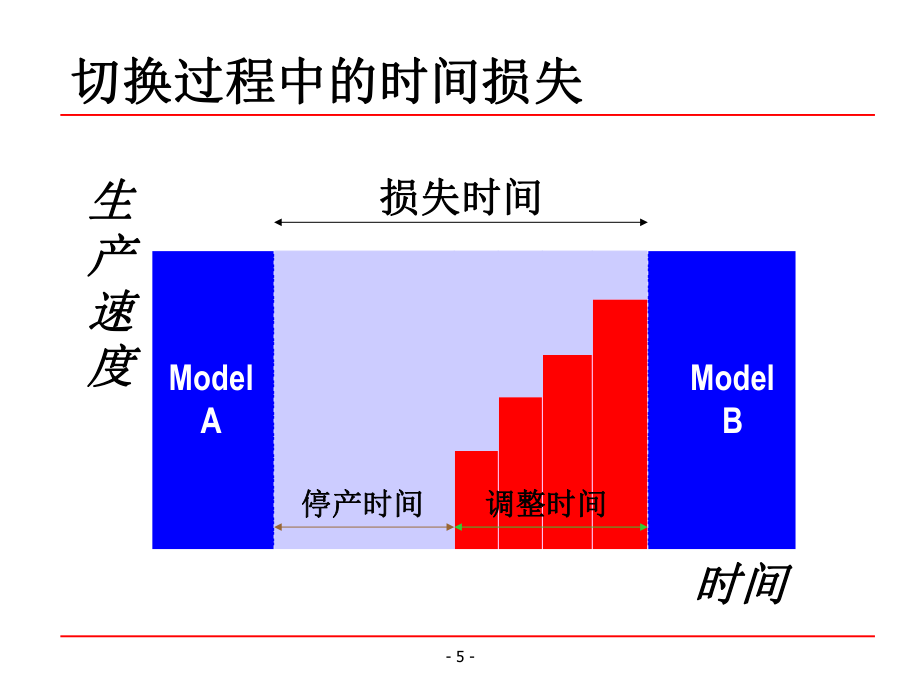
2、要求;不需额外的库存即可满足客户要求;n快速交付多品种的产品;快速交付多品种的产品;n优良品质减少调整过程中可能的错误;优良品质减少调整过程中可能的错误;n高效生产缩短切换的停车时间意味着更高高效生产缩短切换的停车时间意味着更高的生产效率,即的生产效率,即OEE提高。提高。- 4 -传统的切换过程传统的切换过程n30% 准备清理工作准备清理工作 准备部件和工具,并检查其状况 移走部件和工具,并进行清理 n5% 装配和移开部件装配和移开部件n15% 测量、设置和校正测量、设置和校正n50% 试运行和调整试运行和调整- 5 -切换过程中的时间损失切换过程中的时间损失损失时间损失时间停产时间停产时间
3、调整时间调整时间生生产产速速度度时间时间ModelAModelB- 6 -减少换型时间的八条法则减少换型时间的八条法则法则一:平行作业:指两人以上共同切换作业。法则一:平行作业:指两人以上共同切换作业。法则二:手动、脚勿动:主要靠手,减少脚的走动、移动。法则二:手动、脚勿动:主要靠手,减少脚的走动、移动。法则三:使用专用的工装夹具:提高效率。法则三:使用专用的工装夹具:提高效率。法则四:与法则四:与“螺丝不共戴天:拧螺丝费时间。可以用其他固定方法。螺丝不共戴天:拧螺丝费时间。可以用其他固定方法。法则五:不要取下螺栓、螺丝:必须用的地方也想办法减少操作时间和简法则五:不要取下螺栓、螺丝:必须用的
4、地方也想办法减少操作时间和简 化动作。化动作。法则六:基准不要变动:调整基准浪费时间。可以采取:内法则六:基准不要变动:调整基准浪费时间。可以采取:内 部作业转外部部作业转外部 作业;不拆卸整个模具保留模座;模作业;不拆卸整个模具保留模座;模 具高度标准化;使用样板具高度标准化;使用样板 ;取消刻度式或仪表式的数具读取方法等。;取消刻度式或仪表式的数具读取方法等。法则七:做好事前准备法则七:做好事前准备法则八:能简则简法则八:能简则简- 7 -缩短切换时间的五个步骤缩短切换时间的五个步骤初期内部和外部的操作没有区分开区分内部及外部的操作1将内部操作转化为外部操作2优化各操作3内部 外部内部 外
5、部内部外部内部外部外部内部内部1.检查表2.功能检查3.改进部件和工具的运输1.预先准备 操作条件2.功能标准化3.部件集成化 1. 改进部件及工具的储存和管理1. 平行操作2. 功能性夹具3. 调试的消除4. 机械化- 8 -SMED的并行与串行操作的并行与串行操作在的机器设备在切换在的机器设备在切换/装配的各步骤间常常需装配的各步骤间常常需要一些来回移动要一些来回移动 ;这些过多的移动浪费这些过多的移动浪费了时间和付出的劳动了时间和付出的劳动 ;仔细考虑切换操作人仔细考虑切换操作人员的移动线路并制定出员的移动线路并制定出操作的最合理的次序操作的最合理的次序 ;发展并执行高效操作发展并执行高
6、效操作的程序的程序 ;考虑使用一人以上的考虑使用一人以上的品种切换品种切换;每个人遵循一个固定每个人遵循一个固定的程序的程序 ;对于并行操作建立信对于并行操作建立信号号/通系统以确保安全通系统以确保安全 。- 9 -SMED实例:实例:F1赛车中转维修赛车中转维修n游戏内容:游戏内容:模仿模仿F1赛车中转维修,维修小组有赛车中转维修,维修小组有7名成员,维修名成员,维修内容:内容:1.撬起赛车;撬起赛车;2.更换更换4个轮胎;个轮胎;3.添加燃料;添加燃料;4.为赛车及车手补充水等。为赛车及车手补充水等。n要求要求:如何:如何安排整个赛车维修的工作内容及工作安排整个赛车维修的工作内容及工作顺序
7、,使维修时间最短。顺序,使维修时间最短。- 10 -当当赛车还在比赛尚未进入维修站时,维修站中的赛车还在比赛尚未进入维修站时,维修站中的7人维修人维修小小组已做好组已做好赛车维修的准备赛车维修的准备工作,即工作,即外换型外换型1人准备撬起赛车,人准备撬起赛车,4人负责更换轮胎,选好合适的轮胎,人负责更换轮胎,选好合适的轮胎,按要求充足气,各自站在预定的位置按要求充足气,各自站在预定的位置 1个人负责加油,事先将汽油和酒精混合好的燃料装入桶内个人负责加油,事先将汽油和酒精混合好的燃料装入桶内,站在赛车油箱的位置,另一人负责加水。,站在赛车油箱的位置,另一人负责加水。SET - EXTERNAL
8、( 0 SEC.)H O2GASExample: 赛车赛车中转维修中转维修SMED实例:实例:F1赛车中转维修赛车中转维修- 11 -赛车进入维修站(发动机怠速),赛车进入维修站(发动机怠速),6人维修小组开始各自人维修小组开始各自的工作的工作1人准备撬起赛车,人准备撬起赛车,4人迅速将赛车顶起更换人迅速将赛车顶起更换轮胎,轮胎,1人迅人迅速将油箱灌满速将油箱灌满.,另外,另外人给发动机加水和润滑油,并给车手人给发动机加水和润滑油,并给车手补充水。补充水。换轮胎的人负责检查轮胎定位,悬挂系统换轮胎的人负责检查轮胎定位,悬挂系统等。等。其他人负责检查发动机等其他其他人负责检查发动机等其他部分。部
9、分。GO - INTERNAL ( 10 SEC.)H O2GASExample: 赛车赛车中转维修中转维修SMED实例:实例:F1赛车中转维修赛车中转维修- 12 -此时此时的快速维修工作尚未结束,的快速维修工作尚未结束, 当赛车重新投入比赛后,当赛车重新投入比赛后,维修维修小组小组开始进行整理和新一轮准备工作。开始进行整理和新一轮准备工作。将更换下的轮胎、千斤顶等工具放回原位,并开始下一次将更换下的轮胎、千斤顶等工具放回原位,并开始下一次快速维修的准备工作,然后按照查检表确认准备工作是否快速维修的准备工作,然后按照查检表确认准备工作是否完成。完成。READY - EXTERNAL ( 14
10、 SEC.)H O2GASExample: 赛车赛车中转维修中转维修SMED实例:实例:F1赛车中转维修赛车中转维修- 13 -SMED项目实施之项目实施之8Dn选择一个有代表性的切换作业;选择一个有代表性的切换作业;n建立小组并准备建立小组并准备SMED研究;研究;n观察并记录目前切换的详细过程;观察并记录目前切换的详细过程;n以图表的形式显示出目前的状况;以图表的形式显示出目前的状况;n用简短的语言描述目前的状况设定改进目标;用简短的语言描述目前的状况设定改进目标;n根据根据SMED的的3个阶段,分步建立并实施;个阶段,分步建立并实施;n 改进方案;改进方案;n检查所得到的结果;检查所得到
11、的结果;n标准化切换操作并培训操作人员。标准化切换操作并培训操作人员。- 14 -Step 1-区分内换型和外换型区分内换型和外换型n 内换型内换型必须停止生产作业方可进行的换型内容,如更换模必须停止生产作业方可进行的换型内容,如更换模具、调整等。具、调整等。n 外换型外换型如如A产品生产过程结束前,为生产产品生产过程结束前,为生产B产品所做的准产品所做的准备工作,如模具、工具、刀具、原材料准备等。备工作,如模具、工具、刀具、原材料准备等。n 内换型内换型外换型外换型快速锁紧机构快速锁紧机构 专用工具、调整块规、小车等专用工具、调整块规、小车等人员合理分工、换型程序合理安排人员合理分工、换型程
12、序合理安排- 15 -内换型内换型外换型外换型外换型外换型换换型时间型时间 产品产品 A产品产品 B生产过程生产过程Step 1-区分内换型和外换型区分内换型和外换型n 内换型:必须停止生产作业方可进行的换型内容,内换型:必须停止生产作业方可进行的换型内容,如更换模具、调整等。如更换模具、调整等。n 外换型:如外换型:如A产品生产过程结束前,为生产产品生产过程结束前,为生产B产产品所做的准备工作,如模具、工具、刀具、原材料品所做的准备工作,如模具、工具、刀具、原材料准备等,机器仍在运行。准备等,机器仍在运行。- 16 -n使用换型查检使用换型查检表表n确认所有内换型步骤确认所有内换型步骤 n分
13、析所有内换型,是否有可能分析所有内换型,是否有可能将之变为将之变为外换型外换型可否将在机器上的调整变为调整块调整;可否将模具事先加热;可否将换型程序安排的更合理,使所需要的工具、设备、材料等在机器设备停止运转前,就已被准备好放在最靠近机器的区域;换型结束机器重新开始运转后,是否进行工具、材料的整理,数据的确认以及下一次换型的准备工作。Step 2-变内换型为外换型变内换型为外换型- 17 -AttachReleaseWorkpiecePlateCAMSPRING STOPSpring-loadedcheck pin stops inside diameterof toolingClampFas
14、tenAttach &RemovePEAR-SHAPED TOOLINGStoptopreventcollar from rotatingU-slotcollarC-WASHER/U-WASHERNutC-washerInsert & remove C-washer without completely removing nut.Threads removedThreads removedSLOTTED NUT-BOLT /SPLIT THREADU-SLOT COLLARStep 3-缩短内换型时间缩短内换型时间快速拧紧固定急速( Quick tool attachments
15、: “One motion” & “one turn” methods ):使用以下换型拧紧技术技术可以帮助提高换型效率- 18 -Step 3-缩短内换型时间缩短内换型时间各种简化的实例图解各种简化的实例图解: 梨梨型槽的使用型槽的使用 U型槽的使用型槽的使用 C型型垫片垫片 劈开螺丝劈开螺丝 减少使用螺丝减少使用螺丝- 19 -Step 3-缩短内换型时间缩短内换型时间Male DieFemale DieMale DieFemale DieDimension X = Standard Die HeightXSpacer for adjusting to the standard d
16、ie height模具标准化技术模具标准化技术- 20 -Step 3-缩短内换型时间缩短内换型时间A: A spacer is weldedB: UnchangedC: MachinedDimension X = Standard HeightDie ADie BDie CBoltXNut模具标准化技术模具标准化技术- 21 -Xclamping sitestandardizationclamping sitestandardizationshim for standardizingdie heightstandardization jig at clamping site805030803
17、050Dimension X = Standard HeightDie ADie BStep 3-缩短内换型时间缩短内换型时间模具标准化技术模具标准化技术- 22 -Replacement dieProduction overDie Transfer CartSafety LatchSafety StopsStep 3-缩短内换型时间缩短内换型时间快速换型车快速换型车- 23 -Step 3-缩短内换型时间缩短内换型时间固定数值固定数值/标尺标尺- 24 -Step 3-缩短内换型时间缩短内换型时间可视化设置值可视化设置值/参照线参照线可视化中心线可视化中心线多种规格的可视化中心线多种规格的可
18、视化中心线 机器壳体机器壳体台面台面中心夹具中心夹具(v形片形片)柱形杆柱形杆中心夹具中心夹具(v形片形片)- 25 -Production OverProduction OverReplacement die21Top ViewReplacement dieBall TransfersFront ViewStep 3-缩短内换型时间缩短内换型时间滚轮传送台滚轮传送台- 26 -AcmeHoistAcmeHoistProduction OverReplacement DieStep 3-缩短内换型时间缩短内换型时间双提升机双提升机- 27 - 将将夹具、模具、工具、原材料和夹具、模具、工具、原
19、材料和文文件等件等放置在最靠近使用的地点放置在最靠近使用的地点 : 按使用顺序摆放按使用顺序摆放 使用凹形板使用凹形板 指定地址并表识指定地址并表识 颜色码颜色码 使用使用组合工具箱或车组合工具箱或车 可以集中摆放工具、夹具、拧紧工可以集中摆放工具、夹具、拧紧工具等具等 可以集中放置模具的组成部件可以集中放置模具的组成部件 也可以摆放原材料也可以摆放原材料Step 4-缩短外换型时间缩短外换型时间- 28 -Date123456789101112131415161718192021222324252627282930Changeovers2312423124231243123123123123
20、12Time98 19555 106 200 130 18058 110 200 102 150 45 140 260 18058 114 1866098 1354484 1174580 1053160Ave Time496555535065605855505150457065605857626049454442394540353130010203040506070Minutes123456789 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30Day of MonthAverage Time per Changeov
21、erGOAL = 10 MIN.Track the Changeover TimeStep 5-持续改进持续改进- 29 -注塑机注塑机快速换型案例快速换型案例DMAIC30客户客户:AAA厂、BBB厂项目项目负责人负责人:Mr. Albert赞助者赞助者:Mr. Thomas流程流程所有者所有者:Arlen, Gary小组小组成员成员:Derek, Peter, Michael & Jack项目项目名称名称:缩短注塑机换型时间部门部门:CCC厂流程流程:收到订单准备材料上模调试首件确认生产 CTQ(关键质量特性关键质量特性):单次换型时间缺陷缺陷/问题问题:换型时间长,响应慢项目项目
22、指标指标:平均单次换型时间;问题陈述:问题陈述:通过对历史数据的统计,注塑换型时间平均单次需要120min以上,导致不能快速响应后工序的需求,导致库存很高,迫切需要降低换型时间来快速响应客户需求,降低注塑件半成品库存。项目基线项目基线: 小:60min;中:125min 大:180min目标目标: 小:40min;中: 87min 大:120min期望年收益期望年收益: ¥30.15万元Define(定义定义): Measure(测量测量):Analyze(分析分析):Improve(改进改进):Control(控制控制):项目概况项目概况问题描述问题描述目标和收益目标和收益项目计划项目计划项
23、目团队项目团队Measure(测量)测量)Analyze(分析)分析)Improve(改进改进)Control(控制)控制)Define(定义)定义)项目概述项目概述赞助者Mr. Thomas注塑车间Jack & Gary注塑车间Derek注塑车间Peter负责人(Black Belt)Mr. Albert注塑车间MichaelConsulantMeasure(测量)测量)Analyze(分析)分析)Improve(改进改进)Control(控制)控制)Define(定义)定义)团队组建团队组建31*指标定义:指标定义:-换型时间为:从上一产品结束,到下一产品正常生产第一换型时间为:从
24、上一产品结束,到下一产品正常生产第一件件; -数据来源:数据来源:;-因为模具或机器故障等特殊因素不在此项目考虑范围之内。因为模具或机器故障等特殊因素不在此项目考虑范围之内。客户需求CTQ(关键特性)要求规范指标快速切换,能快速响应后工序的需求 切换产品时间 提升30%-50% 换型时间Measure(测量)测量)Analyze(分析)分析)Improve(改进改进)Control(控制)控制)Define(定义)定义)定义项目指标定义项目指标321、现场生产特点:品种多、颜色种类多、批量小。、现场生产特点:品种多、颜色种类多、批量小。2、生产不同产品经常更换模具或换款。、生产不同产品经常更换
25、模具或换款。3、每次换模平均、每次换模平均90-120吨吨 60分钟、分钟、150-250吨吨125分钟、分钟、450-1000吨吨180分钟。分钟。4、换型时间长,大大降低了设备利用率,增加了产品的生产周期和生产成本。、换型时间长,大大降低了设备利用率,增加了产品的生产周期和生产成本。Measure(测量)测量)Analyze(分析)分析)Improve(改进改进)Control(控制)控制)Define(定义)定义)问题描述问题描述331. 初步初步确定项目改善目标确定项目改善目标 在现切换时间上作改善,分两步走;先作提升在现切换时间上作改善,分两步走;先作提升30%为基础,再作持续强化改
26、善达到最终提升的切为基础,再作持续强化改善达到最终提升的切换时间换时间50%。2. 项目项目的预期年收益的预期年收益 预期收益预期收益=节省设备台数节省设备台数X每台机利润贡献额每台机利润贡献额= -节省时间:节省时间:(改善前时间改善前时间-改善后时间改善后时间)*换型次数换型次数/60/24H;折合成机台数;折合成机台数; -平均每台机月利润贡献额;平均每台机月利润贡献额;毛利毛利/设备数;设备数; -每台机开动按照每台机开动按照24H;30.15WMeasure(测量)测量)Analyze(分析)分析)Improve(改进改进)Control(控制)控制)Define(定义)定义)-90
27、-120吨吨 :60min-150-250吨吨:125min-450-1000吨吨:180min-90-120吨吨 :40min-150-250吨吨:87min-450-1000吨吨:125min-90-120吨吨 :30min-150-250吨吨:63min-450-1000吨吨:90min项目目标项目目标&财务收益财务收益34Measure(测量)测量)Analyze(分析)分析)Improve(改进改进)Control(控制)控制)Define(定义)定义)项目实施进度表项目实施进度表35换型流程与时间数据:换型流程与时间数据:Measure(测量)测量)Analyze(分析)分
28、析)Improve(改进改进)Control(控制)控制)Define(定义)定义)换型细节换型细节Flow Chart36换型流程与时间数据:换型流程与时间数据:Measure(测量)测量)Analyze(分析)分析)Improve(改进改进)Control(控制)控制)Define(定义)定义)*以以中型机台为研究中型机台为研究对象,将改善成果标准化推广至整个对象,将改善成果标准化推广至整个PI车间车间数据收集及分析数据收集及分析37第一阶段:数据收集及分析第一阶段:数据收集及分析;第一步:生产现场调研摸底;第一步:生产现场调研摸底;第二步:对换型录像进行具体动作和时间分析。第二步:对换型
29、录像进行具体动作和时间分析。换型缩短换型时间换型缩短换型时间X因子分析有:因子分析有: X1 模具没有标准化模具没有标准化X2 培训培训 员工标准化员工标准化X3 模具状态信息不清晰模具状态信息不清晰X4 衔接未到位衔接未到位X6 换型工具不便捷换型工具不便捷X5 优先顺序不清优先顺序不清X7 配套配件不便捷配套配件不便捷改善点改善点改善点改善点改善点改善点改善点改善点改善点改善点改善点改善点Measure(测量)测量)Analyze(分析)分析)Improve(改进改进)Control(控制)控制)Define(定义)定义)要要因分析因分析38Measure(测量)测量)Analyze(分析
30、)分析)Improve(改进改进)Control(控制)控制)Define(定义)定义)从上图看,经确定上图表中为此次优化目标,识别判断方法,以精益理念减少浪从上图看,经确定上图表中为此次优化目标,识别判断方法,以精益理念减少浪费、消除等待思维:对衔接、事前准备、快捷安装、便捷操作、减少移运方式这费、消除等待思维:对衔接、事前准备、快捷安装、便捷操作、减少移运方式这几方面作改善重点。经观察过程视频录像按工作步骤作出识别判断分析梳理出。几方面作改善重点。经观察过程视频录像按工作步骤作出识别判断分析梳理出。0:07:510:07:250:06:240:05:230:04:180:01:510:33
31、:120:00:000:07:120:14:240:21:360:28:480:36:00品检确认待调试寻找清洁料找料校正模具中心点装油管可改善时间确定改善方向确定改善方向39经过分析,将可以在停机前做准备的工作,转化为外部作业Measure(测量)测量)Analyze(分析)分析)Improve(改进改进)Control(控制)控制)Define(定义)定义)改善一:内部时间转化为外部时间改善一:内部时间转化为外部时间40优化换型步骤优化换型步骤 (改善前)改善前)改善后改善后流程同步更改流程次序Measure(测量)测量)Analyze(分析)分析)Improve(改进改进)Control(控制)控制)Define(定义)定义)改善二:注塑流程优化改善二:注塑流程优化41压模紧固螺丝工具改善压模紧固螺丝工具改善前前后后油压快速插改善油压快速插改善水管快速插改善水管快速插改善前前前前后后后后改善
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 山东省泰安市一中2024-2025学年高三下学期2月阶段性检测语文试题(解析版)
- 静脉输液标准流程
- 提升通过率的2024年特许金融分析师考试试题及答案
- 基于对话理论的高校英语专业教学改革探索
- 完整解读2024年特许金融分析师试题及答案
- 透视2024年CFA考试出题趋势试题及答案
- CFA考试中的道德与伦理重要性试题及答案
- 污水站运营管理标准化
- 支教工作个人总结5
- CFA考试的学术支持试题及答案
- 2024风电场集电线路电缆敷设施工方案
- 2024年安徽商贸职业技术学院单招职业适应性测试题库附答案
- TD/T 1075-2023 光伏发电站工程项目用地控制指标(正式版)
- 食品营养学(暨南大学)智慧树知到期末考试答案章节答案2024年暨南大学
- 2024年成都新都投资集团有限公司招聘笔试冲刺题(带答案解析)
- 冀教版二年级《数学》下册单元测试卷加答案
- 传统民艺的文化再生产靖西旧州壮族绣球的传承研究
- 彩虹 第1课时(公开课一等奖创新教学设计含反思)
- 2024EAU(新版)尿石病诊治指南要点
- 2024山东化学高考复习5 化学工业流程
- 康复医学治疗技术师考试(相关专业知识)真题及答案
评论
0/150
提交评论