

版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
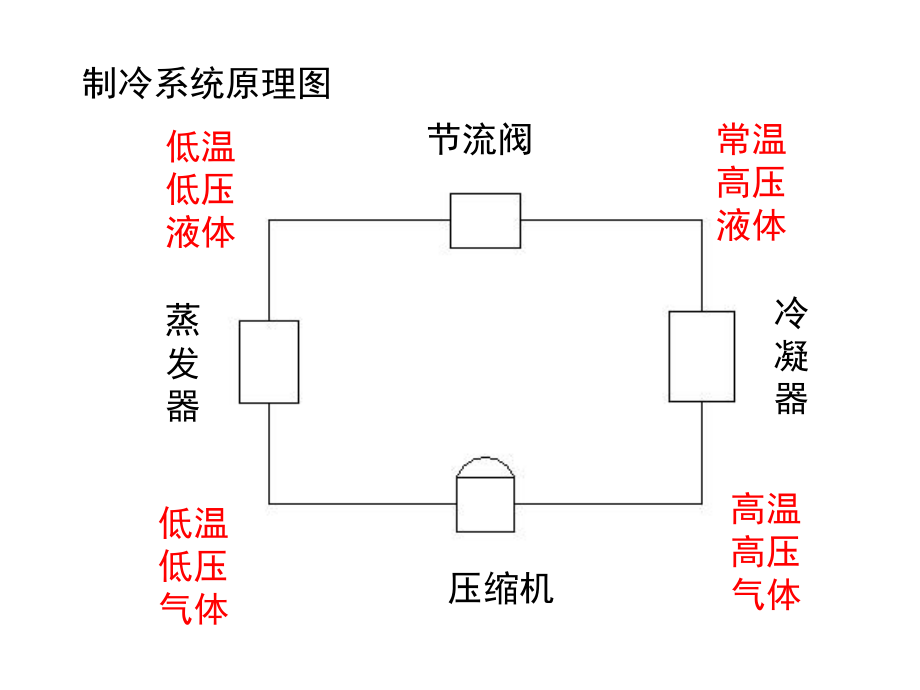
1、电冰箱原理简介与维修基本技能电冰箱原理简介与维修基本技能电冰箱原理简介与维修基本技能电冰箱原理简介与维修基本技能一、原理简介1、电冰箱的制冷工作原理2、电冰箱的电气工作原理二、制冷系统维修基本技术1、铜管的切割2、铜管的扩口、胀口 3、铜管的焊接 4、抽真空 5、加制冷剂 6、封口 7、检漏 三、三、电冰箱的电气维修电冰箱的电气维修电冰箱制冷系统原理图制冷系统原理图压缩机节流阀冷凝器蒸发器高温高压气体常温高压液体低温低压液体低温低压气体思考: 在一间密闭的房间里,打开电冰箱的门,工作24小时后房间里的温度怎样变化?电冰箱电气原理图电冰箱电气原理图1、铜管的切割1、铜管的切割 割管器是安装维修过
2、程中专门切割铜管和铝管的工具,它由支架、导轮、刀片和手柄组成。常用割管器切割范围为3 45mm。 切割铜管操作步骤l )将所需加工的铜管夹装到割管器,慢慢旋紧手柄至铜管边缘。2 )将整个割管器绕铜管顺时针方向旋转。3 )割管器每旋进12 圈,需调整手柄1/4 圈。4 )重复2 、3 步骤,直至将铜管割断。5 )另取不同规格铜管进行切割练习直至熟练。倒角器 铜管在切割加工过程中,铜管易产生收口和毛刺现象。倒角器主要用于去除切割加工过程中所产生的毛刺,消除铜管收口现象。倒角器操作步骤 l )用割管器切割20cm 长,直径为12mm铜管。 2 )将倒角器锥形刀刃放人铜管内。 3 )一手握紧铜管,另一
3、只手握紧倒角器沿刀刃方向旋转。 4 )反复操作,直至去除毛刺和收口。 2、铜管的扩口、胀口 扩管器 扩管器是将小管径铜管(19 mm以下)端部扩胀,形成喇叭口的专用工具,它由扩管夹具和扩管顶锥组成。夹具有米制和英制两种,扩管顶锥分偏心扩管顶锥和正扩管顶锥两种。扩喇叭口操作步骤1 )用割管器切割20cm 长,直径为6mm 铜管。2 )用倒角器去除铜管端部毛刺和收口。3 )将需要加工的铜管夹装到相应的夹具卡孔中,铜管端部露出夹板面H/3 左右(注意夹具坡面位置),旋紧夹具螺母直至将铜管夹牢4 )将扩口顶锥卡于铜管内,顺时针慢慢旋转手柄使顶锥下压,直至形成喇叭口。5 )退出顶锥,松开螺母,从夹具中取
4、出铜管观察扩口面应光滑圆整,无裂纹、毛刺和折边。6 )另取不同规格铜管进行扩喇叭口练习直至熟练。胀管器胀杯口操作步骤l )用割管器切割20cm 长,直径为3/4in 的铜管。2 )用倒角器去除铜管端部毛刺和收口。3 )选定所需3/4in 的胀头,将其旋到杠杆上。4 )将杠杆松开,把所需加工的铜管套至装好的胀头上。5 )收紧杠杆,胀头自动张开,铜管形成杯口。6 )松开杠杆,取下铜管,观察杯口是否符合要求(同管径铜管是否能插入)。7 )另取不同规格铜管进行胀杯口练习直至熟练。 3、 焊接 焊接设备及使用焊接设备及使用 气焊设备示意图气焊设备示意图 铜管与铜管的焊接要领铜管与铜管的焊接要领 (a a
5、)中性火焰)中性火焰 (b) (b) 焊条放置位置焊条放置位置 (c c)火焰在)火焰在A A、B B间移动间移动 (d) (d) 焊接部位表面示意图焊接部位表面示意图 毛细管与过滤器的焊接操作毛细管与过滤器的焊接操作 4、真空泵 压力表 抽真空操作步骤l )用软管连接真空泵和双表修理阀。双表阀中间管接头(一般用黄色软管)连接真空泵(或氟瓶),双表阀低压表侧管接头(一般用蓝色软管)连接制冷系统低压接口,双表阀高压表侧管接头(一般用红色软管)连接制冷系统高压接口。2 )打开真空泵排气帽。3 )接通真空泵电源,打开真空泵电源开关。4 )缓慢地打开双表修理阀旋钮,即可对系统进行抽真空。5 )观察压力
6、表指针位置变化是否正常。6 )抽真空25min后记录低压表的真空值。7 )关闭双表修理阀旋钮,然后关闭真空泵电源开关。 5 5、全功能高速加液机、全功能高速加液机6、封口钳封口操作步骤l )用割管器切割20cm 长直径为3mm铜管。2 )调整封口钳钳口间隙。3 )拧紧锁紧螺母。4 )将铜管一端放置钳口内(距离端口3 4cm ) ,用力捏紧封口钳。5 )取下铜管,目测封口情况。6 )重复以上步骤直至铜管完全封闭。 7、检漏及检漏仪 电子卤素检漏仪操作步骤l )将电池装人电子检漏仪,打开电源开关,此时电源指示灯亮,同时听到电子检漏仪发出缓慢“嘟、嘟”声。此时表示电子检漏仪处于正常工作状态。如果打开
7、电源,仪器啸叫,则按一下复位开关,便可恢复正常。2 )将电子检漏仪的探头沿系统连接管道慢慢移动进行检漏。速度不大于2550mm/s,并且探头与被检测表面的距离不大于5mm 。3 )如电子检漏仪发出“嘟 ”的长鸣声时,说明该处存在泄漏。为保证准确无误的确定漏点,应及时移开探头,待电子检漏仪恢复正常后,在发现漏点处重复检测23 次。4 )如果找到一个漏点后,一定要继续检查剩余管路用洗洁精稀释液检漏温度计温度计 冷媒回收机冷媒回收机 三、电冰箱的电气维修制冷系统的气焊焊接操作制冷系统的气焊焊接操作一、本节主要内容及教学目的一、本节主要内容及教学目的:1、认识气焊设备的组成;2、掌握气焊设备的正确操作
8、步骤(开、关); 记住三种火焰的调节以及火焰特点;3、掌握对制冷系统的焊接要领。4、记住焊接的安全注意事项二、教学重点:二、教学重点:气焊设备的正确操作、三种火焰的调节以及焊接操作的安全注意事项。三、教学难点:三、教学难点:对制冷系统的焊接操作。四、使用教具四、使用教具:气焊设备(氧气瓶、乙炔或液化气瓶、焊枪)等1. 1. 焊接设备及使用焊接设备及使用 气焊设备示意图 1、氧气瓶氧气瓶 容积40L,工作压力15MPa,外表天蓝色,。保管和使用时应防止沾染油污;放置时必须平稳可靠,不应与其他气瓶混在一起;不许曝晒、火烤及敲打,以防爆炸。使用氧气时,不得将瓶内氧气全部用完,最少应留100200kP
9、a,以便在再装氧气时吹除灰尘和避免混进其他气体。2 2、乙炔瓶、乙炔瓶 容积40L,工作压力1.5MPa.外表白色,不可近火。使用乙炔瓶时,除应遵守氧气瓶使用要求外,还应该注意:瓶体的温度不能超过3040;搬运、装卸、存放和使用时都应竖立放稳,严禁在地面上卧放并直接使用, 3 3、减压器、减压器 将高压气体降为低压气体的调节装置。对不同性质的气体,必须选用符合各自要求的专用减压器 .通常,气焊时所需的工作压力一般都比较低,如氧气压力一般为0.20.4MPa,乙炔压力最高不超过0.15MPa.因此,必须将气瓶内输出的气体压力降压后才能使用。减压器的作用是降低气体压力,并使输送给焊炬的气体压力稳定
10、不变,以保证火焰能够稳定燃烧。减压器在专用气瓶上应安装牢固。各种气体专用的减压器,禁止换用或替用。 (1) 气焊设备的焊枪的结构 焊炬和焊剂的作用 焊炬的作用是将乙炔和氧气按一定比焊炬的作用是将乙炔和氧气按一定比例均匀混合,由焊嘴喷出,点火燃烧例均匀混合,由焊嘴喷出,点火燃烧,产生气体火焰。常用的氧乙炔射吸,产生气体火焰。常用的氧乙炔射吸式焊炬如图式焊炬如图4-21所示。各种型号的焊炬所示。各种型号的焊炬均配备均配备35个大小不同的焊嘴,以便焊个大小不同的焊嘴,以便焊接不同厚度的焊件时使用。接不同厚度的焊件时使用。 气焊熔剂是气焊时使用的助熔剂,其气焊熔剂是气焊时使用的助熔剂,其作用是保护熔池
11、金属,去除焊接过程作用是保护熔池金属,去除焊接过程中形成的氧化物,增加液态金属的流中形成的氧化物,增加液态金属的流动性。动性。 看乙炔瓶阀压力是否在规定压力范围内。看乙炔瓶阀压力是否在规定压力范围内。(1 1)点火前的检查)点火前的检查 看氧气瓶阀压力是否在规定压力范围内。看氧气瓶阀压力是否在规定压力范围内。 先开焊枪上的乙炔开关先开焊枪上的乙炔开关(2 2)点火操作顺序)点火操作顺序 再开焊枪上的氧气开关再开焊枪上的氧气开关 氧气根据焊接需要,调整乙炔、氧气开氧气根据焊接需要,调整乙炔、氧气开 关度关度 先关闭焊枪上的氧气开关先关闭焊枪上的氧气开关(3 3)熄火操作顺序)熄火操作顺序 再关闭
12、焊枪上的乙炔开关再关闭焊枪上的乙炔开关 2 2、气焊火焰的点燃、熄灭和调节、气焊火焰的点燃、熄灭和调节 1 1、气焊火焰的点燃与熄灭、气焊火焰的点燃与熄灭 3 3、制冷系统管道的气焊设备操作步骤、制冷系统管道的气焊设备操作步骤 开始气焊时:打开氧气、乙炔气钢瓶上的阀门,调节减压阀,使氧气输出压力为 0.5MPa左右,乙炔气输出压力为 0.1MPa左右。接着打开焊枪上乙炔气的调节阀,使焊枪的喷火嘴中有少量乙炔气喷出。点火,当喷火嘴出现火苗时,缓慢地打开焊枪上的氧气调节阀门,使焊枪火焰由黄色变成蓝白色。进行焊接操作。结束气焊时:应先关闭焊枪上的氧气调节阀门。关闭乙炔气调节阀门。 4 4、气焊火焰的
13、种类、气焊火焰的种类1 1、乙炔、乙炔氧气的火焰氧气的火焰 (a)(a)碳化火焰碳化火焰 (b)(b)中性火焰中性火焰 (c)(c)氧化火焰氧化火焰 图图2.1 2.1 乙炔乙炔氧气的火焰氧气的火焰 焊接所用火焰(中性火焰) 气焊三种火焰的特点:气焊三种火焰的特点:1)中性焰)中性焰氧与乙炔充分燃烧,混合比例为1.1:1.2,没有氧与乙炔过剩,内焰具有一定还原性,燃烧所产生的CO2和CO对熔池有保护作用,颜色为蓝白色。最高温度30503150。焊接时,焰芯末端离熔池35mm.主要用于焊接低碳钢、低合金钢、铜管、不锈钢、等。2)氧化焰)氧化焰氧气和乙炔的混合比大于1.2,氧过剩火焰,有氧化性,焊
14、钢件时焊缝易产生气孔和变脆。最高温度31003300。主要用于焊接青铜等。 3)碳化焰)碳化焰 氧气和乙炔的混合比小于1.1,乙炔过剩,具有较强的还原性,火焰中有游离状态碳及过多的氢,焊接时会增加焊缝含氢量,焊低碳钢有渗碳现象,内焰为淡白色。最高温度27003000。焊接时,焰芯离熔池35mm.主要用于高碳钢、高速钢、硬质合金及铸铁等的焊接或焊补 5 5、焊嘴与焊件不同距离时的温度、焊嘴与焊件不同距离时的温度 6 6、焊嘴与焊件表面夹角变化示意图、焊嘴与焊件表面夹角变化示意图 :注意焊接过程中角度应从大逐渐减小7 7、制冷系统的焊接要领、制冷系统的焊接要领1 1、铜管与铜管的焊接、铜管与铜管的焊接 (a a)中性火焰)中性火焰 (b) (b) 焊条放置位置焊条放置位置 (c c)火焰在)火焰在A A、B B间移动间移动 (d) (d) 焊接部位表面示意图焊接部位表面示意图 图图2.2 2.2 铜管和铜管的焊接操作铜管和铜管的焊接操作 图图2.3 2.3 毛细管与过滤器的焊接操作毛细管与过滤器的焊接操作 8 8、使用气焊设备注意事项、使用气焊设备注意事项根据焊接的类型选用合适的焊枪或焊嘴。焊嘴和焊枪连接应牢固(但不能过紧)。焊嘴的清洗必须用专用的清洗针进行,不能用其他物体代替。点燃火焰时,应注意火焰的喷射方向。工作完毕或中途
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 出资建房分配合同范本
- 产品地推合同范例
- 代煎药采购合同范例
- 关于高空清洗合同范例
- 叉车外租合同范例
- 分期合同范例 pdf
- 促销折让合同范例
- 公司单方解聘合同范例
- 分时度假 合同范例
- 借款合同范例带担保
- 部编版五年级语文下册第六单元测试卷及答案
- 安全用电-触电与急救课件
- 幼儿园绘本故事:《十二生肖》 课件
- 女性外阴肿瘤
- 公司组织架构图(可编辑模版)
- 外研版(2019) 必修第二册 Unit 5 On the road Coast to Coast P57PPT( 共8张)
- 罗马帝国衰亡史pdf罗马帝国衰亡史史
- 北师大版生物七年级下册12.2感受器与感觉器官(第1课时)导学案(无答案)
- 最新露天矿山安全培训课件(经典)
- 环境学概论 考验知识点归纳刘陪同
- 室内设计施工图详细说明及制图规范说明ppt(智囊书屋)
评论
0/150
提交评论