



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、V1.1-050120V1.1-050120资料声明:学习Panasonic设备使用,仅供参考。更详细的资料请查阅随机赠送的技术手册。本资料不包含PT200等软件的应用说明,相关内容由独立文件存在。V1.1-050120V1.1-050120中 级 培 训松下电器机电(中国)有限公司 PICH FA 培训课 2005年1月CM402V1.1-050120V1.1-050120正确地使用实装机,安全地进行作业!正确地使用实装机,安全地进行作业!您是否做过您是否做过红色字体红色字体部分所示的不安全行为?部分所示的不安全行为?1 1,没看见没看见有人在后面,有人在后面,没听见没听见他(她)跟您喊一他
2、(她)跟您喊一声声2 2,忘掉了忘掉了或或不知道不知道安全的操作步骤安全的操作步骤3 3,因赶紧生产,因赶紧生产,焦急焦急、疲劳疲劳、急躁急躁4 4,因对操作很习惯,因对操作很习惯,无意中把手移到危险部位无意中把手移到危险部位5 5,因操作不方便,因操作不方便,无法保持身体的平衡无法保持身体的平衡6 6,虽是非固定作业,虽是非固定作业,但没有仔细想,以为这样做但没有仔细想,以为这样做没问题没问题V1.1-050120V1.1-050120理解实装机的标识图案。引起注意的引起注意的标识图案标识图案用标识图案表示请遵守的内容。表示危险程度。表示危险程度。表示指示文章表示指示文章以文章说明遵守的内容
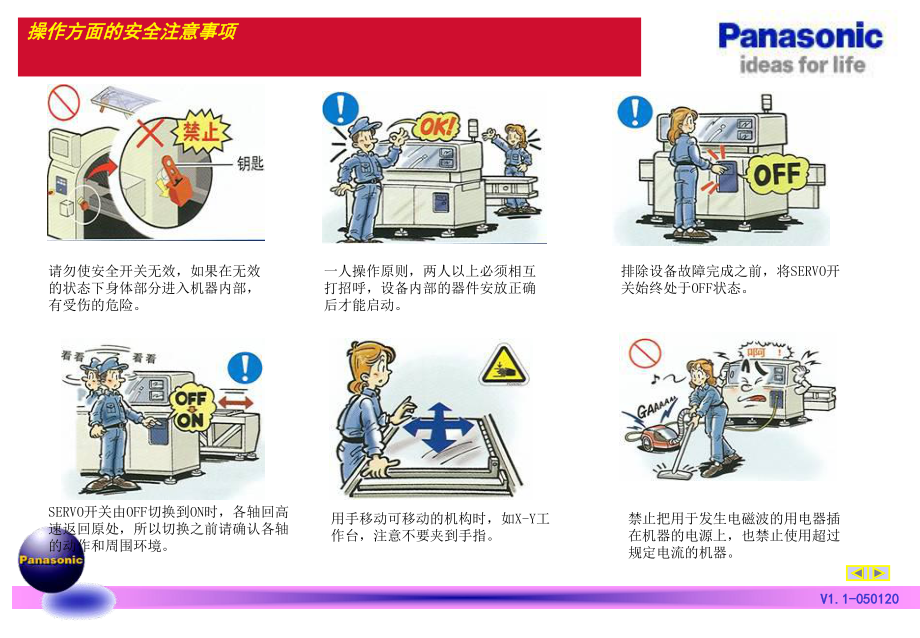
3、。V1.1-050120V1.1-050120操作方面的安全注意事项操作方面的安全注意事项请勿使安全开关无效,如果在无效的状态下身体部分进入机器内部,有受伤的危险。排除设备故障完成之前,将SERVO开关始终处于OFF状态。SERVO开关由OFF切换到ON时,各轴回高速返回原处,所以切换之前请确认各轴的动作和周围环境。用手移动可移动的机构时,如X-Y工作台,注意不要夹到手指。禁止把用于发生电磁波的用电器插在机器的电源上,也禁止使用超过规定电流的机器。一人操作原则,两人以上必须相互打招呼,设备内部的器件安放正确后才能启动。V1.1-050120V1.1-050120维修方面的安全注意事项维修方面的
4、安全注意事项电源开启状态下进行设备后部危险时,使后部操作有效。并把警告信息牌挂在前部面板上。不可随便拆除或改造指定的安全机构(防御栅栏、安全保护紧急停止装置等)。不可直接用眼睛去看设备上的激光装置发出的激光。检查各种传感器时,应使用纸片、小镊子等,此时手指不可放在传感器感应表面上。进入设备内部维修时,一定要关闭主电源,并使SERVO开关处于OFF状态。绝对不可以把工具等杂物放在机器内部,会有使机器损坏的危险。V1.1-050120V1.1-050120有关实装工艺设备的安全注意事项有关实装工艺设备的安全注意事项打开或关闭回流炉盖子时,注意不要夹住手指。粘合剂或焊膏附着在手或皮肤上的时候,须立即
5、用水清洗。调整回流炉内部时,须戴上保护器具,尤其是注意U/V灯的高温。不可赤手接触炉内的高温部,或排出的基板,以免烫伤。有机溶剂会大量汽化,须排气。绝对不要观看炉内的U/V灯(紫外线)。V1.1-050120V1.1-050120设备环境方面的安全注意事项设备环境方面的安全注意事项实装机的周围温度、湿度须在规定的范围内,并须安装在水气不凝结的地方。实装机安装处的地方须有可支撑本机质量的强度(关于耐负荷,请与建筑厂商联络)。实装机运转时,地板没有震动。实装机的周围禁止有电磁波干扰。没有油烟和灰尘的地方。周围没有易燃气体,腐蚀性气体存在。V1.1-050120V1.1-050120安全操作员的安全
6、操作员的7 7个条件个条件实装机安装时,必须使用水平器使设备保持水平状态。供给空气压力须满足实装机的规定要求,并不含水分和异物。供给设备的主电源须有稳压过滤装置,避免电压发生波动。什么是安全操作员?什么是安全操作员?是指避免事故或受伤,保护自己是指避免事故或受伤,保护自己的操作员。的操作员。V1.1-050120V1.1-050120灾害是随故障发生的,出现故障,先别着急,要考虑安全的处理事项。编制安全注意手册,每个步骤都要确定“要注意的事项”。习惯作业,身体不适(疲劳、精神松懈)都是造成事故的原因。实装机的后面是看不见的,先确认有没有人在,再按开始。坚持实行整理、收拾、清扫、整备、清洁、训练
7、的6项目。开展安全会议、轮班制巡回等安全活动,培养严格面对危险的习惯。V1.1-050120V1.1-050120Chip camera 拆卸与调整Chip camera 主要由LED灯与CCD CAMERA两部分构成LED灯光CCD CAMERAV1.1-050120V1.1-050120拆卸之前要把所有电源线和信号线的CONNECT拔除CAMERA电源线和信号线LED灯电源线V1.1-050120V1.1-050120CAMERA调整锁紧螺丝(3个)调整CAMERA角度螺丝V1.1-050120V1.1-050120Chip recog camera axis OriginOffset 校
8、示五孔JIGTEACHV1.1-050120V1.1-050120Nozzle changer更换锁紧螺丝(共3个)SHUTTLE汽缸及SENSOR (OPEN及CLOSE)V1.1-050120V1.1-050120Nozzle Change上气缸Stop位置的调整,需使用JIG。调整STOP位置的JIG(共2个)V1.1-050120V1.1-050120平行度调整:百分表架在Head上,对Nozzle Change的左侧面进行测量,其规格值0.02mm。V1.1-050120V1.1-050120NOZZLE EXCHANGE POS TECACH(HIGH SPEED)Jig(2个)T
9、EACHV1.1-050120V1.1-050120NOZZLE EXCHANGE POS TECACH(MULTI SPEED)注意:多功能JIG与高速头不同,注意不要放反(影响焦距)V1.1-050120V1.1-050120CUTTER UNIT的拆卸与调整1. 将Cover拆除,卸下Cutter Unit的3个固定螺钉,拆除 气管和油管,这时即可将整个切刀单元拆下,注意在 取下刀架过程中不要碰坏2侧的传感器。2. 拆下定刀和动刀再次装好后,需要调整动刀和定刀的 间隙,间隙的规格值为:0.01mm。IF NG,则对定刀进 行调整。另外,要保证动刀和切刀导向杆之间有0.1mm 的间隙。平行
10、度调整: 1)在刀架的左侧装上JIG作为刀架调整的支点。 2)用百分表置于Head上,对刀架的定刀进行打表测量,规格值:0.1mm 3)平行度调整后即可将刀架单元锁紧。V1.1-050120V1.1-050120定刀动刀左边先锁定JIG,再进行打表调整百分表测量表面V1.1-050120V1.1-050120Y Y轴马达的更换与调整(轴马达的更换与调整(1 1)1.关机。关机。2.拆除拆除Y轴马达连轴器上的轴马达连轴器上的Cover3.拆除马达外面的拆除马达外面的Cover4.松开并拆除连轴器松开并拆除连轴器连轴器上的Cover连轴器V1.1-050120V1.1-0501204.拆除马达上的
11、电源线和信号线拆除马达上的电源线和信号线,松开固定马达的四颗螺丝即,松开固定马达的四颗螺丝即可将马达卸下。可将马达卸下。5.更换新的马达并旋上固定马达更换新的马达并旋上固定马达的四颗螺丝(不要旋紧)的四颗螺丝(不要旋紧)6.将同心度治具装上(在连轴器将同心度治具装上(在连轴器的位置)的位置)7.调整马达的位置,并检查其同调整马达的位置,并检查其同心度:用手旋转治具,直到治心度:用手旋转治具,直到治具能够顺畅的旋转,然后锁紧具能够顺畅的旋转,然后锁紧马达。马达。Y Y轴马达的更换与调整(轴马达的更换与调整(2 2)固定马达的螺丝同心度治具同心度治具V1.1-050120V1.1-0501208.
12、 8.取下治具,装上连轴器(不要锁紧)。取下治具,装上连轴器(不要锁紧)。9. 9.开机,调整及其参数:开机,调整及其参数:(1 1)ServiceAxis ParameterServiceAxis ParameterPosiCtrlGain2:115 40PosiCtrlGain2:115 40制预位置:止动位置制预位置:止动位置SpeedCtrlGain2:3000 1000SpeedCtrlGain2:3000 1000M/CresonaCtrlFil1:533 0M/CresonaCtrlFil1:533 0机械共振:轴不可以空载运转,故该为机械共振:轴不可以空载运转,故该为0 0M/
13、CresonaCtrlFil2:263 0M/CresonaCtrlFil2:263 0(2 2) ServiceDebug ServiceDebug ParameterParameterExclusive of all origin:ON OFF Exclusive of all origin:ON OFF Mach Prmtr data check: OFF ONMach Prmtr data check: OFF ON10.10.将将Machine ParameterOrigin OffsetMachine ParameterOrigin Offset中中Y Y轴的补正参数改为轴的补正参
14、数改为0 0。11.11.进入进入Machine AdjustAxis Move,Machine AdjustAxis Move,对当前的对当前的Y Y轴各个头分别回原点。轴各个头分别回原点。12.12.在在Y Y轴马达旋转时,用纸片连续挡原点轴马达旋转时,用纸片连续挡原点SensorSensor两次,使之找到其电器原点。两次,使之找到其电器原点。Y Y轴马达的更换与调整(轴马达的更换与调整(3 3)V1.1-050120V1.1-050120Y Y轴马达的更换与调整(轴马达的更换与调整(4 4)13. 将将Y轴原点调整治具放在如左图的位置,轴原点调整治具放在如左图的位置,将将Y轴拉至并紧靠轴
15、拉至并紧靠Jig,锁紧连轴器。此时,锁紧连轴器。此时, Y轴马达调整完毕。轴马达调整完毕。14.设备校准。设备校准。在在Machine Parametermach Prmtr teachPCB Recog Camera中按提示进行校准中按提示进行校准。完成,更新数据。完成,更新数据。15.Y轴轴马达的更换与调整马达的更换与调整完成。完成。Y轴原点调整治具V1.1-050120V1.1-050120CPU BOXCPU BOX分解说明分解说明CPU卡,控制卡,控制NET WORK和数和数据处理据处理( SCV1ED)MEMORY卡,控卡,控制机器,系统,制机器,系统,程序数据程序数据(ELV2E
16、A)识别处理卡识别处理卡(SCV4EA/ SCV4EB)环路环路I/O卡卡(NFV2CB)RF1/RF2电源单元电源单元XY Sensor control unitV1.1-050120V1.1-050120DriverDriver Power sourceX Axis DriverY Axis DriverV1.1-050120V1.1-050120显示屏的拆卸显示屏的拆卸显示屏显示屏的底部的底部信号线信号线显示屏显示屏的侧面的侧面信号线和电源线信号线和电源线1.1.卸掉固定前面卸掉固定前面CoverCover的的3 3颗螺丝即颗螺丝即可取下前面的可取下前面的CoverCover2.2.拔掉
17、显示屏的信号线和电源线拔掉显示屏的信号线和电源线3 .3 .卸掉固定显示器的卸掉固定显示器的3 3颗螺丝即可颗螺丝即可取下显示屏。取下显示屏。V1.1-050120V1.1-050120软驱的拆卸软驱的拆卸拆下此处的拆下此处的4颗螺丝,然颗螺丝,然后拔掉后面后拔掉后面的电源线和的电源线和信号线即可信号线即可拆下软驱拆下软驱V1.1-050120V1.1-050120泛用头泛用头NOZZLE HOLDER 拆卸拆卸松开图中标记处的松开图中标记处的4个个M2.5的的BOLT拔掉与板卡的连线拔掉与板卡的连线拔掉与电磁阀之间的气管拔掉与电磁阀之间的气管松开油管的螺母松开油管的螺母即可拆下整个即可拆下整
18、个 UNIT的单元的单元, 如下图所示如下图所示V1.1-050120V1.1-050120泛用头泛用头NOZZLE HOLDER 拆卸拆卸1.拆下反射板和张紧弹簧拆下反射板和张紧弹簧(2个个)2.取出位于取出位于HOLDER 中的中的FILTER3.松开图松开图2所示的所示的SET SCREW4.用用1.5的六角棒配合的六角棒配合10的扳手的扳手,如图如图3示示的方法的方法,即可松开连接即可松开连接HOLDER与与SHAFT的的BOLT,取下取下NOZZLE HOLDER弹簧反射板1234NOZZLE HOLDERV1.1-050120V1.1-050120泛用头泛用头SHAFT 拆卸拆卸1
19、.取下取下NOZZLE HOLDER后后,松开图松开图1处固定处固定SHAFT和联轴和联轴器的器的BOLT,取下取下马达马达2.取下轴体图取下轴体图23.松开图松开图3所示的所示的SET SCREW4.用用2把扳手如图把扳手如图4所用的方法即可松开螺母所用的方法即可松开螺母1234螺母螺母V1.1-050120V1.1-050120泛用头泛用头SHAFT 拆卸拆卸1卡簧卡簧1.取下卡簧后取下卡簧后,分别取下轴承和连接气头等分别取下轴承和连接气头等,如图如图2(注意方向注意方向)2.松开图松开图3所示的螺钉后,便可以取下盖板,并且抽出所示的螺钉后,便可以取下盖板,并且抽出SHAFT234V1.1
20、-050120V1.1-050120Z 轴马达拆卸轴马达拆卸1。拆除头部的。拆除头部的COVER2。拆除图拆除图1所示的固定件和图所示的固定件和图2所示的所示的COVER3。松开图松开图3和图和图4所示的所示的2个固定螺钉个固定螺钉4。拔掉马达与头部控制卡之间的连线后,便可取下。拔掉马达与头部控制卡之间的连线后,便可取下Z轴马达轴马达12COVER34V1.1-050120V1.1-050120Z 轴马达安装轴马达安装SET SCREW1.先将先将Z轴的轴的BALL SCREW上升带最高点上升带最高点2.使图中使图中SET SCREW与马达上的白色原点标记错开与马达上的白色原点标记错开90以上
21、以上3.在安装马达是必须保持错开在安装马达是必须保持错开90 以上的状态以上的状态注意:在安装马达时需要保证所安装的马达和其他马达的原点注意:在安装马达时需要保证所安装的马达和其他马达的原点在同一个方向上在同一个方向上V1.1-050120V1.1-050120PCB CameraPCB Camera的更换的更换1.1.关机关机2.2.拔掉拔掉PCB CameraPCB Camera信号线和信号线和LEDLED电源线电源线3.3.将固定将固定Camera unitCamera unit的螺钉拆除,卸下的螺钉拆除,卸下CameraCamera。4.4.将新的将新的Camera unitCamer
22、a unit安装到安装到HeadHead上,连接信号线和电源线装上固定螺上,连接信号线和电源线装上固定螺钉(无需锁紧)。钉(无需锁紧)。5.5.开机开机6.Camera6.Camera高度调整,在高度调整,在Machine AdjustmentMachine AdjustmentRecog unit maintRecog unit maint选择选择CameraCamera、打开打开LEDLED灯并灯并将高度调整治具放到轨道上,将高度调整治具放到轨道上,进行进行CameraCamera的焦距调整,观看的焦距调整,观看JIGJIG上的小孔最清楚。上的小孔最清楚。锁紧高度固定螺钉。锁紧高度固定螺钉
23、。7.Camera7.Camera角度调整,在角度调整,在Machine ParametersMachine ParametersMachine PrmtrMachine Prmtr TeacTeac对对CameraCamera进行角度的测量,调整后进行角度的测量,调整后角度必须在角度必须在+/-0.2+/-0.2以内。锁紧角度以内。锁紧角度和和CameraCamera固定螺钉。固定螺钉。高度调整治具角度固定螺钉Camera固定螺钉高度固定螺钉V1.1-050120V1.1-050120高速头高速头ShaftShaft的更换的更换1.1.卸下卸下Head unitHead unit上的所有上的所有CoverCover2.2.卸下卸下NozzleNozzle和和HolderHolder,气管拔掉。,气管拔掉。3.3.卸下卸下shaftshaft前导向块前导向块4.4. BearingBearing拆卸,两人配合进行,一人把拆卸,两人配合进行,一人把shaftshaft往下拉,另往下拉
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 玻璃材料的生物相容性考核试卷
- 核电工程现场施工安全防护设备使用考核试卷
- 木材加工企业的客户关系管理系统考核试卷
- 批发行业互联网转型之路考核试卷
- 康复辅具在康复医学研究方法的革新考核试卷
- 煤炭行业投资风险评价考核试卷
- 文化用化学品在声音记录材料的技术发展考核试卷
- 2025届安徽省界首市下学期高三数学试题二模考试试卷
- 医疗数据要素市场交易权限管理
- 美国发动“对等关税战”的影响
- 酒店客房6S管理服务标准
- DB11-T 1953-2022 成品粮储藏技术规范
- 【基于单片机的智能送餐配送车设计与实现(论文)11000字】
- 《机械制图(多学时)》中职全套教学课件
- 骆驼祥子考点单选题100道及答案解析
- 新教科版小学1-6年级科学需做实验目录
- 2024年高等教育自学考试自考《英语二》试卷及解答参考
- 高低压配电安全规程
- 李白《南陵别儿童入京》课件
- 量子神经网络算法
- 2024智联招聘行测题库
评论
0/150
提交评论