



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、钢水连续铸造的应用于功利井上健安中弘行(鞍山钢铁(集团)公司)(株)神户钢所加古川铁所)摘要为了定量把握结晶器中的钢水流动、钢水过热度及结晶器传热阻力对初期凝固坯壳的凝固不均一的影响,利用水冷铜板的浸渍实验,测定了各种铸造条件下的凝固坯壳厚度、凝固不均一度及树枝晶偏角;利用水力模型实验,并对实机铸坯的凝固组织分析,EPMA对负偏析带的线分析,得出了在结晶器中凝固坯壳上负偏析带的产生原因。其主要结果是:随着钢水流动速度及过热度的增加,凝固坯壳厚度减少,凝固坯壳不均一度增大;缓冷结晶器可有效地改善低碳钢初期凝固坯壳的不均一性;在连铸坯表层(610 mm)存在的负偏析带产生于距弯月面250450 m
2、m处,其生成原因是由于浸渍水口的吐出流所致。关键词连续铸造钢水流动过热度凝固不均一度负偏析带EFFECT OF MELT FLOW ON INITIAL SOLIDIFIED SHELLOF CONTINUOUS CAST STRANDYU Gongli(Anshan Iron and Steel(Group) Co.)TAKESHI INOUEHIROYUKI YASUNAKA(Kakogawa Works,Kobe Steel,Ltd.)ABSTRACTTo estimate quantitatively the effect of melt flow in mold and superh
3、eat as well as the mold heat transfer resistance,on the unevenness of initial solidified shell,the water cooled copper plate dipping test has been used to measure the thickness of solidified shell and dendrite angle under various casting conditions.The reason of white band formation in the solidifie
4、d shell in the mold has been studied by means of water modeling test and the analysis of the solidified microstructure of practical CC slab and liner analysis of white band has been performed by EPMA.Main results are as follows:The thickness of solidified shell decreases and the unevenness is increa
5、sed with the increase of flow velocity and superheat of the melt;Slow cooling mold can effectively reduce the unevenness of initially solidified shell of hypoperitectic steel;The white band existing under the surface of CC slab(610 mm)is formed at 250450 mm from meniscus,and resulted by the jet flow
6、 from submerged nozzle.KEY WORDScontinuous casting,melt flow,superheat,unevenness of initial solidified shell,white band1前言关于钢水流动对连铸初期凝固坯壳的影响前人已有许多报告15。但是,钢水流动及过热度究竟对初期凝固坯壳不均一的形成,初期凝固组织中负偏析带的产生有如何影响,尚有许多不明之处。本研究利用水冷铜板的浸渍实验,测定了各种铸造条件下的凝固坯壳厚度、凝固不均一度及树枝晶偏角,分析了钢水流动、过热度及结晶器传热阻力对凝固不均一度的影响;利用水力模型实验及对实机铸坯的凝
7、固组织观察,分析了结晶器内钢水的流动状态及负偏析带的形成原因。2实验方法及条件实验装置的原理参见文献6。将200 mm×275 mm×70 mm的水冷铜板一边振动一边向钢水中浸渍,在钢水中停留10 s后,以300 mm/s的速度急速从钢水中把水冷铜板及凝固坯壳提取出来。为了模拟钢水对初期凝固坯壳的影响,将500 kg高频电炉在通电过程中使钢水流动进行浸渍实验。高频电炉通电状态下钢水表面(弯月面)流速的测定方法是利用高速摄象机摄象后进行图象分析处理来获得钢水表面流速。其结果是电源功率分别为0、50、115、170 kW时,弯月面的钢水流速分别为70、120、170、240 m
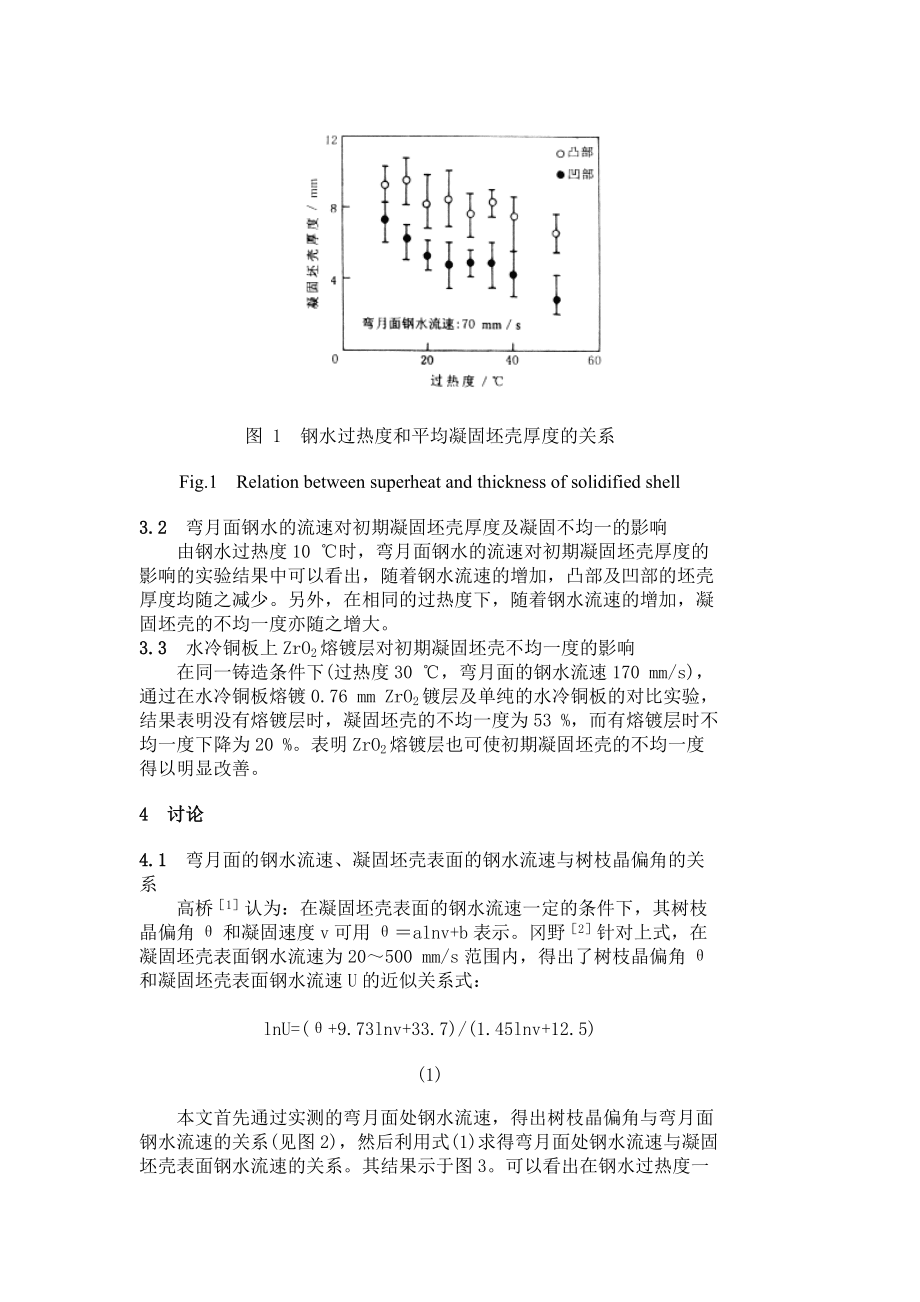
8、m/s。由于浸渍时间仅为10 s,经实测即使电源功率在170 kW时,10 s内钢水温度仅上升2 左右。因此可以认为浸渍过程中钢水稳定于一定的过热度。3实验结果3.1钢水过热度对初期凝固坯壳厚度及凝固不均一度的影响在实验条件为过热度30 ,弯月面钢水流速240 mm/s下,由浸渍实验得到的初期凝固坯壳的外观照片中可以看出初期凝固坯壳存在着明显的凝固不均一现象。分别测量凸部和凹部的坯壳厚度,求得各自的平均凝固坯壳厚度。凝固不均一度定义为:(凸部平均厚度-凹部平均厚度)/(凸部平均厚度)×100 %。图1示出了弯月面钢水的流速为70 mm/s时,钢水过热度和平均凝固坯壳厚度的关系。可以看
9、出随着钢水过热度的增加,初期凝固坯壳的凸部及凹部厚度均随之减少;初期凝固坯壳的凝固不均一度随之增大图 1钢水过热度和平均凝固坯壳厚度的关系Fig.1Relation between superheat and thickness of solidified shell3.2弯月面钢水的流速对初期凝固坯壳厚度及凝固不均一的影响由钢水过热度10 时,弯月面钢水的流速对初期凝固坯壳厚度的影响的实验结果中可以看出,随着钢水流速的增加,凸部及凹部的坯壳厚度均随之减少。另外,在相同的过热度下,随着钢水流速的增加,凝固坯壳的不均一度亦随之增大。3.3水冷铜板上ZrO2熔镀层对初期凝固坯壳不均一度的影响在同一
10、铸造条件下(过热度30 ,弯月面的钢水流速170 mm/s),通过在水冷铜板熔镀0.76 mm ZrO2镀层及单纯的水冷铜板的对比实验,结果表明没有熔镀层时,凝固坯壳的不均一度为53 %,而有熔镀层时不均一度下降为20 %。表明ZrO2熔镀层也可使初期凝固坯壳的不均一度得以明显改善。4讨论4.1弯月面的钢水流速、凝固坯壳表面的钢水流速与树枝晶偏角的关系高桥1认为:在凝固坯壳表面的钢水流速一定的条件下,其树枝晶偏角和凝固速度v可用alnv+b表示。冈野2针对上式,在凝固坯壳表面钢水流速为20500 mm/s范围内,得出了树枝晶偏角和凝固坯壳表面钢水流速U的近似关系式:lnU=(+9.73lnv+
11、33.7)/(1.45lnv+12.5)(1)本文首先通过实测的弯月面处钢水流速,得出树枝晶偏角与弯月面钢水流速的关系(见图2),然后利用式(1)求得弯月面处钢水流速与凝固坯壳表面钢水流速的关系。其结果示于图3。可以看出在钢水过热度一定的条件下,随着弯月面钢水流速的增加,凝固坯壳表面的钢水流速及树枝晶偏角均增大。图 2弯月面处钢水流速与树枝晶偏角的关系(凹部)Fig.2Relation between flow velocity of meniscus and deflection angle of dendrite(delayed position)图 3弯月面处钢水流速与凝固坯壳表面钢水流
12、速的关系Fig.3Relation between flow velocity of meniscus and flow velocity of shell surface4.2由铸坯表面处的树枝晶偏角及水力模型实验分析负偏析带的生成原因观察低碳钢连铸坯宽面方向的凝固组织,发现在整个宽度方向上,除W/2附近外,在距铸坯宽面表层610 mm处均有负偏析带的产生。由于负偏析的产生位置标志着某一时刻的凝固界面,因此根据凝固坯壳厚度,凝固时间及铸造速度可以近似换算出负偏析带在结晶器中产生的位置。经计算,在铸造速度为1800 mm/min的情况下,负偏析带产生于距弯月面250450 mm的位置上。另外,
13、在铸坯宽面组织中,以负偏析带为界,树枝晶的生长是不连续的。在负偏析带内侧(靠近铸坯表层)及外侧,树枝晶的偏角是相反的。测量其内、外侧树枝晶的偏角,其结果如图4所示。由于树枝晶的生长是朝着钢水流动方向生长,因此在结晶器中钢水的流动方向是以负偏析带为界,在其之上钢水是从铸坯角部流向中央部,而在其之下,钢水是由铸坯中央部流向角部。除此之外,在负偏析带处树枝晶不连续生长的原因可以推定是由于凝固坯壳重熔所致。为了验证上述在负偏析带产生位置钢水的流动状态,采用同实际铸造中相同尺寸的有机玻璃模型进行水力模拟实验。结晶器内水的流速采用二维激光测速仪进行流速测定。图 4在负偏析带内侧(4 mm)及外侧(12 m
14、m)的树枝晶偏角Fig.4Profile of deflection angle in inner and outer of dendrite距铸坯表面4 mm;距铸坯表面12 mm其结果是:在距弯月面113 mm(相当于凝固坯壳厚度4 mm)处与距弯月面1017 mm(相当于凝固坯壳厚度12 mm)处的钢水流动方向相反,这和上述的在负偏析带内、外侧树枝晶的偏角相反的结果是一致的。利用电子探针(EPMA)对负偏析带进行线分析发现,在没有负偏析带的位置(W/2),偏析度为1,而在铸坯W/3及角部,Mn的偏析度为0.920.95。另外,由EPMA线分析结果可以求得负偏析带的宽度,据此可以求得负偏析
15、带处的凝固速度为0.13 mm/s,再把上述值代入高桥1关于负偏析带和钢水流速间的关系式计算得出在负偏析带处钢水的流速为330 mm/s。这一数值与水力模型的流速测定结果有良好的一致性。综上所述,铸坯中负偏析带的形成起因于由浸渍水口中流出的钢水的吐出流。这一观点被最终铸坯距上端300 mm范围内没有发现负偏析带存在的事实所证明。5结论本研究测量了凝固坯壳厚度、凝固不均一度及树枝晶偏角;利用水力模型实验及对实机铸坯的凝固组织分析,得出了以下结论。(1) 随着钢水过热度及钢水流动速度的增加,初期凝固坯壳厚度减少,凝固坯壳的不均一度增大。(2) 采用缓冷结晶器可有效地防止因钢水过热度及钢水流动所造成的凝固不均一。(3) 在铸坯表层(610 mm)存在的负偏析带是在距弯月面250450 mm处产生,其形成原因是由于浸渍式水口的吐出流所致。参考文献1高桥忠义,市川洌,工藤昌行,等.钢块凝固偏析溶汤流动影响.铁钢,1975,61(9):21982
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 餐饮行业合同争议上诉状范文
- 高端旅游团医疗应急预案补充合同
- 移除工商异常代理合同
- 2025-2030中国玻璃杯行业发展分析及发展趋势预测与投资风险研究报告
- 2025-2030中国温泉旅游行业市场发展趋势及发展前景与投资机会研究报告
- DB32/T 4218-2022桥梁缆索用碳纤维增强复合材料筋通用技术条件
- DB32/T 4216-2022耕作层土壤再利用操作规范
- DB32/T 4008-2021医疗卫生信用信息归集规范
- 2025至2030年中国五香香肠香料行业投资前景及策略咨询研究报告
- DB32/T 3938-2020钢混组合结构梁桥养护技术规程
- 2025年下半年黔东南州能源投资限公司招聘易考易错模拟试题(共500题)试卷后附参考答案
- GB/T 45551-2025蜜蜂生产性能测定技术规范
- 荔枝采摘合同协议书
- 国家能源集团陆上风电项目通 用造价指标(2024年)
- 国家开放大学《课程与教学论》形考任务1-4参考答案
- 2024年湖南省长沙市中考英语试卷真题(含答案)
- 【高新技术企业所得税税务筹划探析案例:以科大讯飞为例13000字(论文)】
- 必修地球圈层结构通用PPT课件
- 物联网体系结构PPT课件
- 80吨吊车性能表
- 智能照明控制系统工程报价清单明细表
评论
0/150
提交评论