


版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
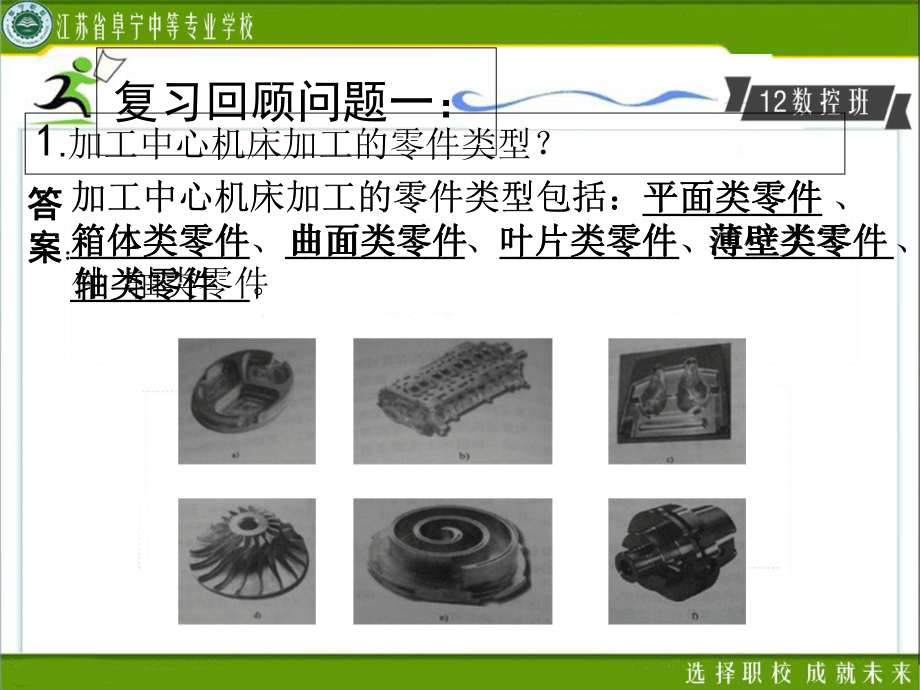
1、加工中心公开课课题加工中心公开课课题:平面加工平面加工 主讲:张同恒主讲:张同恒加工中心公开课课题加工中心公开课课题:平面加工平面加工 主讲:张同恒主讲:张同恒 复习回顾1.加工中心机床加工的零件类型?1.加工中心机床加工的零件类型?2.结合视频以及我们去年学过的数控车知识,比较分析数控加工和加工中心加工的零件类型的区别?3.结合上节课的内容,说出加工中心操作的十一个步骤?2.结合视频以及我们去年学过的数控车知识,比较分析数控加工和加工中心加工的零件类型的区别?3.结合上节课的内容,说出加工中心操作的十一个步骤?加工中心机床加工的零件类型包括:_ 、_、_、_、_、_。复习回顾问题一:1.加工
2、中心机床加工的零件类型?答答案案:平面类零件平面类零件箱体类零件箱体类零件曲面类零件曲面类零件叶片类零件叶片类零件薄壁类零件薄壁类零件轴类零件轴类零件加工中心机床加工的零件类型包括:平面类零件 箱体类零件 曲面类零件 叶片类零件 薄壁类零件 轴类零件复习回顾问题二:答案答案:2.结合视频以及我们去年学过的数控车知识,比较分析数控车工和加工中心加工的零件类型的区别?2.结合视频以及我们去年学过的数控车知识,比较分析数控车工和加工中心加工的零件类型的区别? 数车 加工中心1.轴类、套类等回转体零件 各类复杂零件2.毛坯一般是圆柱体 方块3.零件用卡盘卡住 零件用平虎钳夹住4.X、Z轴 X、Y、Z轴
3、5.多次上下卡盘,换程 毛坯直接出成品6.多次装刀,掉头加工时候还应重新对刀 自动换刀,装夹一次完成多工序加工 集钻、镗、铣、铰、攻丝、切槽于一体复习回顾问题三:答案答案:3.3.说出加工中心操作工序的十一个步骤说出加工中心操作工序的十一个步骤3.3.说出加工中心操作工序的十一个步骤说出加工中心操作工序的十一个步骤1.工艺分析,制定工艺方案;2.计算零件的各个加工孔位和轮廓曲线的节点、基点坐标并制作坐标简图;3.编写零件的加工程序;4.将程序输入机床并校验程序;5.安装零件,设置工件坐标系;6.安装刀具、对刀,并设置刀具补偿值;7.试切,并调试程序;8.加工零件;9.检验零件;10.卸下加工完
4、毕的零件;11.将调整好的程序输送到计算机或使用其他方法记录存档以便再次使用;1234567891011新课导入新课导入教学目标教学目标: 知识目标:1)巩固加工中心操作的十一个步骤; 2)掌握加工零件的程序编写方法。 能力目标:培养学生分析问题,解决问题并对具体问题 进行归纳总结的能力。 情感目标:培养学生热爱加工中心这门技能课程。重点重点:对零件的工艺分析。难点难点:在工艺分析基础上掌握零件的编程。一:工艺分析制定工艺方案A 分析零件工艺确定零件的加工内容B 根据零件外形尺寸及加工内容要求和工厂条件选定加工设备C 根据零件的加工内容和选定的机床,并根据零件的批量就可以选定零件的装夹方案D在
5、卡具确定后就能制定零件的加工工艺路线A 分析零件工艺确定零件的加工内容B 根据零件外形尺寸及加工内容根据零件外形尺寸及加工内容要求和工厂条件选定加工设备要求和工厂条件选定加工设备:FUNUC 0i数控系统的立式加工中心 工作台尺寸(mm) 1000400 工作台承重 700(公斤) 行程 800(X轴) 450(Y轴) 500(Z轴) 主轴端面到工作台的距离(mm) 140640 刀柄和刀具刀柄和刀具 直径为20立铣刀 C C 根据零件的加工内根据零件的加工内容和选定的机床容和选定的机床, ,并根并根据零件的批量就可以据零件的批量就可以选定零件的装夹方案选定零件的装夹方案。 由于考虑到成本为题
6、,我们选择通用夹具或者组合夹具,设计卡住时应遵循六点定位原则,尽可能保证零件一次装夹之后完成全部工序的加工内容D在卡具确定后就能制定零件的加工工艺路在卡具确定后就能制定零件的加工工艺路线线加工零件工艺路线加工零件工艺路线零件加工工艺安排a)铣台阶AB b)铣台阶CD c)铣圆弧00ZYXFEABCD坐标卡坐标卡:二:计算零件的各个加工孔位和轮廓曲线的节点,基点坐标并制作坐标简图;A点(-52.0,-50.0) B点(-52.0,50.0)C点(-44.0,-50.0) D点(-44.0,50.0)E点(10.0,50) F点(10.0,-50.0)00ZYXFEABCD三、编写零件的加工程序O
7、0001 ; G90 G94 G21 G17 ; G91 G28 Z0 ;G90 G54 M03 S350 ;G00 X-52.0 Y-50.0 ;Z5.0 M08 ;G01 Z-8.0 F50 ;Y50.0F52 ;G00 Z5.0 ;X-44.0 Y-50.0 ;G01 Z-4.0 F50 ;Y50.0 F52.0 ;G00 Z5.0 ;X10.0 Y50.0 ;G01 Z-6.0 F50 ;G02 X10.0 Y-50.0 R50.0 F52;G00 Z20.0 M09 ;G91 G28 Z0 ;M30 ;程序名初始化指令Z轴回参考点绝对值编程,主轴正转,转速350r/min快速定位到A
8、点Z轴快速定位到Z5.0位置,并打开切削液切削进给至Z-8.0的深度切削进给至B点;Z轴快速定位到Z5.0的位置快速定位到C点切削进给至Z-4.0的深度切削进给至D点Z轴快速定位到Z5.0的位置快速定位到E点切削进给至Z-6.0的深度顺时针圆弧进给至F点Z轴快速定位到Z20.0的位置,关闭切削液Z轴参考回零程序结束A点(-52.0,-50.0) B点(-52.0,50.0)C点(-44.0,-50.0) D点(-44.0,50.0)E点(10.0,50) F点(10.0,-50.0)B00ZYXFEACD00ZYXFEABCD作业布置P84思考与练习 1.FUNUC 0i加工中心编程有那些特点? 2.简述圆弧插补指
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 绿化建设专项合同
- 纸质运动装备市场细分与产品设计原则探讨考核试卷
- 短期医药代表合同
- 民国路灯美术课件
- 眼镜行业互联网+发展趋势考核试卷
- 农用机械化农业气象服务与农业风险管理策略研究考核试卷
- 毛皮制品包装设计考核试卷
- 玉米种植的农业电商发展考核试卷
- 粮食仓储企业绿色经济产业链构建考核试卷
- 海面风速预测考核试卷
- GB/T 43953-2024全生物降解聚乙醇酸(PGA)
- 国家八年级数学质量测试题(六套)
- 青光眼小梁切除手术
- (2024年)肺栓塞课件
- 2024吉林省民航机场集团有限公司招聘笔试参考题库附带答案详解
- 电磁现象及其应用-理解电磁现象及其在日常生活中的应用
- 车辆行驶安全培训模板
- 开展中医药健康文化宣传活动方案(样式)
- 油漆涂料行业市场分析
- 跨境数据流动与治理
- 输血治疗知情同意书
评论
0/150
提交评论