



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、某产品射出成型之色差变化因素探讨一 问题描述二 品质特征及因子说明三 直交表及因子配置四 实验步骤及资料汇集五 资料分析六 验证实验七 结论八 再次实验九 未来计划问题描述一 背景自我司生产某产品以来,一直受到色差问题困扰,经常会有此不良现象发生,不良比率在10%左右,由此给我司造成较大损失,使利润提高受到抑制。并且因客户严格要求我司对此作以改进完善,故现经我司生产部,品保部及工程课人员共同探讨,利用田口品质工程技术进行实验设计,用尽可能少的时间,成本,实验次数,将影响该产品色差的因素寻找出来。使此不良现象逐步消失,给公司带来更大的收益。二 制程分析及可控因素标示射出成型是在加工过程中,将热塑
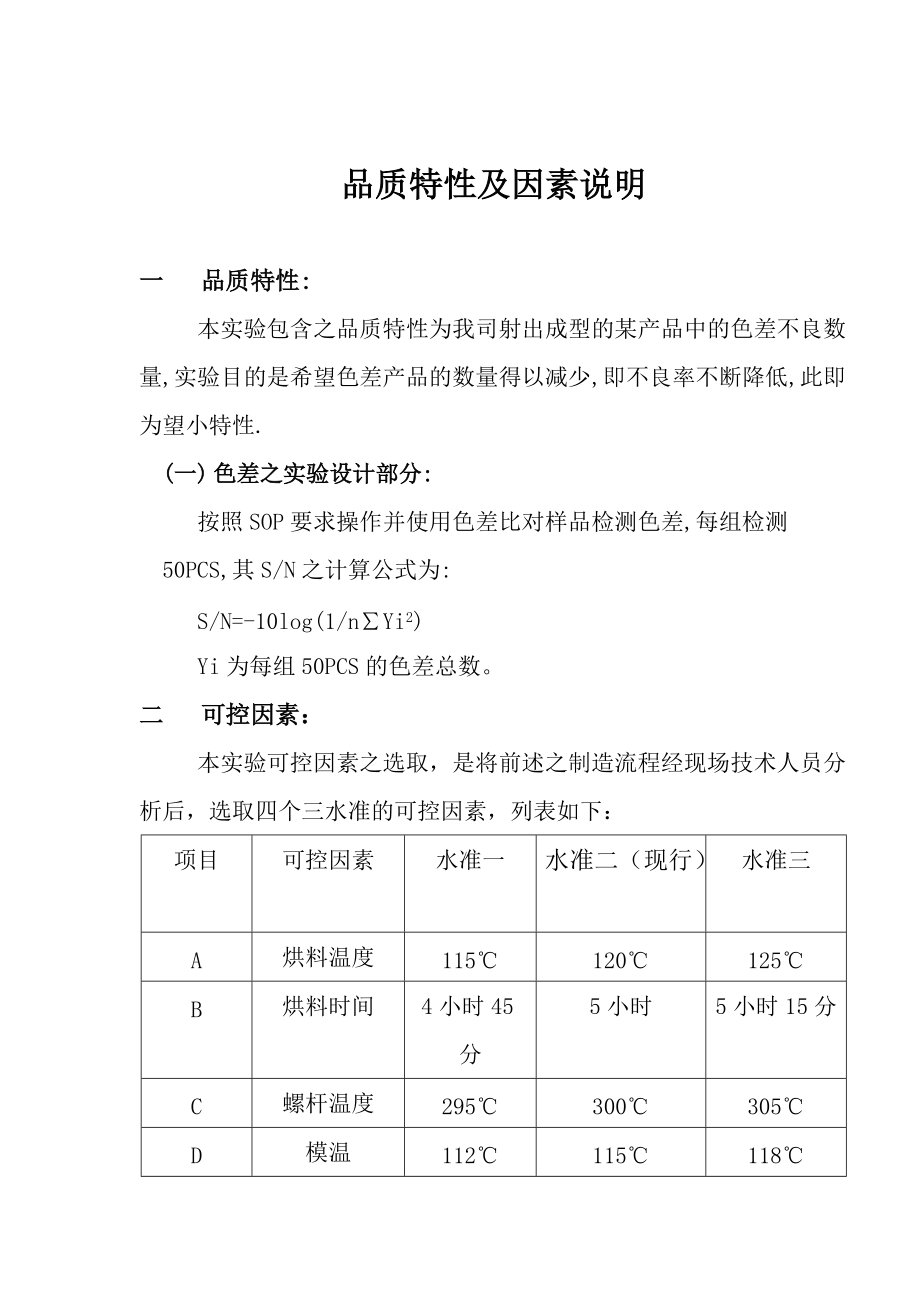
2、性塑胶原料加热至熔融状态,再在高压下送入并填满由两个半边摸闭合形成的模腔,经过一段时间冷却定型后,将两个半模分开,取出塑件,即完成一个操作程式,操作过程中两边模闭合须与注射操作时间互相配合,并准確控制温度,压力及个别动作时间,使形成有规律性地循环。射出成型制造流程及可控因素标示:入库检验(QC)装箱作业员作业成品取出(机械手臂)产品顶出模具打开产品在模具内冷却浇口切除塑件浇口凝固射压停止塑胶填满模腔材料进入螺杆送料及干燥除湿供料桶原材料品质特性及因素说明一 品质特性:本实验包含之品质特性为我司射出成型的某产品中的色差不良数量,实验目的是希望色差产品的数量得以减少,即不良率不断降低,此即为望小特
3、性.(一) 色差之实验设计部分: 按照SOP要求操作并使用色差比对样品检测色差,每组检测50PCS,其S/N之计算公式为: S/N=-10log(1/nYi2) Yi为每组50PCS的色差总数。二 可控因素:本实验可控因素之选取,是将前述之制造流程经现场技术人员分析后,选取四个三水准的可控因素,列表如下:项目可控因素水准一水准二(现行)水准三A烘料温度115120125B烘料时间4小时45分5小时5小时15分C螺杆温度295300305D模温112115118直交表及因素配置一 直交表: 本实验共有四个三水准可控因数,每一实验条件下均检测50PCS样本,计数色差不良数量,故本实验采用L9(34
4、)之直交表。二 因素配置:本实验之四个可控因素,经成份分析后,分别配置于L9(34)之直交表之1,2,3,4列。实验步骤及资料汇集一 实验步骤: 本次实验经直交表配置分析后,交由射出成型现场技术人员进行实验,进行9组实验,每一组实验选取50个样本数,共选取450个样本数进行计数值资料分析。二 资料汇集: 由于本次实验规划之品质特性为色差不良数,有关资料之汇集,将9组450个样本一一与样品比对,并按SOP进行操作得出9组资料,由此计算S/N值。 经由执行上述之步骤,得出直交表。因子NO.ABCD111112122231333421235223162312731328321393321资料分析一
5、最佳化条件之选定因子NO.ABCDYiS/N111113-9.542212226-15.563313333-9.542421232-6.021522314-12.041623125-13.979731326-15.563832134-12.041933215-13.979二 回应表ABCD1-11.549-10.3753-11.854-11.8542-10.6803-13.215-11.8543-15.0353-13.861-12.5-12.382-9.2013MAX-10.6803-10.3753-11.854-9.2013MIN-13.861-13.215-12.382-15.035EFF
6、ECT3.18072.83970.5285.8337RANKA2B1C1D3验证实验一 验证实验条件描述:经资料分析后得出一组最佳条件组合如下:A2 B1 C1 D3转换为可控因素描述如下:A2烘料温度120B1烘料时间4小时45分C1螺杆温度295D3模温118结论经过我司工作人员的不懈努力,结合以上9组实验,最终得出一组最佳条件:烘料温度120,烘料时间4小时45分,螺杆温度295,模温118.自从本星期五开始使用此条件后,通过两天来的长时间检测,发现到该产品的色差不良现象有所降低,这几天的不良率基本控制在5%至7%.总而言之,以上说明此前的条件并不是非常理想,而现在的条件方是较为理想的条
7、件,且公司的利益由此得以体现.再次实验一 前提因经过以上实验,仍有较高之不良率,且在做前三项不良统计时,色差不良现象依然是第一项,故我司射出课及相关工程人员决定在此基础上再次加以改进.二 可控因素:本实验可控因素之选取,是将前述之制造流程经现场技术人员分析后,选取四个三水准的可控因素,列表如下:项目可控因素水准一水准二(现行)水准三A烘料温度115120125B烘料时间4小时30分4小时45分5小时C螺杆温度290295300D模温115118121三 直交表: 本实验共有四个三水准可控因数,每一实验条件下均检测100PCS样本,计数色差不良数量,故本实验采用L9(34)之直交表。四 因素配置
8、:本实验之四个可控因素,经成份分析后,分别配置于L9(34)之直交表之1,2,3,4列。五 实验步骤: 本次实验经直交表配置分析后,交由射出成型现场技术人员进行实验,进行9组实验,每一组实验选取100个样本数,共选取900个样本数进行计数值资料分析。六 资料汇集: 由于本次实验规划之品质特性为色差不良数,有关资料之汇集,将9组900个样本一一与样品比对,并按SOP进行操作得出9组资料,由此计算S/N值。经由执行上述之步骤,得出直交表。因子NO.ABCD111112122231333421235223162312731328321393321七 最佳化条件之选定因子NO.ABCDYiS/N111
9、112-6.0206212229-19.08493133315-23.52184212312-21.58365223119-25.57516231216-24.08247313228-28.94328321322-26.84859332131-29.8272八 回应表ABCD1-16.2091-18.8491-18.9838-20.47432-23.747-23.8362-23.4986-24.03683-28.5396-25.8105-26.0137-23.9846MAX-16.2091-18.8491-18.9838-20.4743MIN-28.5396-25.8105-26.0137-24.0368EFFECT12.33056.96147.02993.5625RANKA1B1C1D1九 验证实验条件描述:经资料分析后得出一组最佳条件组合如下:A1 B1 C1 D1转换为可控因素描述如下:A1烘料温度115B1烘料时间4小时30分C1螺杆温度290D1模温115十 结果经过此次实验,关于该色差不良现象已降低至12%.未来计划有关未来之计划部分,由于田口式品质工程技术于设计规划或制程改善,均不失为一犀利之工具,故我司主管
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 现代创新创业故事分享
- 乙炔氧气安全培训
- CFA考试主题分类试题及答案
- 2024年特许金融分析师考试模拟试题及答案分享
- 2024年特许金融分析师考试实战模拟题练习试题及答案
- 2024年CFA考试适应性学习策略与试题及答案
- 2024年CFA真题及答案分析
- 预防感冒大班绘本教案
- 精准备考2024年特许金融分析师考试要点试题及答案
- 乡镇街道安全巡查员培训
- DB32T 2060-2024 单位能耗限额
- 四川开放大学2024年秋《土木工程CAD》形考作业1-2终考答案
- 形势与政策总体国家安全观
- 2024年世界职业院校技能大赛中职组“食品药品检验组”赛项考试题库(含答案)
- 智能运维知识库建设方案设计与实施规划
- 《即时检验(POCT)室内质量控制指南》
- 互联网+大学创新创业大赛金奖计划书(完整详细版)
- 水工建筑物课程设计水闸
- 中国高血压防治指南(2024年修订版)要点解读
- 室外消防管道保温施工方案
- 公开课课件-《全球气候变化》
评论
0/150
提交评论