



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
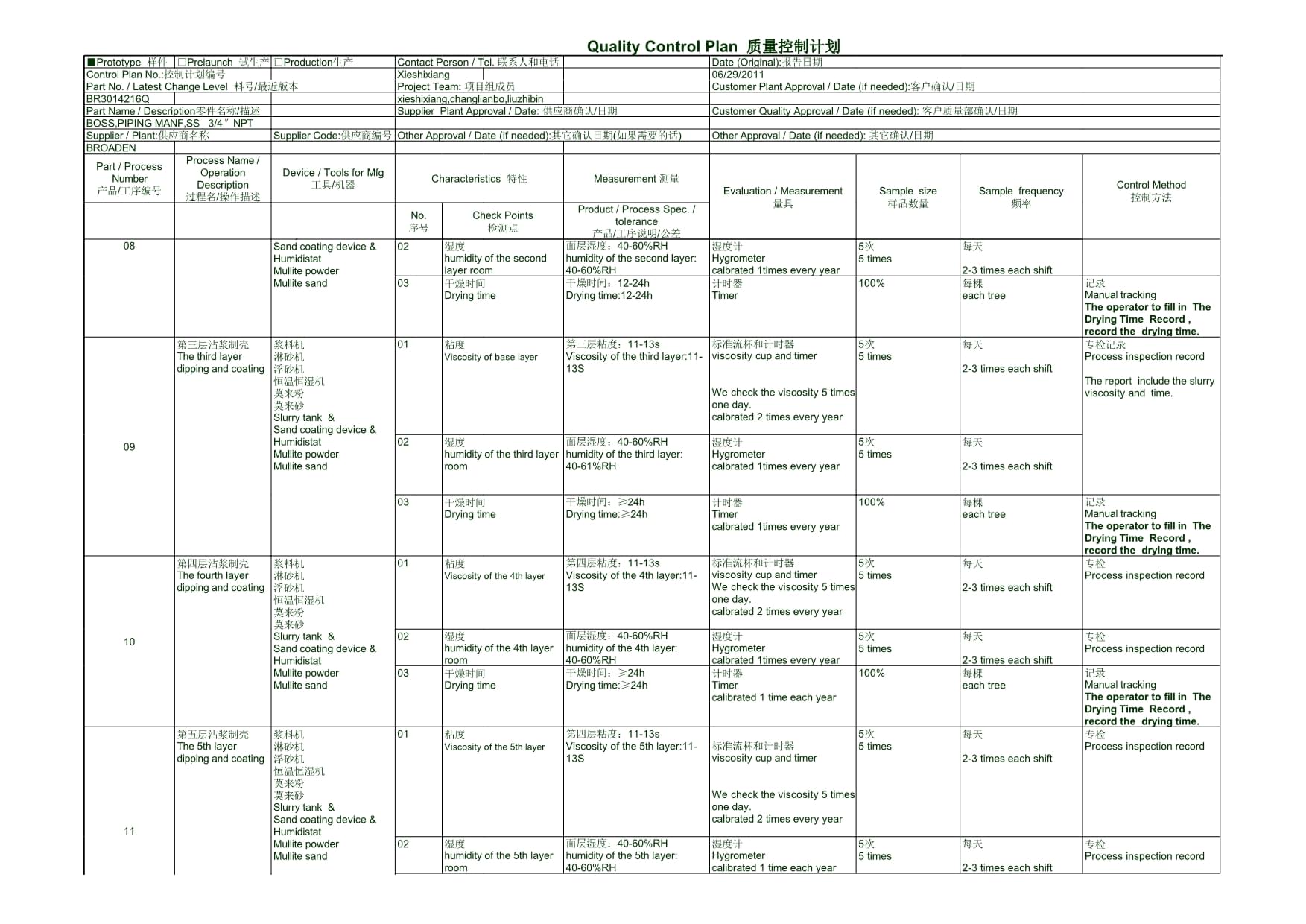
QualityControlPlan质量控制计划,,,,,,,,,,,,
,,,,,,,,,,,,,
■Prototype样件,□Prelaunch试生产,□Production生产,ContactPerson/Tel.联系人和电话,,,,Date(Original):报告日期,,,,,
ControlPlanNo.:控制计划编号,,,Xieshixiang,,,,06/29/2011,,,,,
PartNo./LatestChangeLevel料号/最近版本,,,ProjectTeam:项目组成员,,,,CustomerPlantApproval/Date(ifneeded):客户确认/日期,,,,,
BR3014216Q,,,"xieshixiang,changlianbo,liuzhibin",,,,,,,,,
PartName/Description零件名称/描述,,,SupplierPlantApproval/Date:供应商确认/日期,,,,CustomerQualityApproval/Date(ifneeded):客户质量部确认/日期,,,,,
"BOSS,PIPINGMANF,SS3/4″NPT",,,,,,,,,,,,
Supplier/Plant:供应商名称,,SupplierCode:供应商编号,OtherApproval/Date(ifneeded):其它确认日期(如果需要的话),,,,OtherApproval/Date(ifneeded):其它确认/日期,,,,,
BROADEN,,,,,,,,,,,,
Part/ProcessNumber产品/工序编号,ProcessName/OperationDescription过程名/操作描述,Device/ToolsforMfg工具/机器,Characteristics特性,,,Measurement测量,Evaluation/Measurement量具,Samplesize样品数量,"Samplefrequency
频率","ControlMethod控制方法
",ReactionPlan应对方法,
,,,No.序号,CheckPoints检测点,,Product/ProcessSpec./tolerance产品/工序说明/公差,,,,,,
01,进货检验Receivinginspection,,01,"钢料
Rawmaterial",,"化学成分:Chemicalcomposition
C:<0.08,
Si;<1.0,
Mn:<2.0,
Cr:18~20,
Ni:6~10.5,
无油,nooli","材质证明
光谱分析仪Materialcertification;Spectrometer
Calibratethespectrometremachine1timeeachyear.andcalibratethestandardsamples1timeeachshift.
",1pcs,"每批
Eachpurchase,
eachlot.
","标识原材料与证明文件;
光谱分析
物料采购验收单
RawMaterialIdentificationandmaterialcertification;
Labcertification;
Incominginspectionrecords","采购员填写不合格品评审单提交质量经理评估,确定是否接收。
TheoperatortoinitiateNCMRandnotifyQAfordisposition.","Theseareallthesamereactionplans.Howisnon-confomringmaterialcontained?
TheQAvaluetheaffectofthenonconfirmingmaterial.makethedisposition:returnsoraccepted.
"
,,,02,"合金成分
Alloychemicalcomposition
",,"镍板符合标准GB6516-86
NickelaccordingtoGB6516-86","质保书
MaterialQualitycertificationsupplier'scertification",1pcs,"每批
Eachpurchase,
eachlot.","质保书
MaterialQualitycertification
Referenceprocess16","采购员填写不合格品评审单提交质量经理评估,确定是否接收。
TheoperatortoinitiateNCMRandnotifyQAfordisposition..",
,,,,,,"钼铁符合标准GB/T3649-87
MoFeaccordingtoGB/T3649-87","质保书
MaterialQualitycertification
supplier'scertification",1pcs,"每批
Eachpurchase,
eachlot.","质保书
MaterialQualitycertification
Referenceprocess16","采购员填写不合格品评审单提交质量经理评估,确定是否接收。
TheoperatortoinitiateNCMRandnotifyQAfordisposition.",
,,,03,"蜡料
WaxMaterial",,"软化点:70-80℃
针入度(25℃)/10-1mm:5-9
线收缩率(%):0.9-1.1
灰分含量(%):≤0.05
Softeningpoint:70-80℃
Penetration(25℃)/10-1mm:5-9
Contractionrate(%):0.9-1.1
Ash(%):≤0.05","1质保书
2第三方实验室报告
1.MaterialQualitycertificationprovidedbysuppliereachlot;
2.Outsidelabtestreport",1times,"每6个月
Each6months
","定期送检
Periodicallysendtooutsidetestlabeach6months
Brodencheckontractionrate(%)and
Ash(%),
1timeseachmonth.","采购员填写不合格品评审单提交质量经理评估,确定是否接收。
TheoperatortoinitiateNCMRandnotifyQAfordisposition.
MRBhandle,returntosupplier.",
,,,,,,,,,,,,,
,,,04,"硅溶胶
Solicagel
",,"外观:无悬浮物
Novisiblefloatingparticles
Nosiliconeindiscerptible","目测
Visualinspection
",1pcs,"每批
Eachpurchase,
eachlot.","物料采购验收单
Broaden'sincominginspectionreport.","采购员填写不合格品评审单提交质量经理评估,确定是否接收。
TheoperatortoinitiateNCMRandnotifyQAfordisposition.
MRBhandle,returntosupplier.",
,,,,,,SiO2:29-31%,"实验室
Labtest",1pcs,"每批
Eachpurchase,
eachlot.","实验室检验证明
Labcertification
INCOMINGINSPECTIONREPORT
","采购员填写不合格品评审单提交质量经理评估,确定是否接收。
TheoperatortoinitiateNCMRandnotifyQAfordisposition.",
,,,05,"锆粉
zirconpowder",,"粒度:48um(300目)
Granularsize:48um(300mesh)","实验室
Labtest
",1pcs,"每批
Eachpurchase,
eachlot.","实验室检验证明
INCOMINGINSPECTIONREPORT","采购员填写不合格品评审单提交质量经理评估,确定是否接收。
TheoperatortoinitiateNCMRandnotifyQAfordisposition.",
,,,06,"锆砂
zirconsand",,"粒度:150um(100目)
GranularSize:150um(100mesh)","实验室
Labtest
",1pcs,"每批
Eachpurchase,
eachlot.","实验室检验证明
INCOMINGINSPECTIONREPORT","采购员填写不合格品评审单提交质量经理评估,确定是否接收。
TheoperatortoinitiateNCMRandnotifyQAfordisposition.",
,,,07,"莫来粉
Mullitepowder",,"粒度:75um(200目)
GranularSize:75um(200mesh)","实验室
Labtest
IsthereanASTMstandardbeingfollowed?
ThereisnoASTMstandard,andnoGBstandardalso.becausetherearedifferentconditionsindifferentplant..eachfactoryhaveintermalstandard.Broden'sinternalstandardseethepicture.",1pcs,"每批
EachlotWhatdefinesalot?
Eachpurchase,
eachlot.","实验室检验证明
Labcertification
Internalorexternal?
Broaden'slabcertification.","采购员填写不合格品评审单提交质量经理评估,确定是否接收。
TheoperatortoinitiateNCMRandnotifyQAfordisposition.",
,,,08,"莫来细砂
Mullitesand",,"粒度:250-550um(30-60目)
GranularSize:250-550um(30-60mesh)","实验室
Labtest
",1pcs,"每批
Eachpurchase,
eachlot.","实验室检验证明
INCOMINGINSPECTIONREPORT","采购员填写不合格品评审单提交质量经理评估,确定是否接收。
TheoperatortoinitiateNCMRandnotifyQAfordisposition.",
,,,09,"莫来粗砂
Mullitesand",,"粒度:550-1000um(16-30目)
GranularSize:550-1000um(16-30mesh)","实验室
Labtest
",1pcs,"每批
Eachpurchase,
eachlot.","实验室检验证明
INCOMINGINSPECTIONREPORT","采购员填写不合格品评审单提交质量经理评估,确定是否接收。
TheoperatortoinitiateNCMRandnotifyQAfordisposition.",
02,蜡料制备Waxpreparation,"脱水桶
Dehydratetank",01,"脱水温度
Dehydratetemperature",,"脱水温度:105-120℃
Dehydratetemperature:105-120℃","自动温控仪
显示器
报警器
Automatictemperaturecontroller
Monitorandtrack
Alarms","连续
Throughout.
PLCcontrol","每桶
Eachtank","报警器
Machinealarms","停止生产并通知工程师调整。
Theoperatortoinformtheengineeradjust.","Howaretheadjustmentsmaintained?
Howdoestheoperatorknowwhentomakeanadjustment?
Whataretheoperatorscheckingtoo?
Whathappenstoallthebadproductidentified?
"
,,,02,"脱水时间
Dehydratetime",,"脱水时间:≥12h
Dehydratetime:≥12h","计时器
Timer
",1,"每桶
Eachtank
≥12h
","记录
Manualtracking
TheoperatortofillinTheDehydrateTimeRecord,recordthestarttimeandtheendtime","操作者自行调整
Theoperatortoadjust",
,,"静置桶
Precipitationtank",01,"静置温度
Precipitationtemperature",,"静置温度70-85℃
Temperature70-85℃","自动温控仪
显示器
报警器
Automatictemperaturecontroller
Monitorandtrack
Alarms","连续
Throughout.
PLCcontrol","每桶
Eachtank
≥12h","报警器
Machinealarms
Whentheprecipitationtemperatureisn'tinthetolance.weknowitimmediately.","停止生产并通知工程师调整。
Theoperatortoinformtheengineeradjust.",
,,,02,"静置时间
Precipitationtime",,"静置时间:≥12h
Stilltime:≥12h","计时器
Timer",1,"每桶
Eachtank
≥12h","记录
Manualtracking
TheoperatorfillinThePrecipitationTimeRecord,recordthestarttimeandtheendtime
","操作者自行调整
Theoperatortoadjust",
03,"制造蜡模
Makewaxmodel","全自动射蜡机
Automaticwaxinjectionmachine",01,"射蜡压力
Injectingpressure",,"射蜡压力:2.5-3.5MPa
Pt=2.5~3.5MPa;
","压力表
Pressuremeter
calbrated2timeeveryyear
",1times,"每小时
1hour","记录
Manualtracking
TheoperatortofillinTheInjectingPressureRecord,recordthepressure1timeseachhour.","停止生产并通知工程师调整。
Theoperatortoinformtheengineertorecheckandadjust.",
,,,02,"射蜡温度
Injectingtemperature",,"射蜡温度:58-60℃
Temperature:58-60℃","测温仪
Temperaturetester
calbrated2timeeveryyear
",1times,"每小时
1hour","记录
Manualtracking
TheoperatortofillinTheInjectingTemperatureRecord,recordthetemperature1timeseachhour.","停止生产并通知工程师调整。
Theoperatortoinformtheengineertorecheckandadjust.",
,,,03,"射蜡时间
Injectingtime",,"射蜡时间:35+/-0.5s
Time:35+/-0.5s
","计时器
Timer
calbrated2timeeveryyear",100%,连续Continuous,"自动控制
Automaticstopwhentotime","停止生产并通知工程师调整。
Theoperatortoinformtheengineertorecheckandadjust.",
04,"修蜡
Decoratewaxmodel","专用刀具
Specialtool",01,"外观
Appearance",,"无飞边,毛刺
Noburrsandflashing","目测
Visualinspection",100%,连续Continuous,"自检
Self-inspectionperinspectionsheet
","自检并返修
Theoperatortorecheckandrework",
05,"检验
WaxmodelInspection",,01,"外观
Appearance",,"无飞边,毛刺
Noburrsandflashing","目测
Visual",100%,连续Continuous,"专检记录
Processinspectionrecord
","通知操作者停止工作,并进行自检自修。
Informtheoperatortorecheckthewaxparts.Reworkedorrejected.",
,,,02,"尺寸
Waxdimensions",,"蜡件尺寸符合图纸要求
Accordingtocastingpartdrawing
","卡尺
Caliper
calibrated1timeevery6months",5pcs,"Every2H
",,,
,,,,,,,,,,,,,
06,"组树
Waxmodelsassembling","电烙铁
Electriciron",01,"外观
Appearance",,"组树方式符合工艺要求
WaxtreeaccordingtoInstructionandsamplepicture","目测
Visual",100%,连续Continuous,"自检
Self-inspection
Theoperatorshoudcheckthewaxtreeismeettherequirementsornot.","返工或报废
Reworkedorrejected",
,,,,,,,,2pcs,2h,"专检记录
Processinspectionrecord
Theinspectorshoudcheckthewaxtreeismeettherequirementsornot.andrecordthesamplesizeandfrequency","通知操作者停止工作,并进行自检。
Toinformtheoperatortorecheck,reworkedorrejected.",
07,"面层沾浆制壳
Baselayerdippingandcoating
","浆料机
淋砂机
浮砂机
恒温恒湿机
锆粉
锆砂
Slurrytank&Sandcoatingdevice&
Humidistat&dryingdevice
zirconpowder
zirconsand",01,"粘度
Viscosityofbaselayer",,"面层粘度:35~40s
Viscosityofbaselayer:35~40S","标准流杯和计时器
viscositycupandtimer
Wechecktheviscosity5timesoneday.
calbrated2timeeveryyear
","5次
5times","每天
2-3timeseachshift","专检记录
Processinspectionrecord","调整并再检查
Theoperatortoadjustandrecheck",
,,,02,"湿度
humidityofbaselayerroom",,"面层湿度:50-70%RH
humidityofbaselayer:
50-70%RH","湿度计
Hygrometer
calbrated2timeeveryyear","5次
5times","每天
2-3timeseachshift","专检记录
Processinspectionrecord
Thereportincludehumidityandtime.","调整并再检查
Theoperatortoadjustandrecheck",
,,,03,"干燥时间
Dryingtime",,"干燥时间:6-12h
Dryingtime:6-12h","计时器
Timer
",100%,"每棵
eachtree",,"调整并再检查
Theoperatortoadjustandrecheck",
08,"过渡层沾浆制壳
Thesecondlayerdippingandcoating
","浆料机
淋砂机
浮砂机
恒温恒湿机
莫来粉
莫来砂
Slurrytank&Sandcoatingdevice&
Humidistat
Mullitepowder
Mullitesand",01,"粘度
Viscosityofthesecondlayer",,"过渡层粘度:13-15s
Viscosityofthesecondlayer:13-15S","标准流杯和计时器
viscositycupandtimer
Wechecktheviscosity5timesoneday.
calbrated2timeseveryyear","5次
5times","每天
2-3timeseachshift","专检记录
Processinspectionrecord
Thereportincludetheslurryviscosityandtime.
","调整并再检查
Theoperatortoadjustandrecheck",
,,,02,"湿度
humidityofthesecondlayerroom",,"面层湿度:40-60%RH
humidityofthesecondlayer:
40-60%RH","湿度计
Hygrometer
calbrated1timeseveryyear","5次
5times","每天
2-3timeseachshift",,"调整并再检查
Theoperatortoadjustandrecheck",
,,,03,"干燥时间
Dryingtime",,"干燥时间:12-24h
Dryingtime:12-24h","计时器
Timer
",100%,"每棵
eachtree","记录
Manualtracking
TheoperatortofillinTheDryingTimeRecord,recordthedryingtime.","调整并再检查
Theoperatortoadjustandrecheck",
09,"第三层沾浆制壳
Thethirdlayerdippingandcoating","浆料机
淋砂机
浮砂机
恒温恒湿机
莫来粉
莫来砂
Slurrytank&Sandcoatingdevice&
Humidistat
Mullitepowder
Mullitesand",01,"粘度
Viscosityofbaselayer",,"第三层粘度:11-13s
Viscosityofthethirdlayer:11-13S","标准流杯和计时器
viscositycupandtimer
Wechecktheviscosity5timesoneday.
calbrated2timeseveryyear
","5次
5times","每天
2-3timeseachshift","专检记录
Processinspectionrecord
Thereportincludetheslurryviscosityandtime.","调整并再检查
Theoperatortoadjustandrecheck",
,,,02,"湿度
humidityofthethirdlayerroom",,"面层湿度:40-60%RH
humidityofthethirdlayer:
40-61%RH","湿度计
Hygrometer
calbrated1timeseveryyear","5次
5times","每天
2-3timeseachshift",,"调整并再检查
Theoperatortoadjustandrecheck",
,,,03,"干燥时间
Dryingtime",,"干燥时间:≥24h
Dryingtime:≥24h","计时器
Timer
calbrated1timeseveryyear",100%,"每棵
eachtree","记录
Manualtracking
TheoperatortofillinTheDryingTimeRecord,recordthedryingtime.","调整并再检查
Theoperatortoadjustandrecheck",
10,"第四层沾浆制壳
Thefourthlayerdippingandcoating","浆料机
淋砂机
浮砂机
恒温恒湿机
莫来粉
莫来砂
Slurrytank&Sandcoatingdevice&
Humidistat
Mullitepowder
Mullitesand
",01,"粘度
Viscosityofthe4thlayer",,"第四层粘度:11-13s
Viscosityofthe4thlayer:11-13S","标准流杯和计时器
viscositycupandtimer
Wechecktheviscosity5timesoneday.
calbrated2timeseveryyear
","5次
5times","每天
2-3timeseachshift","专检
Processinspectionrecord","调整并再检查
Theoperatortoadjustandrecheck",
,,,02,"湿度
humidityofthe4thlayerroom",,"面层湿度:40-60%RH
humidityofthe4thlayer:
40-60%RH","湿度计
Hygrometer
calbrated1timeseveryyear","5次
5times","每天
2-3timeseachshift","专检
Processinspectionrecord","调整并再检查
Theoperatortoadjustandrecheck",
,,,03,"干燥时间
Dryingtime",,"干燥时间:≥24h
Dryingtime:≥24h","计时器
Timer
calibrated1timeeachyear",100%,"每棵
eachtree","记录
Manualtracking
TheoperatortofillinTheDryingTimeRecord,recordthedryingtime.","调整并再检查
Theoperatortoadjustandrecheck",
11,"第五层沾浆制壳
The5thlayerdippingandcoating","浆料机
淋砂机
浮砂机
恒温恒湿机
莫来粉
莫来砂
Slurrytank&Sandcoatingdevice&
Humidistat
Mullitepowder
Mullitesand",01,"粘度
Viscosityofthe5thlayer",,"第四层粘度:11-13s
Viscosityofthe5thlayer:11-13S","
标准流杯和计时器
viscositycupandtimer
Wechecktheviscosity5timesoneday.
calbrated2timeseveryyear
","5次
5times","每天
2-3timeseachshift","专检
Processinspectionrecord","调整并再检查
Theoperatortoadjustandrecheck",
,,,02,"湿度
humidityofthe5thlayerroom",,"面层湿度:40-60%RH
humidityofthe5thlayer:
40-60%RH","湿度计
Hygrometer
calibrated1timeeachyear","5次
5times","每天
2-3timeseachshift","专检
Processinspectionrecord","调整并再检查
Theoperatortoadjustandrecheck",
,,,03,"干燥时间
Dryingtime",,"干燥时间:≥24h
Dryingtime:≥24h","计时器
Timer
calibrated1timeeachyear",100%,"每棵
eachtree","记录
Processinspectionrecord
TheoperatortofillinTheDryingTimeRecord,recordthedryingtime.","调整并再检查
Theoperatortoadjustandrecheck",
12,"第六层沾浆制壳
The6thlayerdippingandcoating","浆料机
淋砂机
浮砂机
恒温恒湿机
莫来粉
Slurrytank&Sandcoatingdevice&
Humidistat
Mullitepowder",01,"粘度
Viscosityofthe6thlayer",,"第四层粘度:11-13s
Viscosityofthe6thlayer:11-13S","标准流杯和计时器
viscositycupandtimer
Wechecktheviscosity5timesoneday.
calbrated2timeseveryyear
","5次
5times","每天
2-3timeseachshift","专检
Processinspectionrecord","调整并再检查
Theoperatortoadjustandrecheck",
,,,02,"湿度
humidityofthe6thlayerroom",,"面层湿度:40-60%RH
humidityofthe6thlayer:
40-60%RH","湿度计
Hygrometer
calibrated1timeeachyear","5次
5times","每天
2-3timeseachshift","专检
Processinspectionrecord","调整并再检查
Theoperatortoadjustandrecheck",
,,,03,"干燥时间
Dryingtime",,"干燥时间:≥24h
Dryingtime:≥24h","计时器
Timer
calibrated1timeeachyear",100%,"每棵
eachtree","记录
Manualtracking
TheoperatortofillinTheDryingTimeRecord,recordthedryingtime.","调整并再检查
Theoperatortoadjustandrecheck",
13,"脱蜡
De-waxing","蒸气脱蜡釜
Steamde-waxingautoclave
",01,"脱蜡压力
Steampressure",,"蒸气压力0.65~0.8MPa
Steampressure:
0.65~0.8MPa","压力表
Pressuremeter
calibrated1timehalfayear",1time,"每炉
Eachfurnacepershift
","记录
Manualtracking
TheoperatortofillinTheDewaxedRecord,recordthedewaxpressure.","调整并再检查
Theoperatortoadjustandrecheck",
,,,02,"脱蜡时间
De-waxingtime",,"脱蜡时间:15-20分钟
time:15-20min","计时器
Timer",1time,"每炉
Eachfurnacepershift
","报警器
Timeralarm","调整并再检查
Theoperatortoadjustandrecheck",
,,,03,"型壳质量
Qualityofshell",,"无裂壳
Nocracks","目视
Visualinspection
Broadensatndard
Nocracksontheshell.
",100%,连续Continuous,"记录
Manualtracking
TheoperatortofillinTheDewaxedRecord,recordthebadshells.
Repairedorrejected","报废
Rejectedandrecycled
",
14,"型壳焙烧
Shellbaking","型壳焙烧炉
Bakingfurnace",01,"焙烧温度
Bakingtemperature",,"温度:1100~1200℃,
Temperature:1100~1200℃;
","热电偶
TC",1time,"每炉
Eachfurnacepershift
","记录
Recordedthetemperatureanbakingtime
","调整并再检查
Theoperatortoadjustandrecheck",
,,,02,"焙烧时间
Bakingtime",,"时间:30-45分钟
Time:30-45minutes
Thefurnacesizeis2000×2500×1000
about160-200pcs
热电偶
TCcontrolthetemperture
","计时器
Timer
calibrated1timeeachyear",1time,"每炉
Eachfurnacepershift
","报警器
Timeralarm","调整
Theoperatortoadjust",
15,"熔炼
Melting","中频炉(200Kg)
IFfurnace(200kg)",01,"配料
Alloyingingredient
",,"304原料:185kg
镍:5kg
钼铁:10kg
304rawmaterial:185kg
Nickel:5kg
MoFe:10kg
","称
benchscale
calibrated2timeseachyear
",1time,"每炉
Eachfurnacepershift
","自检专检
Self-inspectionandspecialinspection
Recordtheweightofeverykindofrawmaterial.","调整
Theoperatortoadjust",
,,,02,"熔炼温度
RefiningTemperature",,1610~1630℃,"测温仪
Temperaturetester
calbrated1timeseachyear
Theoperatorwriteinthereport.
RefiningTemperatureshouldbein1610-1630℃
","1time
","每炉
Eachfurnacepershift
","自检专检
Self-inspectionandspecialinspection
Theactualrefiningtemperureshouldbecollected.","调整
Theoperatortoadjust",
16,"炉前光谱分析
Chemicalanalyze","光谱仪
试块
Spectrometer
Testblock",01,"合金成分
Alloychemicalcomposition
",,"化学成分:CF8MASTMA351
ChemicalcompositionaccordingtoASTMA351
C:≤0.08,
Si;≤1.5,
Mn:≤1.5,
Cr:18.0~21.0,
Ni:9.0~12.0,
Mo:2.0-3.0","光谱室评估
Labevaluation
Broaden'slab.",1time,"每炉
Eachfurnacepershift
","专检
Processinspectionrecord
Theactualchemicalcompositioniscollected
Putthedataintotheinspectionrecordandkeeptherecordfor5years","调整
Theinspectorinformedtheoperatortoadjust",
17,"浇注
Pouring","中频炉(200Kg)
IFfurnace(200kg",01,"钢液温度
Thesteeltemperature",,"钢温:1610~1630℃
Temperatureofsteel:1610~1630℃","测温仪
Temperaturetester
calbrated1timeeachyear
Theoperatorwriteinthereport.
RefiningTemperatureshouldbein1610-1630℃
",1time,"每炉
EachfurnaceProcessinspectionrecord
","自检专检
Self-inspectionandspecialinspection
Theactualrefiningtemperureshouldbecollected.","调整
Theoperatortoadjust",
,,,02,"浇注速度
Pouringrate",,"每串3~5S
Pouringrate:3~5S/tree","计时器
Timer
calibrated2timeseachyear
",100%,连续Continuous,"专检
Processinspectionrecord
Theactualpouringtimeiscollected","调整
Theoperatortoadjust",
18,"冷却
Cooling",,01,"冷却时间
Coolingtime",,"冷却时间至少4小时
Coolingtimeisnotlessthan4hours","计时器
Timer","每棵
Eachtree",100%,"自检
Self-inspection
Thereisnodataneedtocollected.wejustseetheo'clock,oh,thecoolingtimehasmorethan4hours,wecoulddothenextstep.","调整
Theoperatortoadjust",
19,"震动脱壳
removingshell","震动脱壳机
Shakingmachine",01,"铸件外观
Thecastingappearance",,"无裂痕,伤痕
Nocrackandscaroncasting","目测
Visualinspection","每棵
Eachtree",100%,"自检
Self-inspection
Thereisnodataneedtocollected.","调整
Theoperatortoadjust",
20,"浇口切割
Cuttingthepouringgate","砂轮切割机
Sandgrindingcutter
",01,"铸件浇口残留高度
Surplusgate",,"浇口余量<3mm,切忌割伤Pouringgate<3mm","卡尺
calibrated1time6months",5pcs,1h,"自检
Self-inspection
Thereisnodataneedtocollected.","调整
Theoperatortoadjust",
21,"浇口打磨
grindingthepouringgate","砂带机
Sandbeltmachine",02,"浇口
Surplusgate",,浇口<0.5mmPouringgate<0.5mm,"卡尺
Caliper
calibrated1time6months",5pcs,1h,"自检
Self-inspection
Thereisnodataneedtocollected.","调整
Theoperatortoadjust",
22,"抛丸
Shotblasting","抛丸机
Blastingmachine
Q25
200-250pcs",01,"抛丸时间
Blastingtime",,"抛丸时间:30-40分钟
Time:30-40min","计时器
Timer
calibrated1time6months
",100%,"每批
200-250pcs
","自动控制
Automaticstopwhentotime","调整
Theoperatortoadjust",
,,,02,表面砂子残留状况appearance,,"砂子无残留
Noresidualofsands","目测
Visualinspection",5pcs,"每批
200-250pcs","自检
Self-inspection
Thereisnodataneedtocollected.","返工
Theoperatortoreworked",
23,"酸洗
Acidwash
Whattypeofwashisthis?Isthereaspecificationsheet?
HF:HNO3:H2O=1:4:4","酸洗槽
Acidwashtank",01,"外观
appearance",,"铸件表面形成钝化膜,色泽均匀,呈银白色
Nooxideskin","目测
Visualinspection",5pcs,"每批
Eachlot5pcs
1timesacidwashing,1lot","自检
Self-inspection
Thereisnodataneedtocollected.","返工
Theoperatortoreworked",
24,"精整
Finishing","氩弧焊机
Arcweldingmachine
手提式砂轮机
portablegrinder",01,"铸件外观
Castingsappearance",,"铸件表面光洁,无铸造缺陷
Rawcastingsurfaceisgood.
Nocastingdefect.
Weusethearcweldingmachineandgridertodecoratethecastingtomakeitbeautiful.
","目测
Visualinspection",100%,连续Continuous,"自检
Self-inspection
","返工
Theoperatortoreworked",
25,"热处理
Solutionheattreatment","热处理炉
Heattreatmentfurnace",01,"热处理温度
Solusiontemperature
1090-1100℃",,"热处理温度:1090-1100℃
Temperature:1090-1100℃","热电偶
TC
calibrated1timeeachyear",100%,"每炉
Eachfurnace","自动控制
Automatictracking","操作者填写不合格品评审单提交质量经理评估,确定是否接收。
TheoperatortoinitiateNCMRandnotifyQAfordisposition.",
,,,02,"保温时间
holdingtime",,"保温时间:45分钟
holdingtime:45min","计时器
Timer
calibrated1timeeachyear",100%,"每炉
Eachfurnace","报警
timeralarm",,
,,,03,"冷却水温
coolmediumtemperature",,"冷却水温≤35℃
Watertemperature:≤35℃","水温计
hydrothermograph
calibrated1timeeachyear","1次
","每炉
Eachfurnacepershift
","自检
Self-inspection
Theoperatorfillintheself-inspectionreport,recordtheactualsolusiontemterature、theactualholdingtime、theactualwatertemperature.",,
26,"抛丸
Shotblasting","抛丸机
Blastingmachine",01,"抛丸时间
Blastingtime",,"抛丸时间:30-40分钟
Time:30-40min","计时器
Timer
calibrated1timeeachyear",100%,"每批
Eachlot200-250pcs","自动控制
Automaticstopwhentotime","调整
Theoperatortoadjust",
,,,02,"表面
appearance",,"无残留氧化皮
Broadenstandard
Nooxideskin
","目测
Visualinspection
Nooxideskin",5pcs,"每批
Eachlot200-250pcs","自检
Self-inspection
Thereisnodataneedtocollected.","返工
Theoperatortoreworked",
27,"清洗钝化
passivation
Whattypeofpassivationisbeingused?
HNO3
Thereshouldbeacertificationforthisprocess.
Yes","清洗钝化槽
passivationsink
Inthisprocess,thecastingsurfaceshouldbepassivated.Aftermaching,thereisanotherpassivationprocessformachingsurface.",01,"表面
appearance",,"表面钝化成银白色,形成均匀一致的钝化膜
Thesurfacemustbeidenticalsilverywhitecolor
Weidentifedthepartspassivatedandnotpassivated.thereisnochancetogetmixed.
","目测
Visualinspectionpergordensample
Thesurfacemustbeidenticalsilverywhitecolor",5pcs,"每批
1passivate,1lot.","自检
Self-inspection
Thereisnodataneedtocollected.","返工
Theoperatortoreworked",
,,,02,"钝化质量passivationquality
Formanchemicalinactivesurface",,"无游离铁
Nofreeiron","硫酸铜试验
Coppersulfatetest
Swabthesurfacetobeinspectedwithtestsolution,keepthesurfacewetforaperiodof6min.Copperdepositwillindicatethepresenceoffreeiron.",5pcs,"每批
1passivate,1lot.","自检
Self-inspection
Thereisnodataneedtocollected.","返工
Theoperatortoreworked",
28,"毛坯终检
Foundryfinalinspection","卡尺及检具
Verniercaliperandotherinspectioninstruments",01,"外观
appearance",,"铸件表面光洁,无铸造缺陷
Rawcastingsurfaceisgood.
Nocastingdefect.","目测
Visualinspection
",100%,"每批
1order,1lot.
","专检
special-inspection
Recordthethenumberofgoodpartsandthenumberofthedefectiveparts.","操作者填写不合格品评审单提交质量经理评估,确定是否接收。
TheoperatortoinitiateNCMRandnotifyQAfordisposition.",
,,,02,"尺寸
Dimension",,"铸件主要尺寸符合毛坯图纸
Thedimensionsaccordingtocastingdrawing.
Alldimensionsinthecastingdrawing.
","量检具
Inspectioninstruments
Calliper",5pcs,"每100件
Each100pcs","专检
special-inspection
Theactualdimensitionshouldberecorded.",,
29,"车1
Latheofworkingprocedure1","CNC车床
CNCLathe",01,"尺寸Dimension#34
0.15±0.01",,"0.15±0.01
",Micrometer(千分尺),1pcs,Eachshift,"首检记录FAI1pcs
","调整并重新提交首检
Adjustedandtoresubmitthefirstsample",
,,,,,,,,3pcs,1h,"自主检查Selfinspection3pcs/1H
Theactualdimensitionshouldberecorded.","通知主管工程师调整,操作者重新检验产品
Toinformengineertoadjusttheoperatortorechecktheparts.",
,,,,,,,,1pcs,1h,"巡检记录ProcessQAreport1pcs/1H
Theactualdimensitionshouldberecorded.","全部返检
Toinformtheoperatortostopmachiningandtorecheckallparts.
",
,,,02,"尺寸Dimension#32
Φ0.904/0.908",,Φ0.904/0.908□,"三坐标
CMM
Thecontrolplanisforprototype.Whenproduction,wewillchangeCMMtospecialgaugetocheckthedimension.
Calibrated1time1year",1pcs,Eachshift,"首检记录FAI1pcs
","调整并重新提交首检
Adjustedandtoresubmitthefirstsample",
,,,,,,,,3pcs,1h,"自主检查Selfinspection3pcs/1H
Theactualdimensitionshouldberecorded.","通知主管工程师调整,操作者重新检验产品
Toinformengineertoadjusttheoperatortorechecktheparts.",
,,,,,,,,1pcs,1h,"巡检记录ProcessQAreport1pcs/1H
Theactualdimensitionshouldberecorded.","全部返检
Toinformtheoperatortostopmachiningandtorecheckallparts.
",
,,,03,"尺寸Dimension
#25
0.22±0.01",,0.22±0.01,Micrometer(千分尺),1pcs,Eachshift,"首检记录FAI1pcs
","调整并重新提交首检
Adjustedandtoresubmitthefirstsample",
,,,,,,,,3pcs,1h,"自主检查Selfinspection3pcs/1H
Theactualdimensitionshouldberecorded.","通知主管工程师调整,操作者重新检验产品
Toinformengineertoadjusttheoperatortorechecktheparts.",
,,,,,,,,1pcs,1h,"巡检记录ProcessQAreport1pcs/1H
Theactualdimensitionshouldberecorded.","全部返检
Toinformtheoperatortostopmachiningandtorecheckallparts.
",
,,,04,"尺寸Dimension#33
Φ1.000±0.005",,Φ1.000±0.005,"三坐标
CMM
Thecontrolplanisforprototype.Whenproduction,wewillchangeCMMtospecialgaugetocheckthedimension.
Calibrated1time1year",1pcs,Eachshift,"首检记录FAI1pcs
","调整并重新提交首检
Adjustedandtoresubmitthefirstsample",
,,,,,,,,3pcs,1h,"自主检查Selfinspection3pcs/1H
Theactualdimensitionshouldberecorded.","通知主管工程师调整,操作者重新检验产品
Toinformengineertoadjusttheoperatortorechecktheparts.",
,,,,,,,,1pcs,1h,"巡检记录ProcessQAreport
Theactualdimensitionshouldberecorded.","全部返检
Toinformtheoperatortostopmachiningandtorecheckallparts.
",
,,,05,"尺寸Dimension#23
Φ0.755/0.759",,Φ0.755/0.759□,"三坐标
CMM
Thecontrolplanisforprototype.Whenproduction,wewillchangeCMMtospecialgaugetocheckthedimension.
Calibrated1time1year",1pcs,Eachshift,"首检记录FAI1pcs
","调整并重新提交首检
Adjustedandtoresubmitthefirstsample",
,,,,,,,,3pcs,1h,"自主检查Selfinspection3pcs/1H
Theactualdimensitionshouldberecorded.","通知主管工程师调整,操作者重新检验产品
Toinformengineertoadjusttheoperatortorechecktheparts.",
,,,,,,,,1pcs,1h,"巡检记录
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 聚焦海上成品油运输合同新篇章
- 瑜伽课程预约合同
- 酒店经营转让合同范本
- 草莓购销合同范本
- 工程项目合同廉政承诺书范文
- 诚信标志合作合同范本
- 人工智能在医疗保健中的创新考核试卷
- 木材切削刀具的选用与磨损分析考核试卷
- 云母制品在太阳能热水器中的应用考核试卷
- 安全网络数据安全应急响应考核试卷
- 2025年上半年潜江市城市建设发展集团招聘工作人员【52人】易考易错模拟试题(共500题)试卷后附参考答案
- 旋转类机电设备故障预测、诊断研究
- 新媒体营销(第三版) 课件全套 林海 项目1-6 新媒体营销认知-新媒体营销数据分析
- 愚公移山英文 -中国故事英文版课件
- DB52∕T 1413-2019 黎平牛-行业标准
- 公园绿化养护景观绿化维护项目迎接重大节会活动的保障措施
- 国内外旅游公共服务研究的文献综述
- 集团公司各职能部管控分权手册
- 机车电测仪表使用及检修
- PMS颜色对照表
- 2012年北京大学医学部外国留学生本科入学考试
评论
0/150
提交评论