


版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
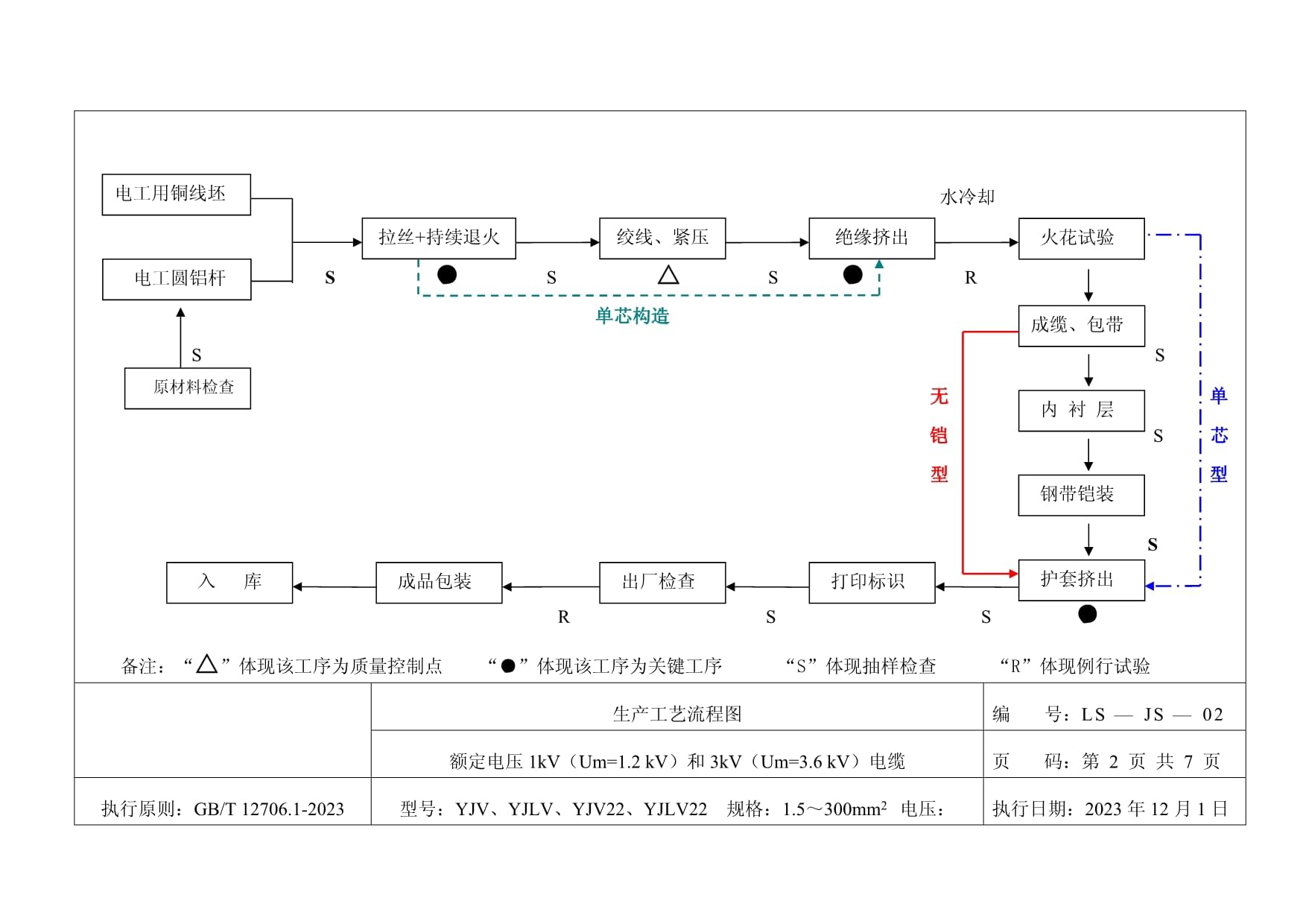
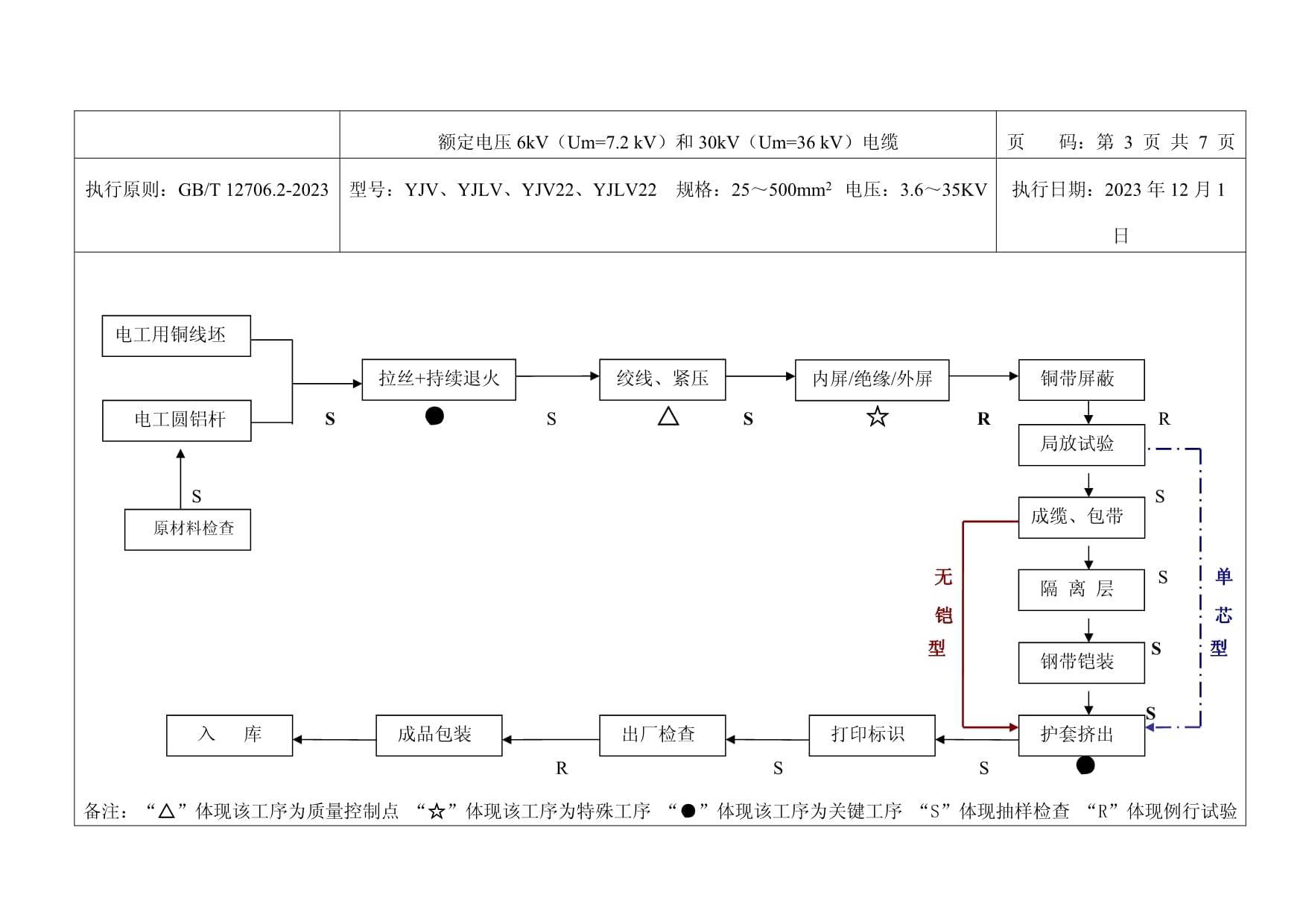
第二单元:生产许可证产品生产工艺流程图VV、VLV、VV22、VLV22、YJV、YJLV、YJV22、YJLV22KVV、KVVR、KVVP、KVVP2、KVVRP、KVV22、KVVP2-22JL/G1A、JL/G1B、L/G2A、JL/G2B、JL/G3AJKV、JKLV、JKLH;JKY、JKLY、JKLHY;KYJ、JKLYJ、JKLHYJ2009-12生产工艺流程图编号:LS—JS—02额定电压1kV(Um=1.2kV)和3kV(Um=3.6kV)电缆页码:第1页共7页执行原则:GB/T12706.1-2023型号:VV、VLV、VV22、VLV22规格:1.5~300mm2电压:0.6/1KV执行日期:2023年12月1日电工用铜线坯水冷却电工用铜线坯火花试验拉丝+持续退火绝缘挤出绞线、紧压火花试验拉丝+持续退火绝缘挤出绞线、紧压电工圆铝杆S●S△S●R电工圆铝杆成缆、包带单芯构造成缆、包带SS原材料检查内衬层无单原材料检查内衬层铠S芯钢带铠装型型钢带铠装S入库成品包装出厂检查打印标识入库成品包装出厂检查打印标识护套挤出RSS●备注:“△”体现该工序为质量控制点“●”体现该工序为关键工序“S”体现抽样检查“R”体现例行试验生产工艺流程图编号:LS—JS—02额定电压1kV(Um=1.2kV)和3kV(Um=3.6kV)电缆页码:第2页共7页执行原则:GB/T12706.1-2023型号:YJV、YJLV、YJV22、YJLV22规格:1.5~300mm2电压:0.6/1KV执行日期:2023年12月1日电工用铜线坯水冷却电工用铜线坯火花试验拉丝+持续退火绝缘挤出绞线、紧压火花试验拉丝+持续退火绝缘挤出绞线、紧压电工圆铝杆S●S△S●R电工圆铝杆成缆、包带单芯构造成缆、包带SS原材料检查内衬层无单原材料检查内衬层铠S芯钢带铠装型型钢带铠装S入库成品包装出厂检查打印标识入库成品包装出厂检查打印标识护套挤出RSS●备注:“△”体现该工序为质量控制点“●”体现该工序为关键工序“S”体现抽样检查“R”体现例行试验生产工艺流程图编号:LS—JS—02额定电压6kV(Um=7.2kV)和30kV(Um=36kV)电缆页码:第3页共7页执行原则:GB/T12706.2-2023型号:YJV、YJLV、YJV22、YJLV22规格:25~500mm2电压:3.6~35KV执行日期:2023年12月1日电工用铜线坯电工用铜线坯内屏/绝缘/外屏铜带屏蔽拉丝+持续退火绞线、紧压内屏/绝缘/外屏铜带屏蔽拉丝+持续退火绞线、紧压电工圆铝杆局放试验S●S△S☆RR电工圆铝杆局放试验成缆、包带SS成缆、包带原材料检查原材料检查隔离层无S单隔离层铠芯钢带铠装型S型钢带铠装入库成品包装出厂检查打印标识护套挤出入库成品包装出厂检查打印标识护套挤出RSS●备注:“△”体现该工序为质量控制点“☆”体现该工序为特殊工序“●”体现该工序为关键工序“S”体现抽样检查“R”体现例行试验生产工艺流程图编号:LS—JS—02额定电压35kV(Um=40.5kV)电缆页码:第4页共7页执行原则:GB/T12706.3-2023型号:YJV、YJLV、YJV22、YJLV22规格:50~500mm2电压:35KV执行日期:2023年12月1日电工用铜线坯电工用铜线坯内屏/绝缘/外屏铜带屏蔽拉丝+持续退火绞线、紧压内屏/绝缘/外屏铜带屏蔽拉丝+持续退火绞线、紧压电工圆铝杆局放试验S●S△S☆RR电工圆铝杆局放试验S成缆、包带S成缆、包带原材料检查S原材料检查隔离层无单隔离层铠S芯钢带铠装型型钢带铠装S入库成品包装出厂检查入库成品包装出厂检查打印标识护套挤出RSS●备注:“△”体现该工序为质量控制点“☆”体现该工序为特殊工序“●”体现该工序为关键工序“S”体现抽样检查“R”体现例行试生产工艺流程图编号:LS—JS—02聚氯乙烯绝缘聚氯乙烯护套控制电缆页码:第5页共7页执行原则:GB/T9330.2-2023型号:KVV、KVVR、KVVP、KVVP2、KVVRP、KVV22、KVVP2-22规格:0.5~100mm2电压:450/750V执行日期:2023年4月1日硬导体构造拉丝+持续退火水冷却拉丝+持续退火绞合成缆、包带火花试验绝缘挤出绞合成缆、包带火花试验绝缘挤出S●S△S●RS铠电工用铜线坯●铜丝/带屏蔽电工用铜线坯铜丝/带屏蔽装SPVC包带S型屏无PVC包带原材料检查蔽S铠原材料检查钢带铠装型(屏)钢带铠装蔽S入库成品包装出厂检查打印标识入库成品包装出厂检查打印标识护套挤出RSS●备注:“△”体现该工序为质量控制点“●”体现该工序为关键工序“S”体现抽样检查“R”体现例行试验生产工艺流程图编号:LS—JS—02圆线同心绞架空导线—钢芯铝绞线页码:第6页共7页执行原则:GB/T12706.1-2023型号:JL/G1A、JL/G1B、JL/G2A、JL/G2B、JL/G3A规格:16~250mm2执行日期:2023年1月1日绞线拉丝电工圆铝杆绞线拉丝电工圆铝杆SS●S△镀锌钢线原材料检查镀锌钢线原材料检查SS入
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 疑难钙化根管护理
- 仓储物流水电装修合同
- 莲藕写生线描课件
- 影院装修抵租协议模板
- 水上救援服务合同样本
- 葡萄幼儿美术课件
- 船舶建造与造船技术的发展
- 专业汽车租赁合同样本
- 李明与张娟的离婚合同书
- 海洋运输合同样本
- 马工程《刑法学(下册)》教学课件 第16章 刑法各论概述
- GB/T 28731-2012固体生物质燃料工业分析方法
- 浙江大学-傅琳-答辩通用PPT模板
- 2022年4月自考03350社会研究方法试题及答案
- 伽利略介绍-课件
- 04HXD1C机车电气系统介绍
- 初中化学人教九年级下册 酸和碱《如何证明无明显现象化学反应的发生》教学设计
- 英语阅读教学【讲座课件】
- 初中物理中考复习备考策略共53页课件
- DL∕T 5544-2018 架空输电线路锚杆基础设计规程
- 电机学同步电机-全套课件
评论
0/150
提交评论