



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
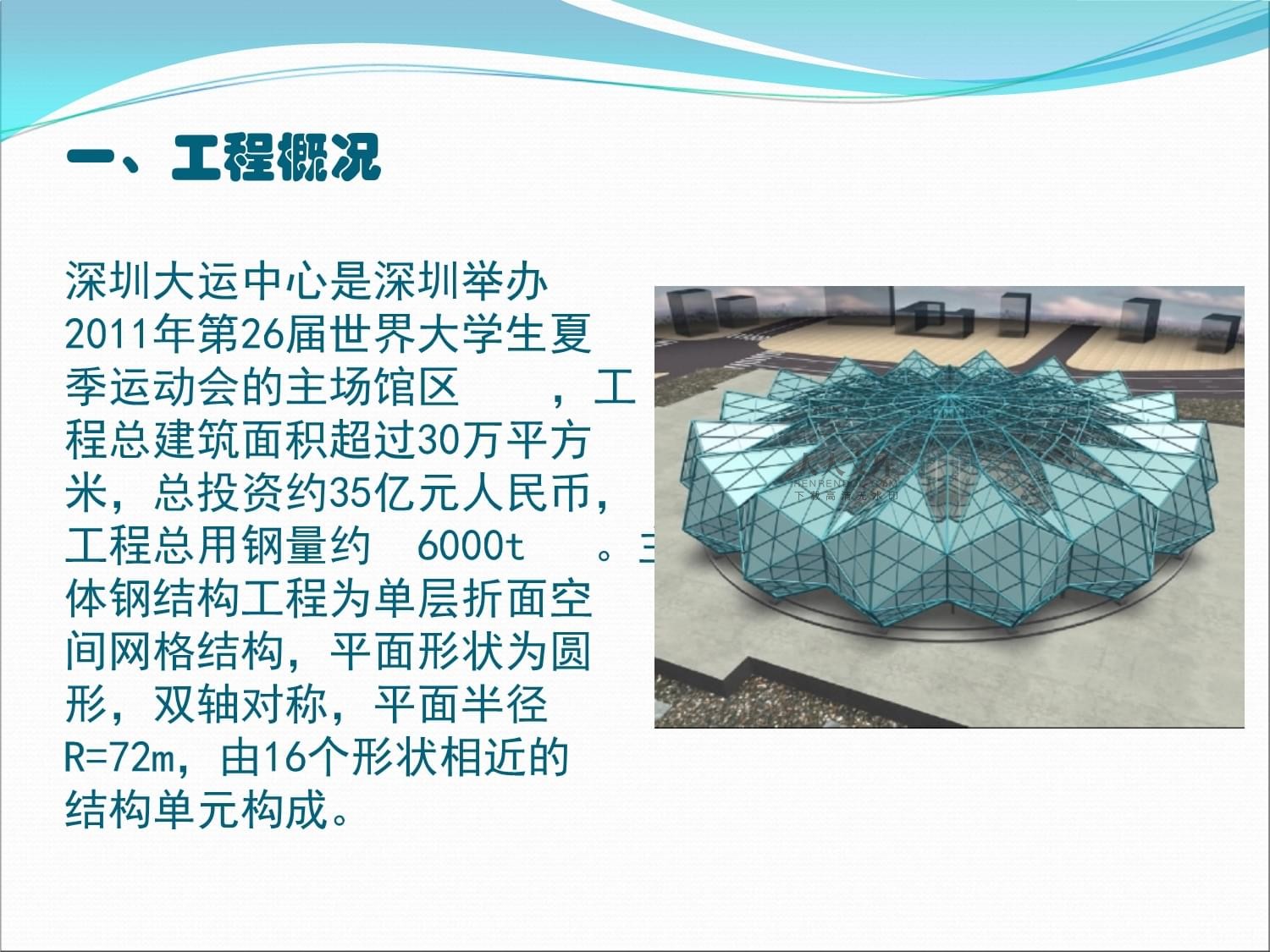
提高铸钢件焊接一次检验合格率广东省工业设备安装公司大运会QC小组现场型一、工程概况深圳大运中心是深圳举办2011年第26届世界大学生夏季运动会的主场馆区,工程总建筑面积超过30万平方米,总投资约35亿元人民币,工程总用钢量约6000t。主体钢结构工程为单层折面空间网格结构,平面形状为圆形,双轴对称,平面半径R=72m,由16个形状相近的结构单元构成。二、小组简介小组名称大运会QC小组课题类型现场型组建日期2008年11月
课题注册号GDN/QC(2009)-05-09小组登记号DYH-01小组组成以现场施工技术人员为主平均受QC教育时间72小时小组课题提高铸钢件焊接一次检验合格率
活动次数7次活动时间2008.11.20至2009..04.30出勤率100%姓名性别学历项目职务职称组内职务吴睿力男本科项目总工高级工程师技术顾问戚卫丰男本科现场技术员助理工程师组长张翼鹏男本科技术总监机电工程师组员王氙男本科现场技术员机电工程师组员王恒男本科项目经理高级工程师组员魏成权男本科现场技术员机械工程师组员冯建华男大专测试员助理工程师组员叶广生男高中班组质检员工人组员苏志觉男高中施工班组长工人组员谢玉金女本科资料管理员助理工程师组员QC小组成员运用头脑风暴法,提出了5个课题,然后按照顾客关注度、公司要求的符合性、问题的紧迫性、课题的推广性、课题大小及调动成员的积极性几个方面进行综合打分评价、最后确定选用方案3“提高铸钢件焊接一次检验合格率”为本次QC小组活动的课题,选题比较见下表:三、选题理由上级要求:本项目作为大运会的主会场,不仅结构新颖,而且采用旋转累计滑移施工方案,滑移半径到达76米,为当今世界之最。质量要求:该结构基本所有节点均为铸钢节点,共160个,是整个空间网格结构的主要受力点,也是场馆整体旋转滑移中主要传力点。铸钢节点焊缝的质量情况对滑移过程中整体结构的安全有着至关重要的影响。
工期要求:本工程主体工程的工期只有120个日历日,铸钢节点焊接对口数量高达960个,铸钢件一次检验合格率对滑移工期及整体工期有着关键影响,也直接影响到两台260t履带吊的费用控制。工程现状:本工程样板房铸钢节点的焊接一次合格率为85%,低于同行水平(一次检验合格率93%);而且按原来15%的返修率来算,整体工期会延误20天。QC小组选择“提高铸钢件焊接一次检验合格率”为活动课题旋转滑移示意图:四、现状调查由于缺乏类似工程的参考,故以大运会样板房安装作为调查对象。调查对象为大运会样板房的4种不同形状9个铸钢节点共106条铸钢与Q345Bφ299×12无缝钢管的对接焊缝。初验合格的对接焊缝为90条,合格率为85%。取样节点1节点3节点4节点6节点不合格点数(个)4363合计16钢柱抽样调查表我们把从现场检查收集到的造成初验合格率为85%的16个不合格点数进行了统计序号不合格原因频数累计频数频率%累计频率%1焊缝裂纹121275752气孔夹渣21412.587.53未清根处理1156.2593.754焊缝咬边1166.251005合计16不合格原因统计表根据上述统计计表,我们做做出排列图::“焊缝裂纹”是是影响铸钢钢节点一次检检验合格率低低的主要因素素五、确确定目目标铸钢节节点的的一次次检验验合格格率为为94%可行性性分析析铸钢焊焊接不不合格格率为为15%,不不合格格主要要因素素为75%,主主要解解决了了主要要的原原因80%,15%×75%×80%=9%,85%+9%=94%合格格率的的提升升没有有问题题。合作单单位承承接的的国家家体育育馆焊焊缝一一次检检验合合格率率为93.8%、天天津经经济技技术开开发区区雕塑塑焊缝缝一次次检验验合格格率为为93.6%等。。工程项项目配配备了了长期期工作作在一一线的的骨干干人员员及公公司焊焊工高高级技技师6名,施施工管管理技技术过过硬,,经验验丰富富,施施工方方法和和措施施全面面。2个队伍伍的焊焊工均均有15名有10年以上上安装装船厂厂及桥桥梁经经验的的焊工工,焊焊工证证持有有率100%。公司特特别为为该项项目配配置60台全新新的二二氧化化碳焊焊机6台焊条条烘培培箱。。信心与与理论论支持持成功案案例雄厚的的技术术力量量优选施施工队队伍先进的的设备备目标可可行六、原因分分析七、要因确确认编号末端因素确认内容确认方法标准责任人时间1专项培训考核合格率低检查是否每个焊工都有培训现场检查专项培训合格率100%魏成权2009年1月10日前2地线夹接触面积过小确认每台焊机地线接触情况现场检查镀锌扁钢与地线搭接面积≥12cm2戚卫丰2009年1月11日前3工作时间过长检查工时表现场检查工人每天工作时间不超过10小时,每周累计不超过50小时冯建华2009年1月10日前4无奖罚措施是否有质量评比奖罚制度及按制度执行现场检查有制度并100%按制度执行戚卫丰2009年1月11日前5电压波动过大检查电压波动情况现场检查波动偏差±10V魏成权2009年1月10日前6气体混合比偏差大检查气压表读数情况现场检查氧气与乙炔气气压比例为2:1苏志觉2009年1月10日前7两组磁轮的轴心线平行偏差大检查磁轮的轴心的距离现场检查偏差土2mm戚卫丰2009年1月12日前8对接坡口角度偏差大检查焊缝对接坡口角度现场检查坡口角度40±5度苏志觉2009年1月11日前9端头气孔密度偏大探伤检查铸钢件端头是否有气孔现场检查气孔密度小于1个/100㎝2叶广生2009年1月10日前10焊条烘干时间偏短确认焊条烘干时间是否符合标准现场检查烘干时间不小于2h冯建华2009年1月12日前编号末端因素确认内容确认方法标准责任人时间11钢管圆形度偏差大确认钢管圆形度是否符合标准现场检查钢管圆形度偏差为≤2mm苏志觉2009年1月12日前12对称焊接分段角度偏大检查现场地面对接及空中对接焊缝对称焊接分段角度是否合适现场检查对称焊接分段角度≤30°叶广生2009年1月10日前13热处理冷却速度过快检查现场对接焊缝的降温速率现场检查降温速率不大于2°/min戚卫丰2009年1月10日前14打磨深度偏小检查每条焊缝的每道焊道是否有完整打渣打磨现场检查深度>1mm苏志觉2009年1月11日前15预热时间不够检查预热时间是否足够现场检查预热时间≥10min冯建华2009年1月10日前16预热温度不够检查预热温度是否足够现场检查预热温度≥100°冯建华2009年1月10日前17无防风措施检查防风措施及焊接作业点风速现场检查100%使用防风措施;焊接点风速<2m/s戚卫丰2009年1月10日前18作业环境湿度过大检查作业环境湿度现场检查湿度≤80%戚卫丰2009年1月10日前19光源瓦数偏低施工现场照明灯具是否足够现场检查瓦数≥500W戚卫丰2009年1月11日前20焊条进场未检查焊条进场是否按规定进行检查现场检查焊条进场100%验收合格冯建华2009年1月11日前确定三个要要因:1、专项培训训考核合格格率低2、热处理冷冷却速度过过快3、无防风措措施八、制定对对策序号主要原因对策目标措施地点负责人完成时间1专项培训考核合格率低对焊工进行理论及实操培训专项培训合格率100%
1、焊接专家对焊工进行理论培训及实际操作考试2、降低培训合格人员的流动性,保持人员稳定施工现场魏成权戚卫丰2009.1.302热处理冷却速度过快改进热处理方法对要求保温的焊接部位按措施把降温速率减少为2℃/min
1、采取加热和包裹的焊后热处理方法2、制定专门的加热及包裹人员
施工现场冯建华叶广生2009.1.313无防风措施制定防风措施加强监管对于需要防风焊接部位做好防风措施,控制焊接点风速小于2m/s1、落实检查东西两侧班组使用防风棚的情况2、实时监控防风棚的风速情况施工现场戚卫丰冯建华2009.2.1九、对策实实施对策实施一一:解决专专项培训考考核合格率率低的问题题措施:1、制定了了专门的的焊工考考核培训训方案,,分为理理论培训训和实际际操作培培训两大大部分。。2、制定了培培训学习习计划,,并邀请请了国家家体育馆馆的焊接接主管专专家到现现场对全全部上岗岗工人进进行重点点及难点点的培训训。3、降低已已交底及及培训人人员的流流动性,,保持施施工班组组的稳定定性,降降低因人人员流动动太大对对安装质质量的不不利影响响。现场焊工工实际操操作考核核专家理论论交底实施效果果:经过实施施,培训训的焊工工合格率率达100%,我们们的对策策目标实实现了。。焊工培训训签到表表焊工培训训考核成成绩表考核项目成绩优良合格不合格焊缝打磨16人8人1人0人对接要求17人7人1人0人保温要求20人4人1人0人焊缝外观15人6人4人0人焊接步骤要求18人6人1人0人对策实施施二:解决热处处理冷却却速度过过快的问问题措施:针对出现热热处理冷却却速度过快快的问题,,小组成员员讨论得知知,减缓冷冷却速度过过快的方法法为两种::加热和包包裹。1、直接风焊焊加热。2、石棉布包包裹。3、确定专门门的加热和和包裹人员员。4、做好温降降速率的监监测。现场风焊加加热培训石棉布包裹裹小组成员冯冯建华在监监测的过程程中发现了了问题,并并及时反馈馈回来,具具体的监测测数据如下下表:空中对接部位降温速率(度/min)温降(度)时间(min)东侧ZJG8与5节点对接44010东侧ZJG9与5节点对接44010东侧ZJG10与5节点对接33010西侧ZJG12与7节点对接44010西侧ZJG13与7节点对接33010西侧ZJG14与7节点对接44010从上表数据据我们看出出,小组制制定的措施施施工班组组都按小组组的标准完完成了,但但降温速率率还是无法法达到我们们QC小组的目标标。5、2月7号,小组成成员根据反反馈回来的的数据信息息迅速展开开讨论,小小组成员查查阅了有关关工程的施施工方案及及上网查找找相关信息息,一致同同意购买加加热温控仪仪及履带式式陶瓷加热热器。并同同时展开实实施。温度控制仪仪履带式陶瓷瓷加热器((保温带))现场保温操操作使用用了了温温控控仪仪后后小小组组成成员员冯冯建建华华继继续续对对降降温温速速率率进进行行监监测测,,反反馈馈数数据据如如下下表表::空中对接部位温降(度)时间(min)降温速率(度/min)东侧ZJG6与4节点对接32103.2东侧ZJG7与4节点对接28102.8西侧ZJG20与1节点对接26102.6西侧ZJG21与1节点对接25102.5从上表的数据据看出,温控控设备及保温温带的使用是是有效果的,,但降温速率率还达不到QC小组的目标。。小组成员和和施工班组长长针对上述问问题,集中讨讨论,一致认认为有以下几几个方面的原原因:A、保温带与构构件的接触面面不严密B、温控设备的的温度不够C、保温时间偏偏短6、通过上述的的要因的分析析后,小组成成员决定从以以下几个方面面展开实施::A:为了使保温温带与构件的的结合更紧密密,保温带使使用前,先用用石棉布把保保温带包裹,,这样保护保保温带的同时时也使得保温温带与构件的的接触面更严严密。B:焊接完成后后,把包裹好好的保温带放放到保温的位位置,并用14#镀锌铁线整整圈绑扎,固固定好。C:调节温控设设备的加热温温度为80℃。D:固定保温时时间为2h。实施中的保温温操作经过以上对策策的实施,小小组成员对效效果进行了检检查,监测数数据如下:空中对接部位降温速率(度/min)温降(度)时间(min)东侧ZJG12与4节点对接1.21210东侧ZJG13与4节点对接1.81810东侧ZJG15与4节点对接1.61610西侧ZJG12与4节点对接1.71710西侧ZJG13与4节点对接1.51510西侧ZJG14与4节点对接1.41410实施效果:由由上述表格可可以看出,经经过实施,降降温速率均控控制在1.8℃/min以内,降温速速率得到有效效的控制,我我们的对策目目标实现了。。对策实施三::解决无防风风措施的问题题措施::针对出出现的的状况况,小小组成成员与与施工工班组组长集集中讨讨论,,同由由班组组本身身根据据实际际需要要和部部位制制作防防风棚棚。1、小组组安排排冯建建华落落实检检查东东西两两侧班班组使使用防防风棚棚的情情况,,针对对不使使用防防风棚棚的情情况,,每发发现一一例,,罚款款200元。2、小组组增加加购买买了6台风速速仪,,安排排戚卫卫丰实实时监监测防防风棚棚内的的风速速情况况。由由于高高空对对接位位置风风速监监测有有困难难,小小组成成员考考虑必必须用用一个个平台台支架架承托托固定定风速速仪,,使其其在高高空对对接位位置都都可以以进行行防风风棚内内的风风速定定点监监测,,确定定平台台支架架的固固定方方式,,直接接焊接接在钢钢管构构件上上。平台支支架410-2多功能能风速速仪上述措措施实实施后后,小小组成成员戚戚卫丰丰及时时反馈馈了防防风棚棚的风风速情情况,,具体体数据据如下下表::空中对接部位是否使用防风棚焊接作业点风速东侧ZJG12与4节点对接是5m/s东侧ZJG13与4节点对接是4m/s东侧ZJG15与4节点对接是6m/s西侧ZJG12与4节点对接是4m/s西侧ZJG13与4节点对接是4m/s西侧ZJG14与4节点对接是5m/s班组现现场制制作的的防风风棚从表中中我们们看出出,东东西两两侧的的施工工班组组均按按小组组要求求使用用了防防风棚棚,但但防风风棚封封闭性性不足足,焊焊接点点的风风速仍仍无法法达到到QC小组的的目标标。焊接作作业点点风速速得不不到有有效控控制主主要有有以下下两个个方面面:1、防风风棚制制作不不合格格,覆覆盖面面不足足,存存在漏漏风情情况。。2、施工工班组组人员员思想想不重重视。。针对上上述两两个主主要原原因,,QC小组成成员制制定以以下措措施::1、按照照QC小组成成员要要求,,统一一制作作防风风棚,,防风风棚骨骨架材材料为为∠30××30×3的角钢钢,覆覆盖面面为彩彩条布布。2、落实实人员员实名名制度度。对对地面面焊接接及空空中焊焊接的的人员员与构构件编编号相相对应应。现场焊焊工记记录表表3、建立立奖罚罚制度度经过以以上对对策的的实施施,小小组成成员对对效果果进行行了检检查,,监测测数据据如下下:空中对接部位是否使用防风棚焊接作业点风速东侧ZJG12与4节点对接是1m/s东侧ZJG13与4节点对接是1.2m/s东侧ZJG15与4节点对接是1.5m/s西侧ZJG12与4节点对接是1.1m/s西侧ZJG13与4节点对接是1.3m/s西侧ZJG14与4节点对接是0.8m/s实施效效果::由上上述表表格可可以看看出,,经过过实施施,焊焊接作作业点点风速速均控控制在在1.5m/s以内,,焊接接作业业点的的风速速得到到有效效的控控制,,我们们的对对策目目标实实现了了。十、效效果检检查对策实实施完完成后后,小小组成成员对对后期期焊接接及拼拼装的的960个对接接口进进行了了格点点作好好跟踪踪调查查,一一次探探伤合合格的的对接接口927个,一一次检检验合合格率率为927/960×100%=96.6%。不合格格原因因统计计表序号不合格原因频数累计频数频率(%)累计频率(%)1焊缝裂纹4412.112.12气孔夹渣141842.454.53未清根处理82624.278.74焊缝咬边73321.31005合计33铸钢件件焊接接一次次检验验合格格率也也由85%提高高到96.6%,圆满满实现现了我我们QC小组的的目标标。比预期期目标标值高高出近近2.6个百分分点经济效效益::活动前前后合合格率率提高高了((96.6%-85%)=11.6个百分分点,,可以减减少由由于焊焊缝裂裂纹造造成不不合格格而返返工的的费用用为92800元,,且节节省大大型吊吊车费费用为为200000元。。序号费用清单计算公式费用(元)1LWK-60型温度控制仪=4台×12500=50000500002履带式陶瓷加热器=50套×120=600060003Testo410-2多功能风速仪=6台×2200组活动费用300030005合计72200共节约约的费费用为为:200000+92800-72200=220600元支出费
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 供应链价值链分析方法-试题及答案
- 重要贸易条款解析试题及答案
- 2024年CPMM应试心理调节及试题及答案
- 供应链终端管理试题及答案探讨
- CPSM考试全科目复习试题及答案
- 分阶段复习的2024年CPMM试题及答案
- 2024年CPMM备考进阶试题及答案
- 2025年ABS专用料项目合作计划书
- 豫南九校2025届高考考前模拟化学试题含解析
- 植物体内水分调节机制试题及答案
- 脓毒血症患者的护理查房
- 广东开放大学期末网考机考题库及答案-现代企业管理
- GB/T 44357-2024石油沥青性能等级评价试验方法
- DB65-T 4814-2024 干旱区矿山生态修复工程水、土、种子富集技术规范
- 幼儿园中班社会《猜猜这是谁的包》课件
- 2024CSCO胰腺癌诊疗指南解读
- GB/T 10069.3-2024旋转电机噪声测定方法及限值第3部分:噪声限值
- 2024年公文写作基础知识竞赛试题库及答案(共220题)
- 名校高一下学期期末考试语文试题(含答案)
- 知道智慧网课《科技伦理》章节测试答案
- 最简单工程合作协议书范本
评论
0/150
提交评论