
下载本文档
版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
一、填空题(20分
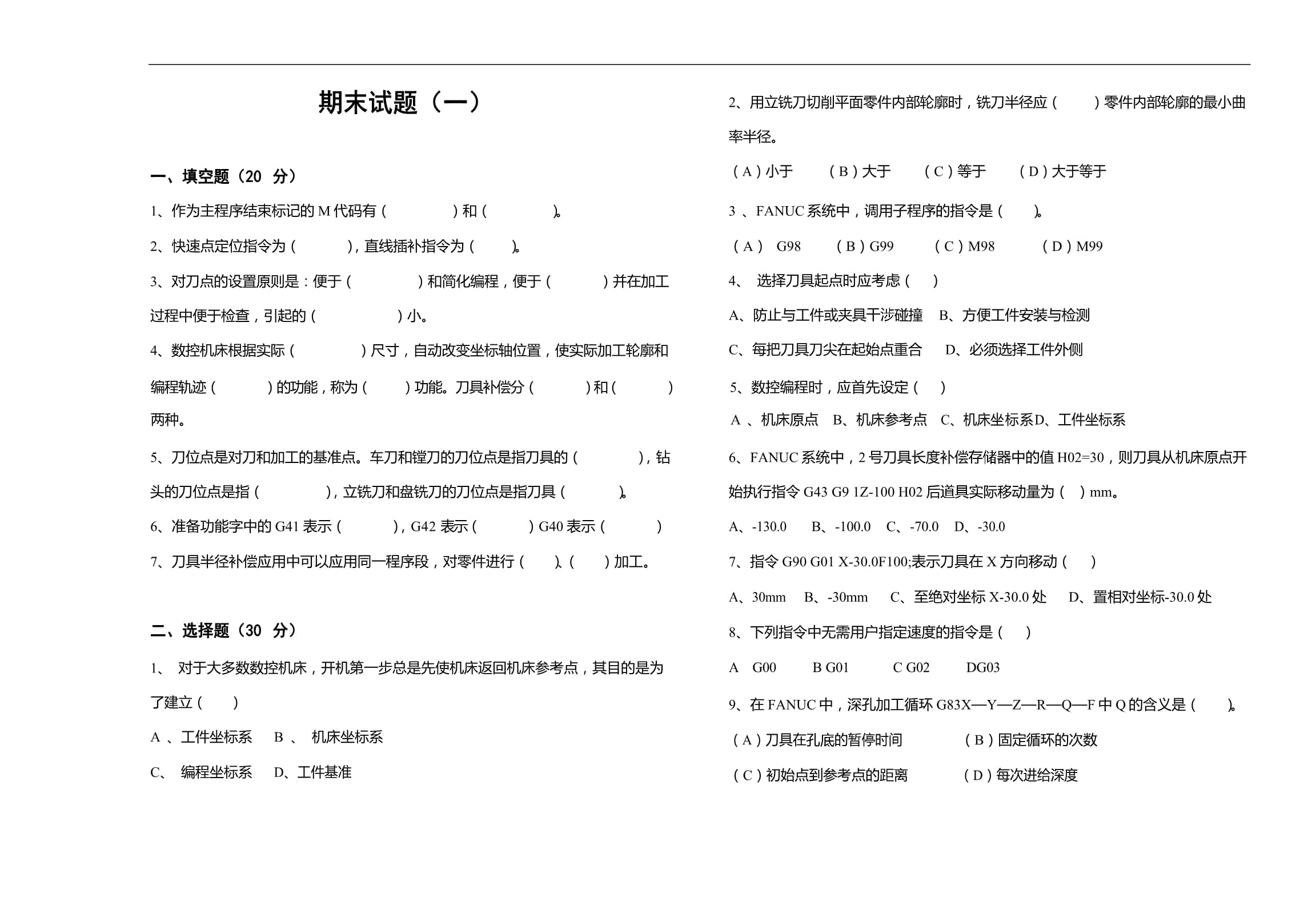
期末试题(一
(A)小 (D)大于等1、作为主程序结束标记的M代码有 )和 2、快速点定位指令为 ,直线插补指令为
3、FANUC系统中,调用子程序的指令是 (A)G98 (C)M98 4、选择刀具起点时应考虑( )5、数控编程时,应首先设定)A、机床原 C、机床坐标系D、工件坐标 , , 6、准备功能字中的G41表示 ,G42 )G40表示 7、刀具半径补偿应用中可以应用同一程序段,对零件进行 )加工二、选择题(30分1、对于大多数数控机床,开机第一步总是先使机床返回机床参考点,其目的是为 A、工件坐标 B、机床坐标C、编程坐标 D、工件基
6、FANUC系统中,2号刀具长度补偿器中的值H02=30,则刀具从机床原点开始执行指令G43G91Z-100H02后实际移动量为()mm。A、- D、-7、指令G90G01X-30.0F100;表示刀具在X方向移动 A、 C、至绝对坐标X-30.0 D、置相对坐标-30.08、下列指令中无需用户指定速度的指令是 B C 9、在FANUC中,深孔加工循环G83X—Y—Z—R—Q—F中Q的含义是 (A)刀具在的暂停时 (D)每次进给深具所到达的工件坐标系的位置为 A、X-40Y- B、X-10Y- C、 D、X1011、指令G41G01X16Y16D16中的D16表示 A、刀具的直径是 B、刀具的半径值是C、刀具表的地址是 D、刀具在半径方向的偏移量是12、用R8铣刀按零件实际轮廓编程加工内轮廓,具半径补偿保留0.2mm的加 A、 B、 C、 D、(30,030,0,半弧指令为((A)G17G91G02X-30Y0R50 (B)G17G91G03X-30Y0R-50(C)G17G91G02X-60Y0R50 (D)G17G91G03X-60Y0R-5014、铣削加工采用顺铣时,铣刀旋转方向与工件进给方向 A.相同 C.没任何关系 D.A、B都不可以15、FANUC,G41和G42必须与 )指令配合使用 三、简答题(20分
263G90X50.0Y60.0G91X50.0Y60.0 4四、量具读数(10分1、用千分尺测量某一物体厚度时,示数如图甲所示,读数是 mm4450512342、下图中50分度游标卡尺和螺旋测微器的读数分别 m
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 收购茶壶茶叶合同范本
- 产品氧化加工合同范本
- 道路开挖回填合同范本
- 干茶购销合同范本
- 门票代理合同范本
- 桉树租地合同范本
- 集成吊顶批发合同范本
- 石料购销合同范本
- 员工涨薪合同范本
- 学校安全教育月
- 2025年时政题库及答案(100题)
- 2025年湖北科技职业学院单招职业技能测试题库参考答案
- 《女生青春期教育》-完整版课件
- 外研版(三起点)六年级下册英语全册教案及教学反思
- 史上最全的装配式停车楼预制构件运输及堆放方案
- 《运筹学》线性规划课件
- 第一章植物的生物大分子
- 小学五年级甲骨文的演变(课堂PPT)
- 压力钢管镇墩抗滑稳定及地基应力计算
- 全文图解《医疗机构工作人员廉洁从业九项准则》PPT
- android手机软件全面测试用例
评论
0/150
提交评论