



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
汽车冲压件模具制造工艺实习汽车冲压件模具制造工艺实习1
一般来说,汽车整车生产厂都具有完整的四大工艺。冲压工艺焊装工艺涂装工艺装配工艺一.概述一般来说,汽车整车生产厂都具有完整的四大工艺。冲压2
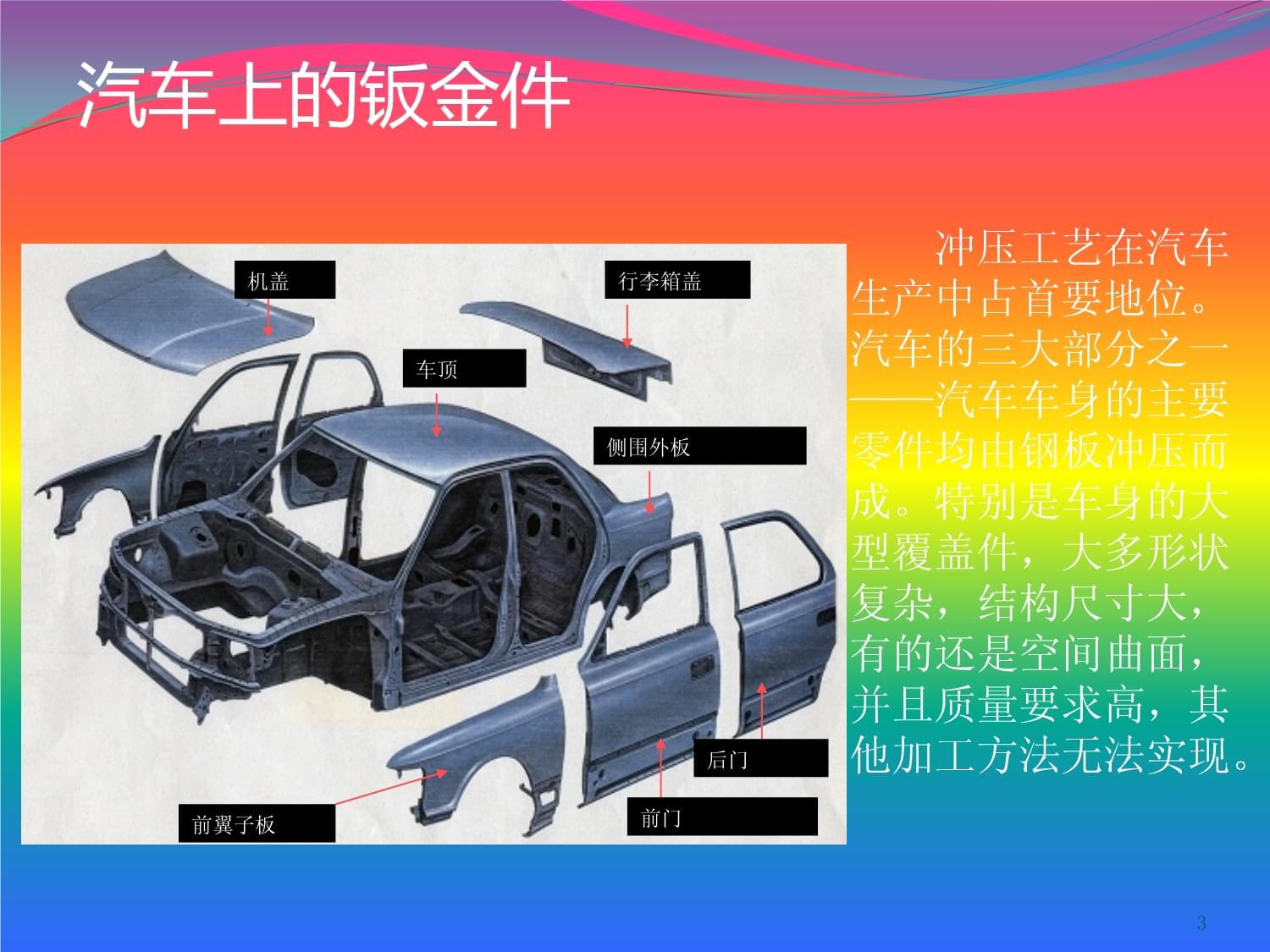
冲压工艺在汽车生产中占首要地位。汽车的三大部分之一——汽车车身的主要零件均由钢板冲压而成。特别是车身的大型覆盖件,大多形状复杂,结构尺寸大,有的还是空间曲面,并且质量要求高,其他加工方法无法实现。侧围外板前翼子板行李箱盖车顶机盖前门后门汽车上的钣金件冲压工艺在汽车生产中占首要地位。汽车的三大部分之一—3二.冲压的概念冲压:通过安装在冲压设备上的模具对金属板料施加压力,使板料产生塑性变形或分离,从而获得具有一定形状、尺寸和性能的零件。冲压三要素二.冲压的概念冲压:通过安装在冲压设备上的模具对金属板料施加4冲压车间生产线在生产压力机坯料等待上模的模具存放区的模具使用中的模具冲压车间生产线在生产压力机坯料等待上模的模具存放区的模具使用5根据材料的变形特点分:分离工序:分离工序、成形工序冲压成形时,变形材料内部的应力超过强度极限σb,使材料发生断裂而产生分离,从而成形零件。分离工序主要有剪切和冲裁等。成型工序:冲压成形时,变形材料内部应力超过屈服极限σs但未达到强度极限σb
,使材料产生塑性变形,从而成形零件。成形工序主要有弯曲、拉深、翻边等。冲压的重要工序及分类根据材料的变形特点分:分离工序:分离工序、成形工序冲压成形时6剪切剪板机
通常冲压原材料是以大张的板料或成卷的卷料供应。这就需要在冲压前将这些原材料剪切成合乎尺寸要求的条料或块料。济南二机床开卷线剪切剪板机通常冲压原材料是以大张的板料或成卷的卷7冲裁拉延件修边冲孔V70车顶盖前横梁
冲裁是利用模具使板料产生分离的冲压工序,包括落料、冲孔、切边等。
冲裁拉延件V70车顶盖前横梁冲裁是利用模具使板料产生8弯曲CA6371车加强板II-右前纵梁弯曲:将板料毛坯弯成具有一定曲率、一定角度和形状尺寸的冲压成型工序。弯曲CA6371车加强板II-右前纵梁弯曲:将板料毛坯弯成具9局部成型局部成型:用各种不同变形性质的局部变形来改变毛坯(或由冲裁、弯曲、拉深等方法制成的半成品)的形状和尺寸的冲压成型工序称为成型。主要有胀形、翻边、校平、整形等。CA6371车板簧前吊架翻边局部成型局部成型:用各种不同变形性质的局部变形来改变毛坯(或10典型冲压工艺流程拉延(成型)开卷下料(落料、冲孔)(斜)冲孔成品入库冲孔切边翻边(整形)返修清洗典型冲压工艺流程拉延(成型)开卷下料(落料、冲孔)(斜11工艺流程〈弯曲〉〈横向弯曲〉〈切去不要部分〉
侧弯曲模具弯曲模具
〈铁板成形〉拉伸模具切断模具(例:侧围外板)工艺流程〈弯曲〉〈横向弯曲〉〈切去不12典型冲压工艺流程左前轮罩连接板加强板落料冲孔翻边成型弯曲成型冲孔分离典型冲压工艺流程左前轮罩连接板加强板落料冲孔翻边成型弯曲成型13典型冲压工艺流程修边冲孔翻边冲孔分离拉延左前轮罩连接板加强板典型冲压工艺流程修边冲孔翻边冲孔分离拉延左前轮罩连接板加强板14三.模具概述模具工业是国民经济的基础工业。模具设计与制造技术水平的高低,是衡量一个国家产品制造水平高低的重要标志之一。模具在日本被誉为“进入富裕社会的原动力”、在德国被称为“金属加工业中的帝王”。先进的模具是生产优质冲压件的保证。三.模具概述模具工业是国民经济的基础工业。模具设计与15模具概述冷冲压件的质量好坏,成本高低,主要决定于冲压工艺和冲模结构的合理程度,而冲模结构的适用性及其经济性,又都是在设计冲模时就被决定了的。
冲模的设计与制造,不但周期长(尤其是中大型冲模),而且“玩固性”大。有时,即使不太大的改变,也会造成某些冲模零件甚至整个冲模或整套冲模报废。因此,冲模的制造成本高。
设计冲压模具时必须十分慎重,除了具备足够的设计技术资料外,还要经过一个周密的设计程序,才能最大限度的保证冲模的可靠性和适用性。模具概述冷冲压件的质量好坏,成本高低,主要决定于冲压16模具概念
模具是在冷冲压加工中,将材料加工成零件(或半成品)的一种特殊的工艺装备。模具概念模具是在冷冲压加工中,将材料加工成零件17模具的分类1、按工艺性质可分为:冲裁模,弯曲模,翻边模,成型模等。2、按工序组合分为:单工序模具、复合模具、级进模具等。3、按冲模尺寸分为:大型模具.中型模具、小型模具。4、按模具结构分有:单动拉深模、双动拉深模、斜楔模等。小型模具中型模具大型模具模具的分类1、按工艺性质可分为:冲裁模,弯曲模,翻边模,成型18上模板凹模凸模压边圈托杆下模板材料模具工作方式上模板凹模凸模压边圈托杆下模板材料模具工作方式19汽车冲压件模具制造工艺实习教材课件20汽车冲压件模具制造工艺实习教材课件21汽车冲压件模具制造工艺实习教材课件22汽车冲压件模具制造工艺实习教材课件23修边镶块上模下模氮气钢侧销压料板模具工作方式修边镶块上模下模氮气钢侧销压料板模具工作方式24汽车冲压件模具制造工艺实习教材课件25汽车冲压件模具制造工艺实习教材课件26汽车冲压件模具制造工艺实习教材课件27汽车冲压件模具制造工艺实习教材课件28汽车冲压件模具制造工艺实习教材课件29汽车冲压件模具制造工艺实习教材课件30修边镶块)上模下模氮气钢或弹簧压料板斜楔侧销模具工作方式修边上模下模氮气钢或弹簧压料板斜楔侧销模具工作方式31汽车冲压件模具制造工艺实习教材课件32汽车冲压件模具制造工艺实习教材课件33汽车冲压件模具制造工艺实习教材课件34汽车冲压件模具制造工艺实习教材课件35汽车冲压件模具制造工艺实习教材课件36汽车冲压件模具制造工艺实习教材课件37上模下模氮气缸侧销翻转斜楔翻边镶块子母斜楔模具工作方式上模下模氮气缸侧销翻转斜楔翻边镶块子母斜楔模具工作方式38汽车冲压件模具制造工艺实习教材课件39汽车冲压件模具制造工艺实习教材课件40汽车冲压件模具制造工艺实习教材课件41汽车冲压件模具制造工艺实习教材课件42汽车冲压件模具制造工艺实习教材课件43汽车冲压件模具制造工艺实习教材课件44汽车冲压件模具制造工艺实习教材课件45汽车冲压件模具制造工艺实习教材课件46汽车冲压件模具制造工艺实习教材课件47汽车冲压件模具制造工艺实习教材课件48汽车冲压件模具制造工艺实习教材课件49汽车冲压件模具制造工艺实习教材课件50冲压成型的CAE分析
金属板料的拉深和弯曲是一个复杂的塑性变形过程,设计塑性流动,塑性强化,及其引起的回弹、起皱、拉裂等问题。因此,对冲压成型过程中板材成型性而言,单凭经验很难预先估计,致使模具设计正确性也难以评价,问题只有在模具加工以后才能暴露出来,给模具调试造成极大困难,甚至导致模具报废。板料成型CAE分析技术是解决这一难题的有效手段,已经成为国际塑性加工领域的一个研究热点。冲压成型的CAE分析金属板料的拉深和弯曲是一个复51CAE分析实例产品形状分析软件:AutoForm4.07材料:BUSD料厚:0.8成形类型:双动拉延毛坯尺寸:1730x1250数据格式:CatiaV5R16项目名称:V70产品名称:右前门内板产品号:V70-6101052CAE分析实例产品形状分析软件:AutoForm4.07项52CAE分析实例产品工艺补充形状CAE分析实例产品工艺补充形状53CAE分析实例产品成形性评估分析结果CAE分析实例产品成形性评估分析结果54CAE分析实例板料料厚变化显示云图CAE分析实例板料料厚变化显示云图55CAE分析实例板料变薄率变化显示云图CAE分析实例板料变薄率变化显示云图56CAE分析实例板料起皱评定指标显示云图CAE分析实例板料起皱评定指标显示云图57CAE分析实例成形限制曲线安全区:20%材料变厚可接受范围:0.01材料过渡变薄可分析范围:0.3材料拉伸不足显示范围:≤Tx3%成形极限图产品成形性评估分析结果CAE分析实例成形限制曲线安全区:20%成形极限图产品成形性58CAE分析实例分析报告结论
经CAE多次分析表明,产品本身结构的工艺性基本合理。拉延工序制件的工艺补充部分成形工艺性合理,能够保证该件的产品质量要求,能够保证拉延及后工序冲压工艺的可行性,因此该制件及工艺补充部分可作为制造依据应用于现生产。压料力:120吨成形力:800吨CAE分析实例分析报告结论压料力:120吨59四.设备选择压力机
机械压力机是采用机械传动的冲压机器,通过传动系统把电动机的运动和能量传给工作机构,从而使坯料获得确定的变形,制成所需的工件。四.设备选择压力机机械压力机是采用机械传动的冲压机器60压力机的结构组成(1)工作机构、一般为曲柄滑块机构,由曲轴、连杆和滑块等零件组成。(2)传动系统、包括齿轮传动和皮带颤动等机构。(3)操纵系统、如离合器和制动器。(4)能源系统、如电机和飞轮。(5)支撑部件、如机身。除以上基本部分外,还有多种辅助系统和附属装置,如润滑系统,保护装置以及气垫等。压力机的结构组成(1)工作机构、一般为曲柄滑块机构,由曲轴、61压力机的主要类型1.按机身结构分:①.闭式压力机②.开式压力机2.按连杆的数量分:①.单点压力机②.双点压力机③.四点压力机3.按压机滑块数量和作用分①.单动压力机②.双动压力机③.三动压力机压力机的主要类型1.按机身结构分:2.按连杆的数量分:3.按62通用压力机的主要技术参数1.公称压力Fg2.滑块行程s3.滑块行程次数n4.压力机装模高度H5.压力机工作台面尺寸及滑块底面尺寸装模高度通用压力机的主要技术参数1.公称压力Fg装模高度63压力机A线的闭式四点双动压力机B线的闭式双点单动压力机压力机A线的闭式四点双动压力机B线的闭式双点单动压力机64冲压A0线压力机LS4-2000-4600×2400MB1台J39-1000-4600×2400MB3台冲压A0线压力机LS4-2000-4600×2400MB65冲压设备的选择根据冲压工序的要求、生产批量的大小、冲压件的几何尺寸和精度要求等选定设备的类型。在设备类型选定以后,应进一步根据冲压件尺寸、模具尺寸和变形力来选定设备的规格。
冲压设备的选择根据冲压工序的要求、生产批66冲压设备的选择
1.压力机的压力应稍大于需要的冲压力(包括变形力、卸件力、弹簧压缩力、气垫压缩力等)。在拉深或采用复合模时,由于施力行程较大,而且最大作用力发生的时间又可能不与发生公称压力的位置相重合,这时就应该按压力机允许压力与行程曲线的范围进行选择。
2.所选压力机的行程大小,应该能保证取出成型制件与放进毛坯,例如拉深所用压力机行程,至少应大于成品件高度的两倍半以上。
3.所选压床的装模高度,应稍大于冲模的闭合高度。所选压力机压床的滑块和工作垫板尺寸,应保证冲模的安装和操作方便。冲压设备的选择1.压力机的压力应稍大于67冲压设备的选择
4.压床的行程速度,应能保证足够高的生产效率和安全技术的要求。
5.所选压力机应能满足工序的要求,应考虑具备适应的拉深垫、打料装置及送、退料机构等。
6.选压力机时,应考虑到组织流水生产的最大可能性。
7.选压力机时,应充分利用现有设备,充分发挥其生产潜力,从而提高设备利用率。
冲压设备的选择4.压床的行程速度,应能保证足够高的68五.模具制造加工工艺机械加工最基本的方式:车铣磨及数控加工。模具也是如此,但是相同零件相同的加工内容,不同的人会采取不同的方案。虽然最终都能完成加工内容,但有时却很不经济。为提高操作人员操作水平,有效的提高生产效率,现将生产实践中的三种基本加工方法及数控加工加以归纳总结,以用于大家学习。1.车工标准化操作指导车工作业指导书.doc2.铣工标准化操作指导铣工作业指导书.doc3.磨工标准化操作指导磨工作业指导书.doc4.数控加工标准操作指导数控加工指导书.doc五.模具制造加工工艺机械加工最基本的方式:车铣磨及数控加69五.模具制造加工工艺不同类模具有不同结构方式,加工方式也不同。汽车冷冲模模具按工作内容划分可分为冲裁类模具、成形类模具等,其中冲裁类模具包括落料模、冲孔模、修边模等。落料冲孔模包括开卷落料模、普通落料冲孔模、级进模等。成形类模具包括拉延模、成型模、翻边模、压弯模等。模具类型、材料、热处理方式不同,则加工工艺方案不同。总的原则是下模定位型面组合后精加工,当有拉楔结构时,需垫好行程后加工。下面根据总结出各类模具加工工艺方案供大家学历。各类模具加工工艺方案.doc五.模具制造加工工艺不同类模具有不同结构方式,加工方式也不同70六.课程实践同学们通过上述了解冲压件三要素:工艺模具设备。我们根据上述做我们的课程实践,这次我们以一款SUV车型的冲压件-散热器上安装支架为例进行。产品DL 图结构设计模具机加模具数控模具调试(设备)六.课程实践同学们通过上述了解冲压件三要素:工艺模具设备71
DL图:就是根据产品进行工艺分析,确定工艺方案。落料成型翻边
DL图:就是根据产品进行工艺分析,确定工艺方案。落料成型翻72落料模成型模翻边模结构设计:就是根据DL图方案进行模具结构设计。落料模成型模翻边模结构设计:就是根据DL图方案进行模具结构设73凸模成型模顶出器模具制造:根据翻边模具制定加工方案。翻边模主要有三部分组成:凸模凹模顶出器。如下图:凸模成型模顶出器模具制造:根据翻边模具制定加工方案。翻边模主74模具制造:部分加工工艺方案。模具制造:部分加工工艺方案。75
方案2:发电机支架材料:SS400料后:6mm落料冲孔成型
方案2:发电机支架76
方案2:发电机支架材料:SS400料后:6mm落料冲孔成型
方案2:发电机支架77
方案2:发电机支架材料:SS400料后:6mm落料冲孔成型
方案2:发电机支架78谢谢!谢谢!791、每一个成功者都有一个开始。勇于开始,才能找到成功的路。12月-2212月-22Saturday,December17,20222、成功源于不懈的努力,人生最大的敌人是自己怯懦。04:53:3104:53:3104:5312/17/20224:53:31AM3、每天只看目标,别老想障碍。12月-2204:53:3104:53Dec-2217-Dec-224、宁愿辛苦一阵子,不要辛苦一辈子。04:53:3104:53:3104:53Saturday,December17,20225、积极向上的心态,是成功者的最基本要素。12月-2212月-2204:53:3104:53:31December17,20226、生活总会给你另一个机会,这个机会叫明天。17十二月20224:53:31上午04:53:3112月-227、人生就像骑单车,想保持平衡就得往前走。十二月224:53上午12月-2204:53December17,20228、业余生活要有意义,不要越轨。2022/12/174:53:3104:53:3117December20229、我们必须在失败中寻找胜利,在绝望中寻求希望。4:53:31上午4:53上午04:53:3112月-2210、一个人的梦想也许不值钱,但一个人的努力很值钱。12/17/20224:53:31AM04:53:3117-12月-2211、在真实的生命里,每桩伟业都由信心开始,并由信心跨出第一步。12/17/20224:53AM12/17/20224:53AM12月-2212月-22谢谢大家1、每一个成功者都有一个开始。勇于开始,才能找到成功的路。180汽车冲压件模具制造工艺实习汽车冲压件模具制造工艺实习81
一般来说,汽车整车生产厂都具有完整的四大工艺。冲压工艺焊装工艺涂装工艺装配工艺一.概述一般来说,汽车整车生产厂都具有完整的四大工艺。冲压82
冲压工艺在汽车生产中占首要地位。汽车的三大部分之一——汽车车身的主要零件均由钢板冲压而成。特别是车身的大型覆盖件,大多形状复杂,结构尺寸大,有的还是空间曲面,并且质量要求高,其他加工方法无法实现。侧围外板前翼子板行李箱盖车顶机盖前门后门汽车上的钣金件冲压工艺在汽车生产中占首要地位。汽车的三大部分之一—83二.冲压的概念冲压:通过安装在冲压设备上的模具对金属板料施加压力,使板料产生塑性变形或分离,从而获得具有一定形状、尺寸和性能的零件。冲压三要素二.冲压的概念冲压:通过安装在冲压设备上的模具对金属板料施加84冲压车间生产线在生产压力机坯料等待上模的模具存放区的模具使用中的模具冲压车间生产线在生产压力机坯料等待上模的模具存放区的模具使用85根据材料的变形特点分:分离工序:分离工序、成形工序冲压成形时,变形材料内部的应力超过强度极限σb,使材料发生断裂而产生分离,从而成形零件。分离工序主要有剪切和冲裁等。成型工序:冲压成形时,变形材料内部应力超过屈服极限σs但未达到强度极限σb
,使材料产生塑性变形,从而成形零件。成形工序主要有弯曲、拉深、翻边等。冲压的重要工序及分类根据材料的变形特点分:分离工序:分离工序、成形工序冲压成形时86剪切剪板机
通常冲压原材料是以大张的板料或成卷的卷料供应。这就需要在冲压前将这些原材料剪切成合乎尺寸要求的条料或块料。济南二机床开卷线剪切剪板机通常冲压原材料是以大张的板料或成卷的卷87冲裁拉延件修边冲孔V70车顶盖前横梁
冲裁是利用模具使板料产生分离的冲压工序,包括落料、冲孔、切边等。
冲裁拉延件V70车顶盖前横梁冲裁是利用模具使板料产生88弯曲CA6371车加强板II-右前纵梁弯曲:将板料毛坯弯成具有一定曲率、一定角度和形状尺寸的冲压成型工序。弯曲CA6371车加强板II-右前纵梁弯曲:将板料毛坯弯成具89局部成型局部成型:用各种不同变形性质的局部变形来改变毛坯(或由冲裁、弯曲、拉深等方法制成的半成品)的形状和尺寸的冲压成型工序称为成型。主要有胀形、翻边、校平、整形等。CA6371车板簧前吊架翻边局部成型局部成型:用各种不同变形性质的局部变形来改变毛坯(或90典型冲压工艺流程拉延(成型)开卷下料(落料、冲孔)(斜)冲孔成品入库冲孔切边翻边(整形)返修清洗典型冲压工艺流程拉延(成型)开卷下料(落料、冲孔)(斜91工艺流程〈弯曲〉〈横向弯曲〉〈切去不要部分〉
侧弯曲模具弯曲模具
〈铁板成形〉拉伸模具切断模具(例:侧围外板)工艺流程〈弯曲〉〈横向弯曲〉〈切去不92典型冲压工艺流程左前轮罩连接板加强板落料冲孔翻边成型弯曲成型冲孔分离典型冲压工艺流程左前轮罩连接板加强板落料冲孔翻边成型弯曲成型93典型冲压工艺流程修边冲孔翻边冲孔分离拉延左前轮罩连接板加强板典型冲压工艺流程修边冲孔翻边冲孔分离拉延左前轮罩连接板加强板94三.模具概述模具工业是国民经济的基础工业。模具设计与制造技术水平的高低,是衡量一个国家产品制造水平高低的重要标志之一。模具在日本被誉为“进入富裕社会的原动力”、在德国被称为“金属加工业中的帝王”。先进的模具是生产优质冲压件的保证。三.模具概述模具工业是国民经济的基础工业。模具设计与95模具概述冷冲压件的质量好坏,成本高低,主要决定于冲压工艺和冲模结构的合理程度,而冲模结构的适用性及其经济性,又都是在设计冲模时就被决定了的。
冲模的设计与制造,不但周期长(尤其是中大型冲模),而且“玩固性”大。有时,即使不太大的改变,也会造成某些冲模零件甚至整个冲模或整套冲模报废。因此,冲模的制造成本高。
设计冲压模具时必须十分慎重,除了具备足够的设计技术资料外,还要经过一个周密的设计程序,才能最大限度的保证冲模的可靠性和适用性。模具概述冷冲压件的质量好坏,成本高低,主要决定于冲压96模具概念
模具是在冷冲压加工中,将材料加工成零件(或半成品)的一种特殊的工艺装备。模具概念模具是在冷冲压加工中,将材料加工成零件97模具的分类1、按工艺性质可分为:冲裁模,弯曲模,翻边模,成型模等。2、按工序组合分为:单工序模具、复合模具、级进模具等。3、按冲模尺寸分为:大型模具.中型模具、小型模具。4、按模具结构分有:单动拉深模、双动拉深模、斜楔模等。小型模具中型模具大型模具模具的分类1、按工艺性质可分为:冲裁模,弯曲模,翻边模,成型98上模板凹模凸模压边圈托杆下模板材料模具工作方式上模板凹模凸模压边圈托杆下模板材料模具工作方式99汽车冲压件模具制造工艺实习教材课件100汽车冲压件模具制造工艺实习教材课件101汽车冲压件模具制造工艺实习教材课件102汽车冲压件模具制造工艺实习教材课件103修边镶块上模下模氮气钢侧销压料板模具工作方式修边镶块上模下模氮气钢侧销压料板模具工作方式104汽车冲压件模具制造工艺实习教材课件105汽车冲压件模具制造工艺实习教材课件106汽车冲压件模具制造工艺实习教材课件107汽车冲压件模具制造工艺实习教材课件108汽车冲压件模具制造工艺实习教材课件109汽车冲压件模具制造工艺实习教材课件110修边镶块)上模下模氮气钢或弹簧压料板斜楔侧销模具工作方式修边上模下模氮气钢或弹簧压料板斜楔侧销模具工作方式111汽车冲压件模具制造工艺实习教材课件112汽车冲压件模具制造工艺实习教材课件113汽车冲压件模具制造工艺实习教材课件114汽车冲压件模具制造工艺实习教材课件115汽车冲压件模具制造工艺实习教材课件116汽车冲压件模具制造工艺实习教材课件117上模下模氮气缸侧销翻转斜楔翻边镶块子母斜楔模具工作方式上模下模氮气缸侧销翻转斜楔翻边镶块子母斜楔模具工作方式118汽车冲压件模具制造工艺实习教材课件119汽车冲压件模具制造工艺实习教材课件120汽车冲压件模具制造工艺实习教材课件121汽车冲压件模具制造工艺实习教材课件122汽车冲压件模具制造工艺实习教材课件123汽车冲压件模具制造工艺实习教材课件124汽车冲压件模具制造工艺实习教材课件125汽车冲压件模具制造工艺实习教材课件126汽车冲压件模具制造工艺实习教材课件127汽车冲压件模具制造工艺实习教材课件128汽车冲压件模具制造工艺实习教材课件129汽车冲压件模具制造工艺实习教材课件130冲压成型的CAE分析
金属板料的拉深和弯曲是一个复杂的塑性变形过程,设计塑性流动,塑性强化,及其引起的回弹、起皱、拉裂等问题。因此,对冲压成型过程中板材成型性而言,单凭经验很难预先估计,致使模具设计正确性也难以评价,问题只有在模具加工以后才能暴露出来,给模具调试造成极大困难,甚至导致模具报废。板料成型CAE分析技术是解决这一难题的有效手段,已经成为国际塑性加工领域的一个研究热点。冲压成型的CAE分析金属板料的拉深和弯曲是一个复131CAE分析实例产品形状分析软件:AutoForm4.07材料:BUSD料厚:0.8成形类型:双动拉延毛坯尺寸:1730x1250数据格式:CatiaV5R16项目名称:V70产品名称:右前门内板产品号:V70-6101052CAE分析实例产品形状分析软件:AutoForm4.07项132CAE分析实例产品工艺补充形状CAE分析实例产品工艺补充形状133CAE分析实例产品成形性评估分析结果CAE分析实例产品成形性评估分析结果134CAE分析实例板料料厚变化显示云图CAE分析实例板料料厚变化显示云图135CAE分析实例板料变薄率变化显示云图CAE分析实例板料变薄率变化显示云图136CAE分析实例板料起皱评定指标显示云图CAE分析实例板料起皱评定指标显示云图137CAE分析实例成形限制曲线安全区:20%材料变厚可接受范围:0.01材料过渡变薄可分析范围:0.3材料拉伸不足显示范围:≤Tx3%成形极限图产品成形性评估分析结果CAE分析实例成形限制曲线安全区:20%成形极限图产品成形性138CAE分析实例分析报告结论
经CAE多次分析表明,产品本身结构的工艺性基本合理。拉延工序制件的工艺补充部分成形工艺性合理,能够保证该件的产品质量要求,能够保证拉延及后工序冲压工艺的可行性,因此该制件及工艺补充部分可作为制造依据应用于现生产。压料力:120吨成形力:800吨CAE分析实例分析报告结论压料力:120吨139四.设备选择压力机
机械压力机是采用机械传动的冲压机器,通过传动系统把电动机的运动和能量传给工作机构,从而使坯料获得确定的变形,制成所需的工件。四.设备选择压力机机械压力机是采用机械传动的冲压机器140压力机的结构组成(1)工作机构、一般为曲柄滑块机构,由曲轴、连杆和滑块等零件组成。(2)传动系统、包括齿轮传动和皮带颤动等机构。(3)操纵系统、如离合器和制动器。(4)能源系统、如电机和飞轮。(5)支撑部件、如机身。除以上基本部分外,还有多种辅助系统和附属装置,如润滑系统,保护装置以及气垫等。压力机的结构组成(1)工作机构、一般为曲柄滑块机构,由曲轴、141压力机的主要类型1.按机身结构分:①.闭式压力机②.开式压力机2.按连杆的数量分:①.单点压力机②.双点压力机③.四点压力机3.按压机滑块数量和作用分①.单动压力机②.双动压力机③.三动压力机压力机的主要类型1.按机身结构分:2.按连杆的数量分:3.按142通用压力机的主要技术参数1.公称压力Fg2.滑块行程s3.滑块行程次数n4.压力机装模高度H5.压力机工作台面尺寸及滑块底面尺寸装模高度通用压力机的主要技术参数1.公称压力Fg装模高度143压力机A线的闭式四点双动压力机B线的闭式双点单动压力机压力机A线的闭式四点双动压力机B线的闭式双点单动压力机144冲压A0线压力机LS4-2000-4600×2400MB1台J39-1000-4600×2400MB3台冲压A0线压力机LS4-2000-4600×2400MB145冲压设备的选择根据冲压工序的要求、生产批量的大小、冲压件的几何尺寸和精度要求等选定设备的类型。在设备类型选定以后,应进一步根据冲压件尺寸、模具尺寸和变形力来选定设备的规格。
冲压设备的选择根据冲压工序的要求、生产批146冲压设备的选择
1.压力机的压力应稍大于需要的冲压力(包括变形力、卸件力、弹簧压缩力、气垫压缩力等)。在拉深或采用复合模时,由于施力行程较大,而且最大作用力发生的时间又可能不与发生公称压力的位置相重合,这时就应该按压力机允许压力与行程曲线的范围进行选择。
2.所选压力机的行程大小,应该能保证取出成型制件与放进毛坯,例如拉深所用压力机行程,至少应大于成品件高度的两倍半以上。
3.所选压床的装模高度,应稍大于冲模的闭合高度。所选压力机压床的滑块和工作垫板尺寸,应保证冲模的安装和操作方便。冲压设备的选择1.压力机的压力应稍大于147冲压设备的选择
4.压床的行程速度,应能保证足够高的生产效率和安全技术的要求。
5.所选压力机应能满足工序的要求,应考虑具备适应的拉深垫、打料装置及送、退料机构等。
6.选压力机时,应考虑到组织流水生产的最大可能性。
7.选压力机时,应充分利用现有设备,充分发挥其生产潜力,从而提高设备利用率。
冲压设备的选择4.压床的行程速度,应能保证足够高的148五.模具制造加工工艺机械加工最基本的方式:车铣磨及数控加工。模具也是如此,但是相同零件相同的加工内容,不同的人会采取不同的方案。虽然最终都能完成加工内容,但有时却很不经济。为提高操作人员操作水平,有效的提高生产效率,现将生产实践中的三种基本加工方法及数控加工加以归纳总结,以用于大家学习。1.车工标准化操作指导车工作业指导书.doc2.铣工标准化操作指导铣工作业指导书.doc3.磨工标准化操作指导磨工作业指导书.doc4.数控加工标准操作指导数控加工指导书.doc五.模具制造加工工艺机械加工最基本的方式:车铣磨及数控加149五.模具制造加工工艺不同类模具有不同结构方式,加工方式也不同。汽车冷冲模模具按工作内容划分可分为冲裁类模具、成形类模具等,其中冲裁类模具包括落料模、冲孔模、修边模等。落料冲孔模包括开卷落料模、普通落料冲孔模、级进模等。成形类模具包括拉延模、成型模、翻边模、压弯模等。模具类型、材料、热处理方式不同,则加工工艺方案不同。总的原则是下模定位型面组合后精加工,当有拉楔结构时,需垫好行程后加工。下面根据总结出各类模具加工工艺方案供大家学历。各类模具加工工艺方案.doc五.模具制造加工工艺不同类模具有不同结构方式,加工方式也不同150六.课程实践同学们通过上述了解冲压件三要素:工艺模具设备。我们根据上述做我们的课程实践,这次我们以一款SUV车型的冲压件-散热器上安
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2024年税务师考试指导试题及答案
- 环保公司创业计划书模板
- 养生保健师培训-海狗咔罗肽胶囊
- 志愿者突发公共卫生事件应急处理培训课程-PowerPointPresentation
- 2025二手车买卖合同书范文
- 退役军人创业支持政策全面启动
- 国内进口依赖最大的10种聚合物材料及进口替代进展
- 政治经济学测试题 (一)
- 确保宠物营养素全面性试题及答案
- 广东石油化工学院《工程力学二》2023-2024学年第二学期期末试卷
- ()地质填图方法详解
- 机电深化设计BIM应用工作流程
- 医院患者安全专项行动实施方案
- 2023年新桥医院岗前培训护理人员考核试题
- 建筑工程屋面及防水工程施工技术培训讲义
- 企业管理与领导力的战略与实践
- 宗亲会活动方案
- 测绘生产成本费用定额2022
- 阴道裂伤的健康宣教
- 某国企2023年度经营管理工作总结和2024年工作思路
- 大于号小于号等于号田字格描红
评论
0/150
提交评论