



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
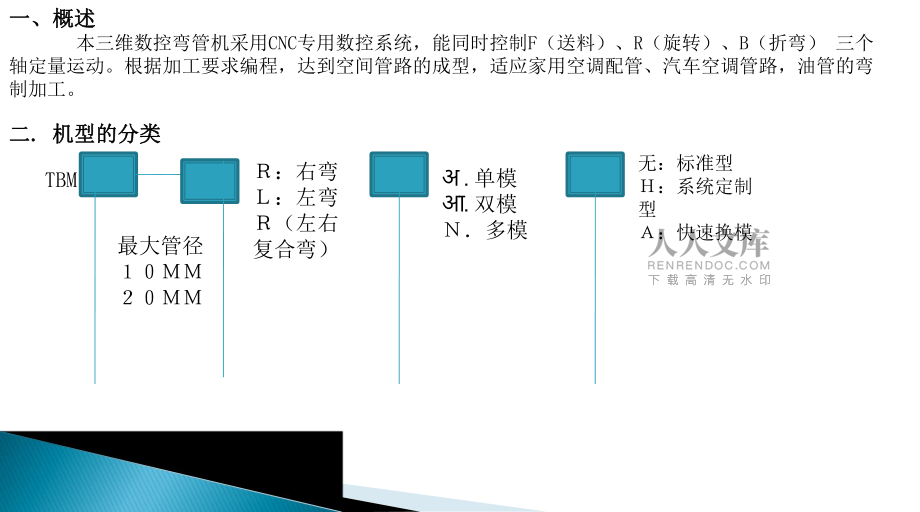
1、三维数控弯管机培训教程一、概述一、概述 本三维数控弯管机采用CNC专用数控系统,能同时控制F(送料)、R(旋转)、B(折弯) 三个轴定量运动。根据加工要求编程,达到空间管路的成型,适应家用空调配管、汽车空调管路,油管的弯制加工。二二. . 机型的分类机型的分类 TBM 无:标准型:系统定制型:快速换模. 单模. 双模多模:右弯:左弯(左右复合弯)最大管径1.1.主要技术参数主要技术参数(标准机型(标准机型TBM20-R1TBM20-R1) 弯管直径:适用加工6mm-20mm)铜管、铝管。 弯管壁厚:可加工(0.5 mm-2 mm)铜管、铝管。 弯曲半径:可加工(R10-R60)的弯曲模半径。
2、弯曲角度:可弯制(0-200)度 空间旋转角度:可旋转(0-360)度。 送料轴机械行程:送料有效行程为(1200 mm)。机械部分说明机械部分说明一、设备的构造一、设备的构造机械结构机械结构:标准机机架及机身采用船舱型龙骨结构,由方型钢管及弧型钢板焊接成型,消除应力后整体加工,确保设备具有足够的强度、刚度及稳定性;配有四个可调水平和高度的脚杯。设备各部分的零部件根据实际工作状况、工作环境而进行必要的表面处理,如电镀、发黑、淬火、渗碳、静电喷涂等,以满足部件具有足够的强度及表面功能。圆模为整体模具;夹模、导模、圆模、芯棒头等模具的表面硬度不低于HRC50,各种模具的更换操作简单、方便,同时符合
3、管件加工工艺要求。送料机构采用行星减速机驱动钢丝同步带传动,直线轴承采用进口高 速滚珠轴承,减速机为进口品牌。 机头为整体式箱型结构,弯曲臂采用精密齿形链传动,传动链轮及减速机输出轴两端均有支撑轴承,链条调整方式为对接式双螺旋结构, 旋转机构采用行星伺服减速机传动. 夹紧机构为平行四边型运动方式,过对角线锁模,确保足够的夹持力且避免夹伤铜管,所有的关节均有德国高分子免润滑轴承。 导模夹采用滑块连杆结构,有半退及全退两段行程。 夹料机构采用三瓣式卡盘结构,确保有足够的夹持力、机械强度及使用寿命。 抽芯机构具有快速定位及防转装置; 设备的气动元件采用进口优质品牌,气动回路有稳压、净化、润滑及调节装
4、置。四、机械配置四、机械配置 整个设备由CNC系统控制,送料、旋转、折弯、三个轴通过伺服驱动来完成加工管件的送料长度、空间角度、及弯管角度。动作执行由电磁阀来驱动气缸对管件的夹持,完成整个管件的加工。1、送料 F轴由AC伺服电机通过减速机驱动,钢丝同步带传动,直线导杆副组件导向,对加工管件进行定尺控制。其运动方向:往后为F+,往前为F-. 2、旋转 R轴 由AC伺服电机通过减速机驱动,对加工管件做旋转运动,实现管件的空间角度。其运动方向:顺时针为R+,逆时针为R-.3、弯曲 B轴 由AC 伺服电机通过减速机驱动折弯臂,对管件做弯曲运动,控制管件的折弯角度。其运动方向:旋出为B+,旋进为B-.4
5、、夹模机构 由电磁阀驱动气缸(夹紧/松开),主要是在弯管时夹管的作用。 型号:6350 5 5、靠模、半靠模机构、靠模、半靠模机构 由电磁阀驱动气缸动作。 型号:4035+15 靠模:主要是在弯管时起到靠住管,防止管件回弹的作用。半靠模:主要是在拉料或送料过程中起到加工料往下掉的作用。6、芯轴进退机构、芯轴进退机构 由电磁阀驱动气缸动作。芯轴进:主要是在弯管时,保证弯出的管子的弯扁率 型号: 10010 芯轴进:主要是在弯管时,保证弯出的管子的弯扁率。 芯轴退:在管子折弯后,送料时减阻力的作用。7、料夹机构、料夹机构 由电磁阀驱动气缸动作。主要拉料、送料、旋转管件时做夹管的作用。型号:3230
6、8 8、左右平移机构、左右平移机构( (双模机双模机) ) 由电磁阀驱动气缸动作。在换模时,做脱模或合模的作用。 型号:50809、上下换模机构(双模机)、上下换模机构(双模机) 由电磁阀驱动气缸动作。在换模时,做运行上下模或下模的作用。型号:10030五、模具的安装与调整五、模具的安装与调整CNC弯管机性能虽然优越,但尚需配备制作精良,安装正确的模具,才能得到最好的效果。1 1、模具的定义:、模具的定义: a、圆模圆模:控制弯管半径的元件,安装于圆模座上。b、夹模夹模:弯管时夹工件之元件,安装于折弯臂的夹模座上。c、靠模靠模:弯管时防止工件回弹之元件,安装于靠模座上。d、芯棒芯棒:弯管时防止
7、工件皱折之元件,芯杆安装于尾座气缸前端,芯棒头安装于芯杆前端。e、料夹料夹:送料及旋转管件时,夹持管件用,安装于小车炮筒的前端。2、模具的安装位置及放置的示意图、模具的安装位置及放置的示意图a、圆模圆模:安装于圆模座上。b、夹模夹模:安装于折弯臂的夹模座上。c、靠模靠模:安装于靠模座上。d、芯棒芯棒:芯杆安装于尾座气缸前端,芯棒头安装于芯杆前端。e、料夹料夹:安装于小车炮筒的前端 3.3.模具的调整模具的调整模具的调整放置示意图:模具的调整放置示意图: 圆模圆模的安装调节: 把圆模放在圆模座上,要注意圆模的安装方向,把有直线段的方向朝夹模、靠模方向安装。上面放有圆模压盖,然后用锁紧螺栓固定。
8、夹模夹模的安装调节: 把夹模固定在夹模座上,用固定螺丝锁紧夹模。把夹模座调节退后,动作夹模气缸进,夹模气缸进到位后调节夹模座,让夹模贴紧圆模,然后调节夹模的高低与圆模同心,在安装时必须保证与圆模同轴,不允许有高低误差。用夹模座固定螺丝固定夹模坐。夹模的松紧度由夹模调节螺钉调节。靠模靠模的安装调节: 靠模安装调节示意图: 把靠模固定在靠模座上,用固定螺丝靠模锁紧。把靠模座调节退后,动作靠模气缸进,靠模气缸进到位后调节靠模座,让靠模贴紧圆模,然后调节靠模的高低与圆模、夹模同心,在安装时必须保证与圆模、夹模同轴,不允许有高低误差。用靠模座固定螺丝固定靠模坐。靠模的松紧度由夹模调节螺钉调节。料夹料夹的
9、安装调节: 把料夹夹具安装在小车炮筒前的三爪上,先用料夹固定螺钉轻轻带上,然后动你料夹气缸夹夹紧,保证夹具同心后再紧固料夹锁紧螺钉。 芯棒芯棒的安装调节: 芯棒、芯杆安装调节示意图: 先把芯棒头装在芯杆上,然后把芯杆穿过小车炮筒,安装在芯杆连接座上。芯棒头的初始位置安装为,芯棒头的前端超过圆模中心(3MM)的距离,具体位置由弯管时弯出管子的效果调节而定。芯轴的位置确保之装在其上的管料与模具在同一圆轴中心线上。单模机芯棒调节:(通过松开尾座调节手柄,手动左右移动气缸,到位后锁紧尾座调节手柄调节。以上调距功能可适应不同弯曲半径之模具。) 双模机芯棒调节:(通过移动机头的左右平移气缸,调节平移左右限
10、位螺钉来调节芯棒与圆模其上管料的中心)六、气压回路六、气压回路 气压调节气压调节:设备上的气压可以通过三连体上的压力调节阀来调节,压缩空气须保持在(0.5 0.7 )MPa 范围内。 ( 气压组件图)气压组件图) 调压阀调压阀:设备上的气压可以通过三连体上的压力调压阀来调节。调压阀调节气压的大小。压力表:压力表:压力表主要指示所调节气压的压力,气压必须保持在(0.5 0.7 )MPa 范围内。调压排水口:调压排水口: 当调压阀内有水时,可以通过调压排水口排水。 气压推动开关:气压推动开关: 主要打开与关闭气源的装置。 油雾器:油雾器: 主要是把油通过气雾化之后,给气缸和电磁阀做润滑的作用。 滴
11、油流量调节:滴油流量调节: 此装置可以调节油雾器雾化滴油的大小。 储油灌:储油灌: 加油的装置。 低粘度润滑油:低粘度润滑油: 指储油灌里面所加的油采用低粘度润滑油。(例如:20#机油) 七、保养养维护1.1.每日保养:每日保养: a、运行导轨必须保持干净,每日注黄油一次。 b、滚珠丝杠必须保持干净,每日注黄油一次。 c、靠模座前后活动部分,每日擦抹上油一次。 d、夹模座上下活动部分,每日擦抹上油一次。 e、运行部分的机械部件,需保持干净、整洁,清除一切可能影响运行的杂物。 2 2、定期维护:、定期维护: a、靠模座每周注黄油一次。 b、夹模座每周注黄油一次。 c、料夹旋转座每周注黄油一次。
12、d、轴芯每周注黄油一次。 e、送料座之滑块每月上油一次。 f、尾座之滑块每月上油一次。 g、弯管摆臂链条每三个月上油一次。 3 3、气路部分、气路部分: a、放水阀每周放水一次(视气源质量而定)。 b、油雾器中无油时需加油(采用低粘度润滑油,如20#机油)八、常见问题及处理1. 1. 靠模、夹模等气缸动作缓慢。靠模、夹模等气缸动作缓慢。 原因分析: 1. 气动压力不足。 2. 调节阀调节过慢。 3气缸的缓冲未调节好。 4机械部分不顺畅。 排除方法:调整气路压力,使之达到正常标准。重新调节节阀。重新调节气缸的缓冲。调节机械部分,调节顺畅。 2. 2. 料夹夹不紧管料料夹夹不紧管料 原因分析:气压力不足。气缸行程不足。管料外径不符合要求。 排除方法:调整调压阀使气路压力达到正常标准。调整微调螺母,使气缸行程走完。更换管料。3.3.管料跑出模沟外,夹管时易夹扁管料管料跑出模沟外,夹管时易夹扁管料原因分析:圆模与夹模,圆模与靠模之间间隙过大,或高低不合适。芯杆、夹爪、圆模是否在同一中心线上。排除方法:调节夹模,或靠模之调距螺钉,使之达到正常。调整小车、尾座及圆模的中心,使其保持一至。4.4.弯管内测
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 室内设计装修合同协议-双方权利义务明确规定
- 医院人力资源管理系统项目解决方案
- 2024年采购合同锦集
- 专利申请权转让合同协议范本
- 房地产公司合同管理规范
- 代理商股份合作合同范本精讲
- 十万短期借款合同
- 中国银行总行异地直贷项目委托代管合约
- 2024年电影独家买断发行合同样本
- 整厂出售与合作协议书
- (完整版)全国各省份城市明细表
- 胆总管囊肿护理查房
- GB/T 30475.2-2013压缩空气过滤器试验方法第2部分:油蒸气
- GB/T 19851.15-2007中小学体育器材和场地第15部分:足球门
- GB/T 16571-2012博物馆和文物保护单位安全防范系统要求
- 六年级上册数学人教版第五单元《圆》 第1课时《圆的认识》作业设计(素材)
- 湘科版小学科学四年级上册31光与影(课件)
- 稻烟轮作主要病虫害全程绿色防控技术规程-地方标准编制说明
- 销售目标的设定与管理培训课件
- 鲜食甜玉米高产栽培技术(“玉米”)课件
- 小学语文小课题立项申报表
评论
0/150
提交评论