



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
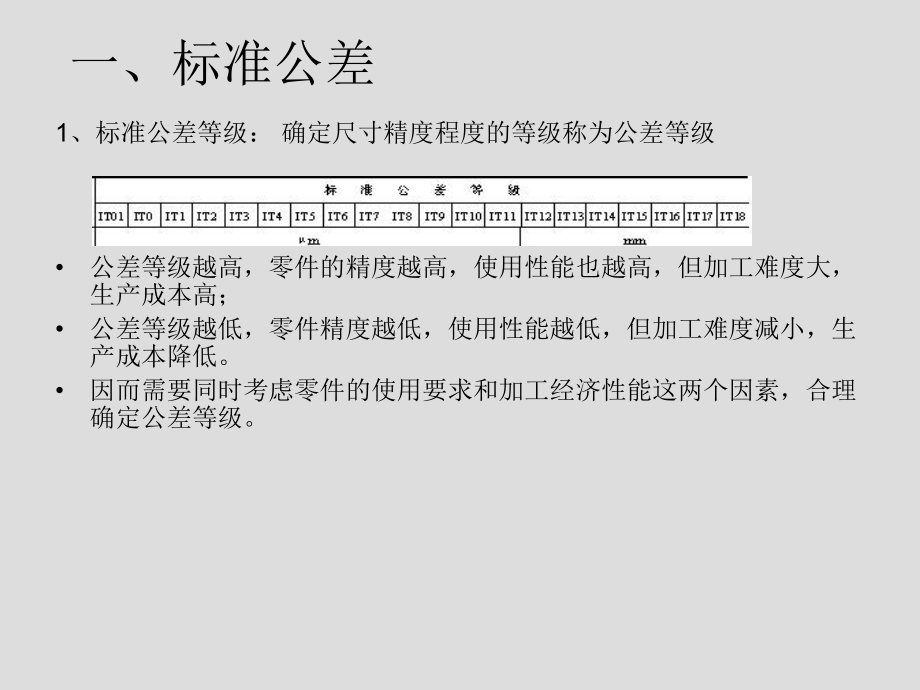
1、极限与配合标准的基本规定极限配合与技术测量基础之第一章第二节本节主要内容 标准公差 基本偏差 公差带 孔、轴极限偏差数值的确定 配合 一般公差线性尺寸的未注公差 温度条件一、标准公差国家标准极限与配合中规定的任一公差称为标准公差。标准公差与两个因素有关:标准公差等级、基本尺寸分段一、标准公差1、标准公差等级: 确定尺寸精度程度的等级称为公差等级 国家标准设置了20个公差等级:即IT01,IT0,IT1,IT2,IT3,,IT18。 IT 表示 标准公差 数字表示公差等级 IT01 精度最高 其余精度依次降低 IT18 精度最低一、标准公差1、标准公差等级: 确定尺寸精度程度的等级称为公差等级
2、公差等级越高,零件的精度越高,使用性能也越高,但加工难度大,生产成本高;公差等级越低,零件精度越低,使用性能越低,但加工难度减小,生产成本降低。因而需要同时考虑零件的使用要求和加工经济性能这两个因素,合理确定公差等级。一、标准公差2、基本尺寸分段: 国家标准对基本尺寸进行的分段,统一分段内的所有基本尺寸,在相同公差等级的情况下,具有相同的公差值。 如基本尺寸 40mm、 50mm 都属于大于30-50mm这个分段;它们的IT7精度数值均为0.025mm在基本尺寸一定的情况下:在基本尺寸一定的情况下: 公差等级愈高,标准公差值愈小,尺寸的精确度就愈高公差等级愈高,标准公差值愈小,尺寸的精确度就愈
3、高, ,难加工。难加工。 公差等级愈低,标准公差值愈大,尺寸的精确度就愈低公差等级愈低,标准公差值愈大,尺寸的精确度就愈低, ,易加工。易加工。 基本尺寸和公差等级相同的孔与轴,它们的标准公差相基本尺寸和公差等级相同的孔与轴,它们的标准公差相等。等。 同一公差等级的标准公差数值,对所有基本尺寸,虽数同一公差等级的标准公差数值,对所有基本尺寸,虽数值不同。但均有同等的精确程度。值不同。但均有同等的精确程度。 例例1 1 基本尺寸为基本尺寸为10mm,10mm,标准公差为标准公差为7 7级级(IT7)(IT7)的的 尺寸,尺寸,其公差值为其公差值为15m15m;基本尺寸为;基本尺寸为100mm10
4、0mm,标准公差为,标准公差为7 7级级(IT7)(IT7)的尺寸,其公差值为的尺寸,其公差值为35m35m;按照规定它们的尺寸精度是相;按照规定它们的尺寸精度是相等的。等的。尺寸分段的方法:尺寸分段的方法:有主段落分法和中间段落分法两种。有主段落分法和中间段落分法两种。使用标准公差表时,应注意基本尺寸所处的段落。使用标准公差表时,应注意基本尺寸所处的段落。某一尺寸段内的基本尺寸是指包括尺寸段的终了尺寸,某一尺寸段内的基本尺寸是指包括尺寸段的终了尺寸,不包括尺寸段的起始尺寸。不包括尺寸段的起始尺寸。例如:基本尺寸例如:基本尺寸30mm30mm,应在大于,应在大于18301830的尺寸段内,而不
5、应在大于的尺寸段内,而不应在大于30503050的的尺寸段内。尺寸段内。 * * *标准公差和基本偏标准公差和基本偏差差标准公差的数值由标准公差的数值由基本尺寸基本尺寸和和公差等级公差等级定。定。基本偏差就是标准中确定公差带相对于零线位置的极限基本偏差就是标准中确定公差带相对于零线位置的极限偏差。偏差。 一般指靠近零线的那个偏差。一般指靠近零线的那个偏差。当公差带位于零线上方时,基本偏差为下偏差。当公差带位于零线上方时,基本偏差为下偏差。当公差带位于零线下方时,基本偏差为上偏差。当公差带位于零线下方时,基本偏差为上偏差。基本偏差基本偏差基本偏差基本偏差标准公差标准公差基本尺寸基本尺寸+00标准
6、公差标准公差二、基本偏差1、基本偏差及其代号 (1)基本偏差 国家标准极限与配合规定:用以确定公差带相对于零线位置的上偏差或下偏差,称为基本偏差。 基本偏差一般为靠近零线的那个偏差。当公差带在零线上方时,其基本偏差为下偏差;当公差带在零线下方时,其基本偏差为上偏差;当公差带的某一偏差为零时,此偏差就是基本偏差;当公差带相对于零线是完全对称时,则基本偏差可以是上偏差或是下偏差。 二、基本偏差(2)基本偏差代号: 基本偏差代号用拉丁字母表示: 大写的表示空的基本偏差;小写的表示轴的基本偏差。 去掉易混淆的五个字母: I,L,O,Q,W (i,l,o,q,w); 增加了7个双写字母: CD,EF,F
7、G,JSA,ZA,ZB,ZC (cd,ef,fg,jsa,za,zb,zc) 孔和轴各有28个基本偏差代号:ZA ZB ZC za zb zcA B C D E F G H J K M N P R S T U V X Y Za b c d e f g h j k m n p r s t u v x y zCD EF FG JScd ef fg js孔轴国家标国家标准准已经将基本偏差标准化、系列化,规定了孔和轴各已经将基本偏差标准化、系列化,规定了孔和轴各2828个基本偏差,分别用拉丁字表示,按顺序排列,大写字母表示孔,个基本偏差,分别用拉丁字表示,按顺序排列,大写字母表示孔,小写字母表示轴。小
8、写字母表示轴。 各个公差带仅有基本偏差一端为封闭,另一端的位置取决于标各个公差带仅有基本偏差一端为封闭,另一端的位置取决于标准公差数值的大小准公差数值的大小。 (图中所画是开口公差带,这是因为基本(图中所画是开口公差带,这是因为基本偏差只表示公差带的位置,而不表示公差带的大小,开口端的极偏差只表示公差带的位置,而不表示公差带的大小,开口端的极限偏差由公差等限偏差由公差等级级来决定。来决定。在孔的基本偏差系列中,从在孔的基本偏差系列中,从A AH H的基本偏差为下偏差的基本偏差为下偏差EIEI,从,从J JZCZC的基本偏差为上偏差的基本偏差为上偏差ESES,JSJS的上、下偏差分别为的上、下偏
9、差分别为+ + IT IT2 2。 在轴的基本偏差系列中,从在轴的基本偏差系列中,从a ah h的基本偏差为上偏差的基本偏差为上偏差eses,从,从j jzczc的基本偏差为下偏差的基本偏差为下偏差 eiei, is is的上、下偏差分别为的上、下偏差分别为+ +ITIT2 2。 2、基本偏差系列图及其特征(此图只表示公差带位置、不表示公差带大小) 该图表示基本尺寸相同的28种孔、轴的基本偏差相对零线的位置。二、基本偏差2、(1)孔和轴的基本偏差相对零线基本呈对称分布。 轴的基本偏差:a h 为上偏差es h的上偏差为零; 其余为负,绝对值依次减小。 j zc 为下偏差ei,绝对值依次增大 孔
10、的基本偏差:A H 为下偏差EI, J ZC 为上偏差ES.二、基本偏差(2)基本偏差代号为JS或js的公差带,在各公差等级中完全对称于零线。上下偏差均可为基本偏差,但为统一起见,在基本偏差数值表中将 js划归为上偏差,JS划归为下偏差。(3)代号为k,K和N的基本偏差的数值随公差等级的不同二分位两种情况(K,k可为正值或零),代号为M的基本偏差数值随公差等级不同则有三种不同的情况(正值、负值或零) 另外,代号j,J及P ZC 的基本偏差也与公差等级有关。二、基本偏差三、公差带与配合的标准化三、公差带与配合的标准化1.公差带代号公差带代号 孔、轴公差带代号由基本偏差代号与公差等级数字组成。孔、
11、轴公差带代号由基本偏差代号与公差等级数字组成。例:例: H9,D9,B1l,S7,T7为为孔孔公差带代号;公差带代号;h6,d8,k6,s6,u6等为等为轴轴公差带代号公差带代号图样上标注尺寸公差的方法图样上标注尺寸公差的方法例例: 40G7 1、公差带代号、公差带代号 例如:50H7,表示基本尺寸为50,基本偏差为H,标准公差等级为7级的孔的公差带。 又如:50k6,表示基本尺寸为50,基本偏差为k,标准公差等级为6级的轴的公差带。 图例:三、公差带三、公差带2、图样上标注尺寸公差的方法 (1)用基本尺寸与公差带代号表示: 如:25H7、 25h6 能清楚地表示公差带的性质,但偏差要查表。
12、(2)用基本尺寸与极限偏差表示; 如:25 只标注了上下偏差,对于零件加工较为方便。 (3)用基本尺寸与公差带代号、极限偏差共同表示: 如: 兼有上述两种标注法的有点,但是标注比较麻烦。001. 00001. 0025H7( )三、公差带3、公差带系列、公差带系列国标规定:国标规定: 公差等级有公差等级有20级;基本偏差有级;基本偏差有28个;个; 孔有孔有 20X27+3=543种;轴有种;轴有20X27+4=544种。种。 因而孔和轴的公差带可以形成大量的配合,需要进行必要的限制,以因而孔和轴的公差带可以形成大量的配合,需要进行必要的限制,以提高经济效益。国标规定基本尺寸至提高经济效益。国
13、标规定基本尺寸至500mm的孔、轴,规定了优先、的孔、轴,规定了优先、常用和一般用途三类公差带:常用和一般用途三类公差带:一般、常用、优先孔公差带三、公差带与配合的标准化三、公差带与配合的标准化 3 3公差带系列公差带系列 国标规定基本尺寸至500mm的孔、轴,规定了优先、常用和一般用途三类公差带: 孔的一般公差带孔的一般公差带 105 105 种,常用公差带种,常用公差带 44 44 种,优先种,优先公差带公差带 13 13 种种 轴的一般公差带轴的一般公差带 116 116 种,常用公差带种,常用公差带 59 59 种,优先种,优先公差带公差带 13 13 种种 先用公差带时应按优先、常用
14、、一般公差带的顺序选先用公差带时应按优先、常用、一般公差带的顺序选取。取。3、公差带系列三、公差带轴的一般公差带轴的一般公差带 116 种,常用公差带种,常用公差带 59 种,优先公差带种,优先公差带 13 种种3、公差带系列三、公差带孔的一般公差带孔的一般公差带 105 种,常用公差带种,常用公差带 44 种,优先公差带种,优先公差带 13 种种四、孔、轴极限偏差数值的确定1、基本偏差的数值 (通过轴的标准偏差数值表或孔的基本偏差数值表来查对) (1)基本代号有大小写之分,大写的代表孔,应查孔的基本偏差数值表;小写的代表孔,应查轴的基本偏差数值表 (2)差基本尺寸时,对于处于基本尺寸分界不要
15、弄错,如10应查“大于6至10”一行,而不是“大于10至18”一行。 (3)分清基本偏差是上偏差还是下偏差。 (4)代号j,k,J,K,M,N,PZC的基本偏差数值与公差等级有关,差表时应根据基本偏差代号和公差等级查表中相应的列。四、孔、轴极限偏差数值的确定2、另一极限偏差的确定 可由极限偏差与标准公差的关系式进行确定:例如:EI = ES ITei = esIT es = ei+IT 或ES = EI + IT 或四、孔、轴极限偏差数值的确定3、极限偏差表 可以快速查出孔或轴的两个极限偏差数值。 (1)先查基本尺寸 (2)由基本偏差代号和公差等级查列 (3)行列交叉框中有上下两个偏差数值 上
16、方的为上偏差 下方的为下偏差。五、配合国家标准规定有两种基准制配合:国家标准规定有两种基准制配合: 基孔制、基轴制基孔制、基轴制1. 配合制 国标对孔和轴公差带之间的相互关系,规定了两种基准制,即基孔制与基轴制。(1)基孔制配合 基本偏差为一定的孔的公差带,与不同基本偏差的轴的公差带形成各种配合的一种制度称为基孔制。 基准孔的配合代号为H,基本偏差为下偏差,其数值为零,上偏差为正值。 基孔制中的轴是非基准件,其公差带位置可有不同情况,因而能形成不同性质的配合。孔是配合的基准件,称为基准孔。五、配合国家标准规定有两种基准制配合:国家标准规定有两种基准制配合: 基孔制、基轴制基孔制、基轴制1. 配
17、合制 (2)基轴制配合 基本偏差为一定的轴的公差带,与不同基本偏差的孔的公差带形成各种配合的一种制度称为基轴制。 基准轴的配合代号为h,基本偏差为上偏差,其数值为零,下偏差为负值。 基轴制中的孔是非基准件,其公差带位置可有不同情况,因而能形成不同性质的配合。轴是配合的基准件,称为基准轴。(3)混合配合 没有基准件的配合称为混合配合。五、配合2、配合代号 配合代号由孔和轴的公差带代号组成,写成分数形式,分子为孔的公差带代号,分母为轴的公差带代号。 凡是分子中含H的为基孔制配合,凡是分母中含h的为基轴制配合。 例如 25H7/g6的含义是指该配合的基本尺寸为25、基孔制的间隙配合,基准孔的公差带为
18、H7,(基本偏差为H公差等级为7级),轴的公差带为g6(基本偏差为g,公差等级为6级)。 例如 25N7/h6 的含义是指该配合的基本尺寸为25、基轴制过渡配合,基准轴的公差带为h6,(基本偏差为h,公差等级为6级),孔的公差带为N7(基本偏差为N,公差等级为7级)。五、配合3、常用和优先配合 国家标准规定了优先选用、常用和一般用途的孔、轴公差带。应根据配合特性和使用功能,尽量选用优先和常用配合。 当零件之间具有相对转动或移动时,必须选择间隙配合; 当零件之间无键、销等紧固件,只依靠结合面之间的过盈来实现传动时,必须选择过盈配合当零件之间不要求有相对运动; 同轴度要求较高,且不是依靠该配合传递动力时,通常选择过渡配合。 五、配合3、常用和优先配合 基孔制优先、常用配合五、配合3、常用和优先配合 基轴制优先、常用配合六、一般公差 线性尺寸的未注公差1、线性尺寸的一般公差概念 线性尺寸的一般公差是在车间普通工艺条件下,机床设备一般加工能力可保证的公差。(代表经济精度) 图样上采用一般公差带来的好处: 简化制图,使图样清晰易读; 突出了标有公差要求的部位,以便引起重视; 简化零件上某些部位的检测。2、线性尺寸的一般公差标准 (1)线性尺寸的一般公差标准
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 渗透剂环保工艺行业跨境出海战略研究报告
- 增韧剂高性能企业制定与实施新质生产力战略研究报告
- 职业技能培训教材行业深度调研及发展战略咨询报告
- 智能跑步机行业跨境出海战略研究报告
- 网络戏剧剧本众筹平台行业深度调研及发展战略咨询报告
- 移动应用内广告解决方案企业制定与实施新质生产力战略研究报告
- 特殊教育支持系统企业制定与实施新质生产力战略研究报告
- 特种橡胶防老化助剂行业跨境出海战略研究报告
- 线上戏曲表演与传播平台行业深度调研及发展战略咨询报告
- 生物质热解液体燃料行业深度调研及发展战略咨询报告
- 部编版八年级语文下册《时间的脚印》评课稿
- 儿童绘画心理课件
- 与装修人员签安全协议书
- 专业群建设调研报告
- 身份证籍贯自动对照自动生成
- (完整版)一年级100以内两位数加一位数的进位加法练习题
- 天冬中药材种植可行性研究报告
- 肝肾综合征演示文稿
- 《四川省平武县大茅坡铅锌矿资源储量核实及延伸详查报告》矿产资储量评审备案公示信息表
- GB/T 9647-2015热塑性塑料管材环刚度的测定
- GB/T 6569-2006精细陶瓷弯曲强度试验方法
评论
0/150
提交评论