



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
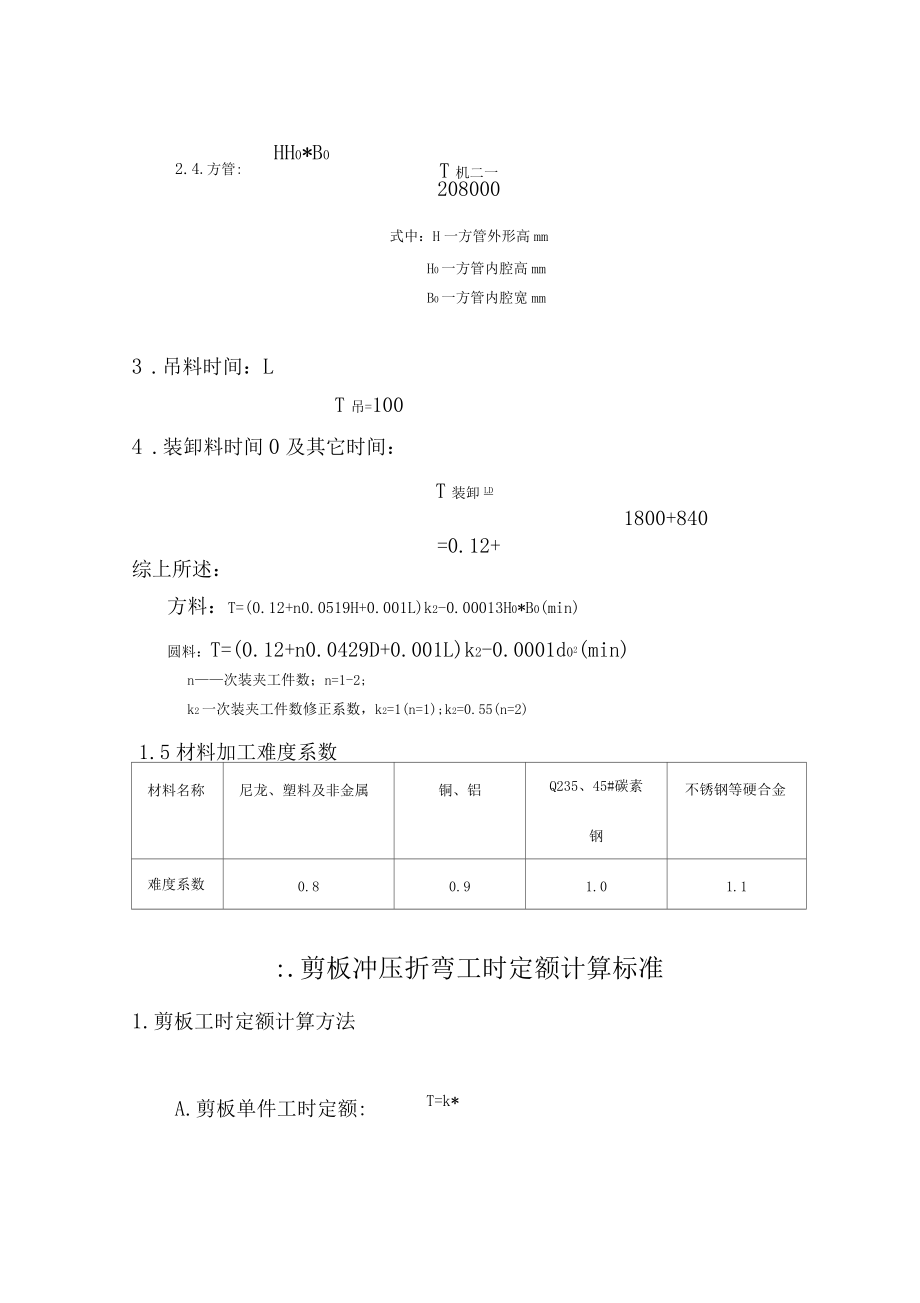
1、机械加工时定额计算一.锯床工时定额计算标准1 .工时计算公式:T=(kmT机+nT吊+T装卸)k2式中:km材料系数n次装夹工件数;n=1-2;k2一次装夹工件数修正系数,k2=l(n=1);k2=0.55(n=2)2 .机动时间:T机=H2. 1.方料:T机kB20式中:H-板厚mm2.2.棒料:DT机=24B<5050-8080-150150kB0.951.01.051.08查下表kB-材料宽度系数,式中D棒料外径mm2.3.管料:_Ddo2T机二一2410000式中d0一管料内径;mm2.4.方管:HH0*B0T机二一208000式中:H一方管外形高mmH0一方管内腔高mmB0一方
2、管内腔宽mm3 .吊料时间:LT吊=1004 .装卸料时间0及其它时间:T装卸LD1800+840=0.12+综上所述:方料:T=(0.12+n0.0519H+0.001L)k2-0.00013H0*B0(min)圆料:T=(0.12+n0.0429D+0.001L)k2-0.0001d02(min)n次装夹工件数;n=1-2;k2一次装夹工件数修正系数,k2=1(n=1);k2=0.55(n=2)1.5材料加工难度系数材料名称尼龙、塑料及非金属铜、铝Q235、45#碳素钢不锈钢等硬合金难度系数0.80.91.01.1:.剪板冲压折弯工时定额计算标准1.剪板工时定额计算方法A.剪板单件工时定额
3、:T=k*a每块工时系数、见表b一剪角次数剪板工时系数表L01001003003006006009009001200120015001500180018002100210024002400以上a0.50.60.70.80.911.11.21.31.5B.剪板去毛刺T毛剌:(min)T毛剌=0.3+L/400L-处理长度C.剪板校正T校:(min)材料系数:K=11.5规格Tmm123456K0.80.911.171.331.5注:材料系数不含单件长度L0150mm或单件重量0250g的零件2 .冲压T冲(min):T冲=2每冲一次工时规格0100100300300500a0.50.60.73
4、.折弯工时定额计算方法折弯工时定额T折(min):T折=2ai折弯工时定额系数表规格01001003003006006009009001200120015001500180018002100210024002400以上a0.50.60.70.80.91.01.11.21.31.5注:规格栏中,为折弯长度,a为每折一刀的工时(理论计算:每刀0.15分X折1.5=0.225+0.2=0.4250.5)准备工时三.风割焊接工时定额计算标准1 .风割1.1 风割工时:T风割(min)风割线长度公式:T风割=X3+1.5V板厚mmV切割速度mm/min<10500103040030603001.2
5、 修磨去割硝工时:T修磨二T风割/22 .焊接单件工时:T焊接二T工件装卸+T点焊+T全焊2.1 装卸工件工时:T工件装卸=(T01+0.2n)B式中:T01一装卸基本工时;(取T01=0.2);n-工件数B-重量系数(见表)2.2 .点焊单件工时:T点焊=T02+0.1J+0.1N式中:T02一点焊基本工时;J一点焊数;N一点焊时工件翻转次数;2.3 .全焊单件工时:T全焊(min)T全焊=T03+0.1M+0.1N+LJ200+0.2NC式中:T03全焊基本工时;M一焊缝段数;N一全焊时工件翻转次数;Lw-焊缝长NC-焊接参数调节次数注:1、小件装卸与点焊工时合并,统称点焊工时;2、圆周焊
6、每翻转90°为一次翻转次数;3、圆周焊每180°为一条焊缝;4、水平直条焊缝每150mm折一条焊缝;超过部份按其折算焊缝条数。重量系数(B)重量05kg510kg1020kg2030kg3040kg4050kg5060kgB11.11.21.31.41.51.63 .其它辅助工时:3.1 去飞溅、打磨焊磴:按焊接工时的65%计算+0.13.2 有辅助工帮助表卸模,从焊接工时中分取三分之一。3.3 焊接有准备工时按每项20分钟。3.4 点焊螺母按0.5分钟一个。3.5 校正:按焊接工时的二分之一计算+0.1o无焊接工装夹具或点焊后需校对尺寸的工件四.钻床工时定额1、钻床工时:
7、T=kT机+T装卸+T倒用其中:k难度系数有工差要求加工精度IT7以上k=1.5有深度要求k=1.1扩孔及攻丝k=0.80L/D>8时,须另增排屑时间60%。1.1 装卸零件时间及辅助时间:T装卸(min)1.1.1 钻孔直径<16mm:按钻、包1J、铳床零件装卸时间表所查装卸时间的?计算。最少时间40.12min.1.1.2 钻孔直径方16mm:按钻、包铳床零件装卸时间表计算。1.1.3 工件钻孔直径无(6mm的孔时,需增加一次装卸间:0.12min1.2 机动时间:T机:(min)l.(mm)D(mm)'<3<4<5<6<7<8<
8、;910204060801000.40.50.50.60.60.70.70.81.01.52.12.63.1<小108265161791356106150.50.50.60.60.70.70.80.81.11.72.22.83.416051738628400.60.60.70.70.80.91.01.01.42.12.73.44.11152528396307219870.70.80.91.01.11.21.21.31.82.63.54.45.3125(J)3597421087197531.11.21.51.41.61.71.82.02.63.95.26.57.8135(J)5056781
9、470532101.41.61.71.82.02.22.32.53.35.06.58.29.9150608259629571593注;表中未列数据取两相邻数值、按比例计算T机:1.3 钻床倒角去毛剌工时:T倒用:(min)1.3.1 倒45°1以内:0.05min/次。1.3.2 傕J4501以上:按车床倒角工时查表计算。1.3.3 打磨R圆弧面:T=T机+T装卸a.打磨面积:S<100mm2T机=0.5min。b.打磨面积:S>100mm2T机=S/100X0.5min。1.4 手动折弯、手动攻丝:按机动工时的1.5倍计算1.5 材料加工难度系数材料名称尼龙、塑料及非金
10、属铜、铝Q235、45#碳素钢不锈钢等硬合金难度系数0.80.91.01.1五.磨床工时定额计算标准1 .平面磨工时定额:a.工作台单行程横向进给量1624mm/次b.工件运行行速度8m/min平磨一次行程工时(min)'、宽度长度、<5050100100150150200200250250300300320<3000.511.522.533.530050010.71.21.72.22.73.23.75008000.91.41.92.42.93.43.980012001.11.62.12.63.13.64.12 .无心磨工时定额(含辅助工时)T机(min)T=kd120式中
11、:L单件被加工零件总长;kd一直径系数:d<16,kd=1.0d>16,kd=1.2六.铳床工时定额计算标准3 、铳床工时:T=T机+T装卸+T去毛剌1.1 铳床机动加工工时:T机T机二加工长度XBA:切削速度A(mm/min)B:加工段系数.切削速度A刀具一次切削工件厚度(mm)切削速度A(mm/min)<3120(含卧铳锯片刀)<690<2060(含卧铳飞刀和铳方孔,单块铳乘S/20)<5040<12030注;铳盲孔,速度按A/2计算。(2)铳腰孔尺寸15mm,速度按铳方孔计算。加工段数系数B段数系数(B)132435465768注:铳床机动单件最
12、小工时T机A0.40min/件1.2 铳床零件装卸工时:T装详见钻、刨、铳床零件装卸时间表1.3 铳床链孔按钻床机动工时计算:T链(min)(1) .当Rz<6.3丁链=1.25T机.当Rz<3.2丁链=1.5T机1.4 铳床倒角去毛剌:T去毛剌=L/100X0.1注:.L-零件外形最大长度mm.当Lv100mmT去毛剌取0.1min1.5 分度盘:.零件W0.5kg的每30°为一次装卸时间.零件>0.5kg的每60°为一次装卸时间c1.5材料加工难度系数材料名称尼龙、塑料及非金属铜、铝Q235、45#碳素钢不锈钢等硬合金难度系数0.80.91.01.1七
13、.刨床工时定额计算标准1、包I床工时:T=T机+T装卸+T去毛剌1.1刨床机动加工工时:T机(min)加工长度丁机二小AA:切削速度A(mm/min)B:加工段系数.切削速度A被切削工件刀具往复行程(mm)切削速度A(mm/min)<150120<250100<45075<65050加工段数系数B段数系数(B)1.2刨132435465768床倒角去毛剌:毛剌L/100X0.1注:.L-零件外形最大长度mm1.3.当L<100mmT去毛剌取0.1min材料名称尼龙、塑料及非金属铜、铝Q235、45#碳素钢不锈钢等硬合金难度系数0.80.91.01.1材料加工难度系
14、数1.4刨床零件装卸工时:T装卸(min)详见钻、刨、铳床零件装卸时间表注:单件装卸工时最小40.24min/次钻、包I、铳床零件装卸时间表(T装卸)零件安装方法复杂程度零件质量(Kg)0.513581216虎钳、三爪卡盘A0.40.671.161.51.92.332.698顶尖、专用夹具B0.9!91.392.43.183.94.835.58V型铁、三角铁A0.360.721.241.592.022.482.86分度头B1.111.572.723.524.455.456.29螺栓压板A0.660.931.612.082.633.223.72组合夹具B1.622.293.965.121.627
15、.939.15注:A一简单,指工件形状规则,/、需找正;B复杂,指工件形状复杂,用联动压板或5个以上压板装夹,或需2个以上千斤顶支撑,用划针、角尺、千分表等较正。注;.表中未列数据取两相邻数值、按比例计算T装卸.叠铳合计重量n16kg(min/次)T装卸二T装卸单仲一(零件单重xTi6kg工时)-16kg.叠铳合计重量w16kg而n12kg(min/次)T装卸二T装卸单仲一(零件单重XT单重工时)+叠铳总重(kg)八.车床工时定额计算标准1 .计算公式Tj工序Tj工序=2Tj装卸+工Ti工步+0.2m=2Tj装卸+k工Ti机动+0.2m式中:j一工序数;Tj装卸一第j道工序装卸工件的时间(含其
16、它辅助时i一走刀次数;Ti机动一第i次走刀机动时间;m换刀次数;2 .粗车外圆机动时间:L2.2LdT机动=f*n10000考虑回程手动等辅助时间等:T粗外圆3LdT粗外圆=T回程+T基本+T机动=0.3+1000)X5-2.5(0.01L+03 .精车外圆机动时间:L3.9LdT机动=f*n10000考虑回程手动测量等辅助时间等:T精外圆5LdT精外圆=T回程+T基本+T机动=0.4+1000)X5-2.5(0.01L+0式中:L一工件被车削的长度;mmS一车削厚度;mmd外圆公称直径;mmf一走刀量,mm/r;粗车取f=0.4精车取f=0.15n一车床主轴转速;r/mim;k-宽放系数;k
17、=1.334 .当外圆精度高于7级时;Tj=1.5*T机动5 .镇孔、车内孔:查表三车床、链床、钻孔时间标准表中:D-加工切削中径mm,L-加工切削长度mm6 .细长杆顶车外圆时,根据细长比增加顶车时间:当5<L/D<10时增力口0.5min.式中:D-加工切削中径mm当L/D>10时增加1.0min.L-加工切削长度mm7 .未标注倒用、倒外角0.05min/次,倒内角0.075min/附表五车床倒角、钻中心孔时间标准8 .车削内、外圆:按附表四车内、外圆;与内、外圆及平面梢和端面时间标准分档次、选取相邻两数据按比例计算。9.端面工时与切断工时比例系数:端面厚度=外圆直径-
18、内圆直径一切断车床切断后端面锯床锯断后端面2<5T机动T端面=T机动/2.5按槽宽4mm切断时间的?计算。<10T机动T端面=T机动/3.0<15T机动T端面=T机动/3.5<20T机动T端面=T机动/4.0o<30T机动T端面=T机动/4.5<50T机动T端面=T机动/5.0注:车床加工工件的直径020mm时的套、销等切断含端面工时。10 .车床装卸时间:按附表一车床装卸时间标准11 .小车:.小车端面:按大车端面计算标准的75%计算.小车切断、及车外圆:按大车车外圆的125%计算.小车需调头加工只倒内角一个工序时:需增加0.1min的辅助时间。12材料加
19、工难度系数材料名称尼龙、塑料及非金属铜、铝Q235、45#碳素钢不锈钢等硬合金难度系数0.80.91.01.113.车床工时标准:表一车床装缶四寸间标准表二车床车内孔工时标准表三车床、链床、钻孔时间标准表四车内、外圆;内、外圆平面梢时间标准表五车床倒角、钻中心孔时间标准车床装卸时间标准(表一)编号:A-02工件长度50100200工件直径501001502003005005010015020030050050100150200300500三爪装夹0.50.81.01.30.81.01.21.81.02.06.07.0四爪装夹1.52.02.53.04.0102.03.04.56.08122.5
20、3.56.08.51014工件长度300500780工件直径501001502003005005010015020030050050100150200300500三爪装夹1.42.573.57.08.0四爪装夹3.07.09.01113169.0111316201214162024编1.按工件最犬旋转直径总长度表:5.铸件、锻件用爪、圆钢件用三爪:制2.四爪装夹加螺钉压紧:K=1.256.V形铁、角铁、花盘装夹同四爪:文档3.A.工件直径D>600:按500直表XK=1.257.装夹偏心件K-1.25车床车内孔工时标准(表二)编号:A-02E1t,_,匚、1,/-_,l、,_J_*、(、
21、._.-卜>,、由匚.明D(mm)。.|丁舁1工DAW800.1区W500儿代人K-1.5O.7三十,口'小l5miHL(mm)47C、ACCC主心kLCC-vfv-=t/IXA_7L、/-二a_>r一l/Arrrt平4105AA,.,1十枭10工件k/工D/15山10001nnn建I-7C5002,:n杏小但人K=1、k-1'.75tt:K-衣小:中丰石iP口沏方星取前汴日夕e米什H+n.154.A.4r,11JX73tLi1200016dccc_以L八21十北17,0口小:28-rvfc斗八K=1J-5E-小.17T<7U3J1舁020L4CS.j十u7r
22、工件#:皮L>10度L)l1200:151500:妆L=718按L=7150旦於2450查球IXK=1.31:xk=1.154175D.工件长度L>2000:按L=750查表XK=2.0文档3036812152025334253403571013172229364662825046911151926334356731036045810141823303750679411012870458101316222936486386102120140804589121521273345588197111130150904589121419253141547790103123140100457
23、81113182328385073859911813512046710121621263546667888107122T标准时间(min)Rz1.250.690.720.750.790.820.880.941.031.131.251.461.722.152.42.693.063.41Rz6.31.311.371.431.491.551.671.791.962.152.382.773.264.084.575.125.816.47Rz3.22.132.232.342.442.542.722.923.23.523.884.535.326.557.458.359.4810.56文档车床、链床、钻孔时间
24、标准(表三)编号:A-03LmmDmmL5101520253240506070851001201401601015202532405060708510012014016019222415101520253240506070851001201401601922242051015202532405060708510012014016019222430510152025324050607085101214161922文档0000244051015202532405060708510121416190000250510152025324050607085101214000605101520253240
25、5060708510065510152025321050607085T1.61.71.71.82.02.12.32.42.62.83.13.33.74.04.44.95.56.16.87.78.77286682356716761442钻孔<100.20.40.60.81.11.31.62.13.75.58.4回屑136516515时间<200.20.40.60.91.21.72.33.35.48.51214.18.22.文档2594549855<400.250.510.781.061.641.962.613.665.2<650.251.061.962.61编制说明:1.
26、按键床、钻孔直径和长度查出T还需查出回屑时间、两者相加。5.表中所列数据取均含装卸时间。2 .C6136A按钻30查给;C6140按钻40查给;C6136A按钻30查给。3 .扩孔不加回屑时间。4 .表中未列数据取两相邻数据按比例计算。车内、外圆;与内、外圆及平面槽和端面时间标准(表四)编号:A-04直径深度100.5124150.513577.5250.5123571013350.512357101317文档550.5123571013172328700.512357101317232831850.512357101317232837471100.5123571013172328374713
27、50.512357101317232837471700.5123571013172328374759722100.5123571013172328374759722600.5123571013172328374759723200.5123571013172328374759724000.51235710131723283747594500.5122357101317232837476000.512357101317232837T外圆槽40.650.660.670.680.700.720.780.820.870.941.021.121.251.431.641.92.272.653.123.653
28、.854.685.757.088.6880.660.680.700.720.750.780.820.870.941.021.121.261.431.641.92.272.653.123.854.675.757.088.7610.8713.4内圆槽40.750.780.810.840.870.910.961.031.111.211.341.441.711.952.272.683.193.834.635.565.658.510.4414.580.810.860.910.961.031.111.211.341.441.711.952.272.682.193.834.635.656.938.5510.
29、3913.1515.318.823.8平面槽41.251.291.341.411.491.591.711.872.072.342.643.043.554.2567.2791113.4581.341.411.491.591.711.872.072.322.643.043.554.2567.2791113.516.720.7褊制说明:1 .加工有精度要求的内、外圆才12 .切断:按刀宽4mm标准43 .当槽宽8mm:按其超出,4 .当槽宽50mm:按2次5 .内圆槽离端面10mm:K=1.04)6 .断续切削K=1.257 .闭纹槽:0.5min/条。!:K=3生给。倍力累计计算行程次数查给时间。时间计算;其余L按外圆标准查给时间。K=1.01以此类推。(例如.离端面40mm8 .割圆弧底槽K=3.割断不加工K=1.25.9 .加工“O”型槽:按槽宽8mm查表计算。10 .表中未列数据取两相邻数据按比例计算。k-表示加工难度系数11 .表中所列数据取均含装卸时间。文档车床倒角、钻中心孔时间标准(表五)编号:A-05、长度直径123456
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- CPSM考试模拟系列试题和答案
- 2025年中国内丝管套市场调查研究报告
- CPMM中的数据分析方法试题及答案
- 2025年中国全自动塑钢方块插梢机市场调查研究报告
- 二零二五年度特色小镇物业管理承包及开发合同
- 2024年CPSM考试关键试题及答案策略
- 2025年中国修复排毒膏市场调查研究报告
- 认识垂线和平行线(教案)2024-2025学年数学 四年级上册 苏教版
- 2025年中国传送链式回火炉数据监测报告
- 2025年中国交流凸轮控制器市场调查研究报告
- 人教版小学四年级语文下册2024-2025学年度第二学期期中质量检测试卷
- 2025山西地质集团招聘37人笔试参考题库附带答案详解
- 2025年安庆医药高等专科学校单招职业适应性考试题库标准卷
- 2025年襄阳科技职业学院单招职业技能测试题库必考题
- GB/T 11856.1-2025烈性酒质量要求第1部分:威士忌
- 战争艺术与战术创新-深度研究
- 4.2 明确概念的方法 课件高中政治统编版选择性必修三逻辑与思维
- 直播带货销售合作协议书范本
- 2025年江苏农林职业技术学院高职单招职业技能测试近5年常考版参考题库含答案解析
- 中国近现代史纲要学习心得体会与文化自信
- 《展示设计》课件-第八章 展示的照明设计
评论
0/150
提交评论