


下载本文档
版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
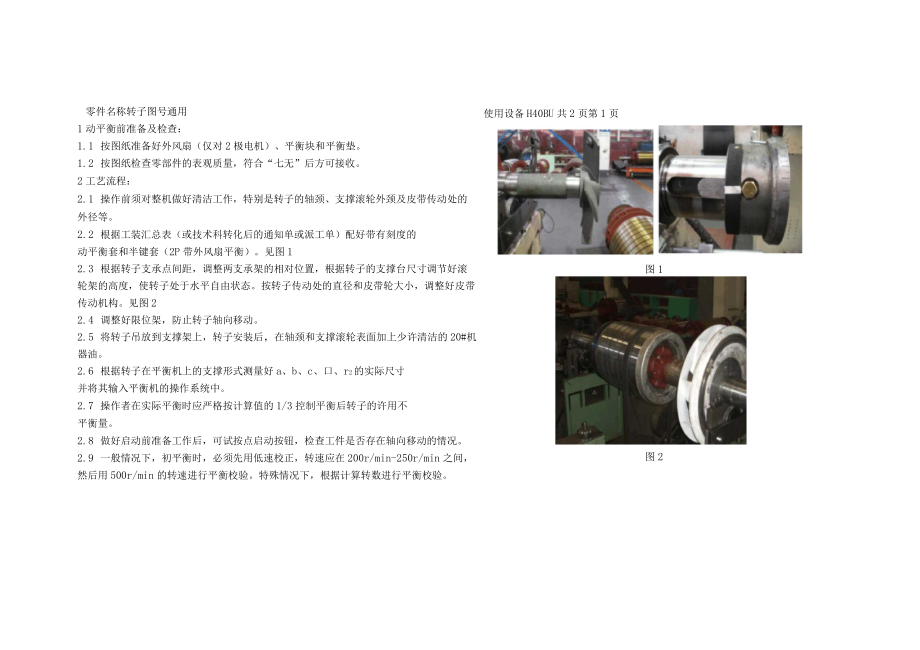
1、H40BU®支撑平衡机转子校动平衡工艺规范H40BUM支撑平衡机转子校动平衡工艺规范1范围本标准规定了H40B硬支撑平衡机转子校动平衡操作规范。本标准适用于H40B硬支撑平衡机转子校动平衡。2操作指导卡内容见表1。使用设备H40BU共2页第1页图1图2零件名称转子图号通用1动平衡前准备及检查:1.1 按图纸准备好外风扇(仅对2极电机)、平衡块和平衡垫。1.2 按图纸检查零部件的表观质量,符合“七无”后方可接收。2工艺流程:2.1 操作前须对整机做好清洁工作,特别是转子的轴颈、支撑滚轮外颈及皮带传动处的外径等。2.2 根据工装汇总表(或技术科转化后的通知单或派工单)配好带有刻度的动平衡
2、套和半键套(2P带外风扇平衡)。见图12.3 根据转子支承点间距,调整两支承架的相对位置,根据转子的支撑台尺寸调节好滚轮架的高度,使转子处于水平自由状态。按转子传动处的直径和皮带轮大小,调整好皮带传动机构。见图22.4 调整好限位架,防止转子轴向移动。2.5 将转子吊放到支撑架上,转子安装后,在轴颈和支撑滚轮表面加上少许清洁的20#机器油。2.6 根据转子在平衡机上的支撑形式测量好a、b、c、口、r2的实际尺寸并将其输入平衡机的操作系统中。2.7 操作者在实际平衡时应严格按计算值的1/3控制平衡后转子的许用不平衡量。2.8 做好启动前准备工作后,可试按点启动按钮,检查工件是否存在轴向移动的情况
3、。2.9 一般情况下,初平衡时,必须先用低速校正,转速应在200r/min-250r/min之间,然后用500r/min的转速进行平衡校验。特殊情况下,根据计算转数进行平衡校验。表1(续)零件名称转子图号通用2一工艺流程:2.10 平衡过程中应根据屏幕显示的1、2校正面的不平衡量,在转子1、2校正平面上加配重平衡块(或平衡垫)。不要一次把欠缺的不平衡量补全,要根据两个平衡面上不平衡量的位置及焊平衡块(或平衡垫)等变化的影响,综合考虑适当加减平衡块(或平衡垫)。2.11 可直接在平衡机上将平衡块(或平衡垫)焊牢在平衡环上(或挪在平衡柱上),平衡后再校验一下许用不平衡量,直至转子达到平衡精度的要求
4、。见图32.12转子达到平衡精度要求后,操作者应做好平衡记录。3合格标准:3.1 平衡后转子不平衡质量不得超过计算值。3.2 检查平衡块焊接是否牢固,且平衡块外露部分不得高出转子外圆。4不合格项处理:4.1操作者如果在平衡时发现不平衡量过大,平衡块加重不够时,需经过工艺、设计和质保部评审,根据实际情况进行计算,重新设计平衡块及确定平衡块添加位置。5注意事项:5.1 安放转子时一定要避免轴承台与滚轮的撞击,防止磕碰现象的发生。5.2 焊接时必须以转子本身为接地回路,决不允许以平衡机体为接地回路。见图45.3 焊接时转轴各台、左、右滚轮、平衡机导轨必须用胶皮或3240薄板妥善保护,以免焊豆溅落其上。见图55.4 平衡后的转子存放在垫有胶皮的转子存放架上,轴伸套上轴伸保护套,轴瓦台和轴承台用保护套进
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 二零二五版劳务派遣合同公司对公司
- 香港股权转让协议
- 二零二五新员工试岗协议
- 工程施工临时用工协议
- 2025年航空仿真设备项目投资风险评估报告
- 二零二五版赞助合作协议
- 二零二五股东前期垫资处理协议
- 2025年多孔微孔陶瓷材料项目发展计划
- 2025-2030中国金属注射成型行业市场发展趋势与前景展望战略研究报告
- 2025-2030中国金属包装行业市场发展趋势与前景展望战略分析研究报告
- 二年级下册心理健康课件-第二十三课 勤俭节约|北师大版 (共21张PPT)
- 小学班主任工作经验交流ppt
- 新版现代西班牙语第二册答案
- 福州市《加强我市建筑模板工程施工质量管理若干规定》
- 水利监理规划(水利部)
- KTV包房音响系统设计方案
- 常用物理英语词汇大全
- 城市轨道交通设备系统_第十一章_车辆段与综合基地
- GB_T3162-1991_滑动轴承薄壁轴瓦尺寸、结构要素与公差
- 中国银行房屋抵押银行贷款合同
- 如何挖掘商机PPT课件
评论
0/150
提交评论