



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、机械加工检验标准编制:审核:批准:日期:1、范围本检验规程适用本公司机械加工产品的检验.2、检验依据国家标准、行业标准、API标准、图纸工艺等技术文件、质量方案等3、检验内容3.1 尺寸的检验3.1.1 根本原那么所用验收方法应只接收位于规定尺寸极限之内的工件.3.1.2 常用量具钢直尺钢板尺、钢卷尺盒尺、塞尺厚薄规游标卡尺、高度游标卡尺、深度游标卡尺、外径千分尺、内径千分尺、内径量表、量块3.1.3 量具的选择3.1.3.1 量具的选择原那么A、保证测量精确度;B、保证测量的经济性,从计量器具本钱、耐磨性、检验时间方便性等来考虑合理性;3.1.3.2 量具具体选择A、根据零件的公差选用,取测
2、量精度系数为二分之一到五分之一;B、根据计量器具的不确定度允许值选用;C、根据零件的大小选用;D、根据零件的外表质量选用;E、根据零件的批量来选用;NO本端忘公加年戒8定以下量具精度鲍瓦勺选用原那么;1T<0.11/5T<0.02千分尺、百分表等选择时需要参考被测产品的实际20.1<T<11/3T<0.05卡尺、千分尺、百分表等、31<T1/2T<0.5钢卷尺、钢直尺等使用要求3.1.3.3量具精度选择原那么B、公司现有量具精度表精彩文档量具公司现有量具的测量精度mm'备注百分表0.01JJG34-2021外径千分尺0.01JJG21-2021
3、1游标卡尺0.02JJG30-2002高度尺0.02JJG31-1999内径千分尺0.01JJG-2003钢直尺0.05JJG1-1999钢卷尺0.05JJG4-19993.1.4尺寸检测方法轴径一一中低精度轴径的实际尺寸通常用卡尺、千分尺、专用量表等普通计量器具进行检测.孔径一一通常用卡尺、内径千分尺、内径规、内径摇表、内测卡规等普通量具、通用量仪;高精度深孔和精密孔等的测量常用内径百分表千分表或卧式测长仪也叫万能测长仪测量,用小孔内视镜、反射内视镜等检测小孔径.长度、厚度一一长度尺寸一般用卡尺、千分尺、专用量表、测长仪、比测仪、高度仪、气动量仪等;厚度尺寸一般用塞尺、间隙片结合卡尺、千分尺
4、、高度尺、量规;壁厚尺寸可使用超声波测厚仪或壁厚千分尺来检测管类、薄壁件等的厚度,用膜厚计、涂层测厚计检测刀片或其他零件涂镀层的厚度;用螺距规检测螺距尺寸值.外表粗糙度一一a.目测检查:工件外表粗糙度比规定的粗糙度明显地好,不需用更精确的方法检验时,可用目测法检验判定;工件外表粗糙度比规定的粗糙度明显不好时,不需用更精确的方法检验时,可用目测法检验判定;工件外表存在明显影响外表功能的外表缺陷,选择目视法检验判定.b.比拟检查一一如果目视检查不能作出判定,可采用粗糙度比拟样块用视觉和触觉法比拟判定.c.仪器测量一一使用粗糙度仪检测.角度一一用角度仪、电子角度规测量角度;用光学分度头测量工件的圆周
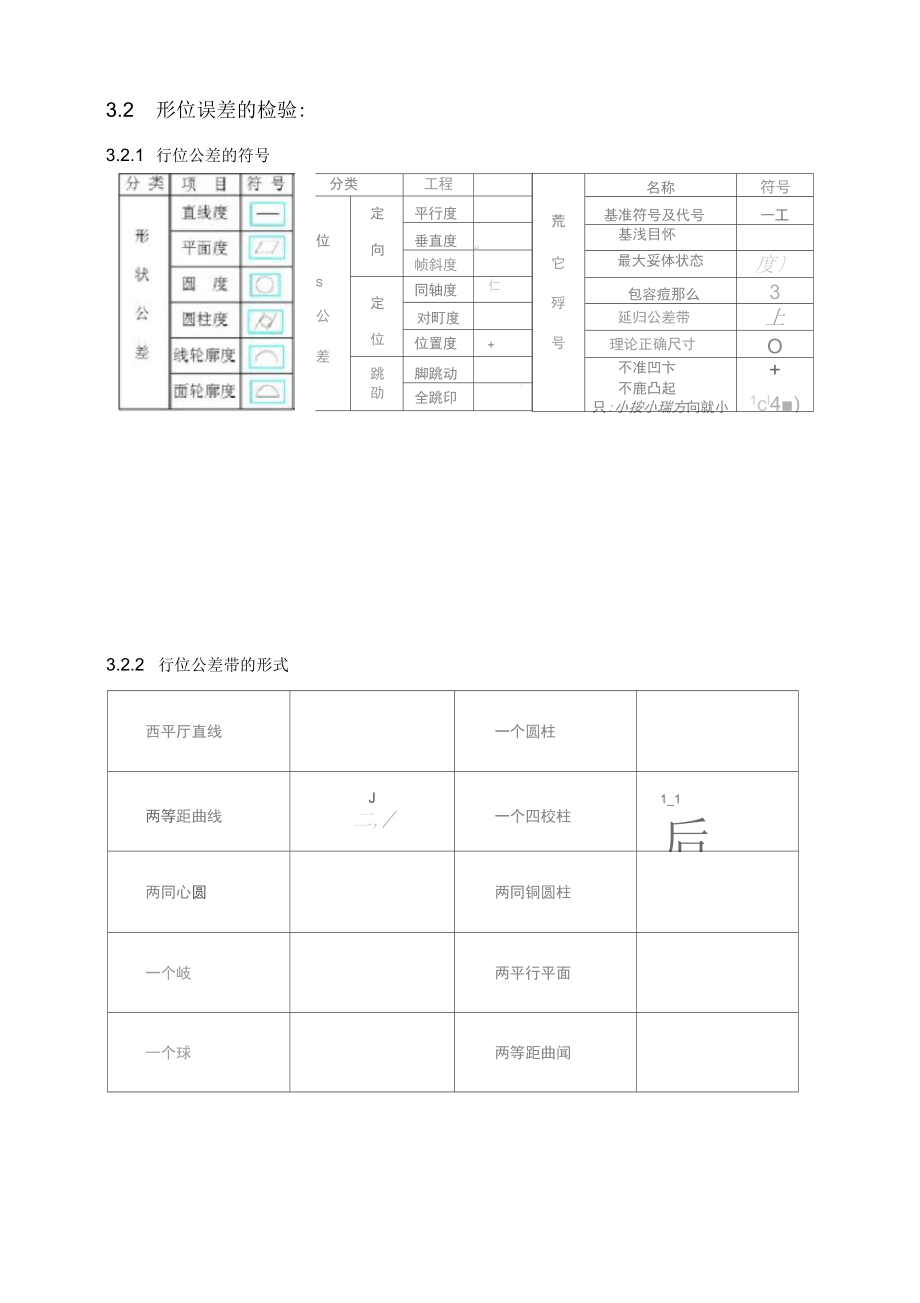
5、分度;用样板、角尺、万能角度尺直接测量精度要求不高的角度零件.3.2 形位误差的检验:3.2.1 行位公差的符号分类工程定平行度位向垂直度JJ帧斜度S定同轴度仁公对町度差位位置度+跳脚跳动劭全跳印J荒它殍号名称符号基准符号及代号一工基浅目怀最大妥体状态度包容痘那么3延归公差带上理论正确尺寸O不准凹卞不鹿凸起只:小按小瑞方向就小+1cl4)3.2.2 行位公差带的形式西平厅直线一个圆柱J1_1两等距曲线二,/一个四校柱后两同心圆两同铜圆柱一个岐两平行平面一个球两等距曲闻3.2.3 形状误差和形状公差前H公羞帚定义于F麻理在给定平面内公差帝是距商为公差值,的西平行宜线之间的区域圆柱外表上的任一崇线
6、必须位于轴向平面内,再离为0M2的两平行蛇之间方个宗给当.向在给定方向上公假设带是比离大公差偿L的西平行平面之间的区域三、ma唾而不互相率E的两个方向公差带为截闻边长t:M2的四柱柱内的区域棱线必久!£于箭头即7K方向距离为公差值工嵬的两平行平正内棱线必须位于水平方向距高为公差值比.力垂直方向盅离为江色的四横拄内IJ1上.T工一-3、在任意方向公等博是S役为公差值t的园柱面的区域会差布是距高为公着值t的西平行平面之间的区战二I圆柱体的粕线必须位于直径为公七值O,Q2的圆柱面内_.工一上外表必须位于距离.为公差值0.1的两二行平面内幺主带是在同一正截山上羊伟琴为八差值t的西同心画之间的
7、区域在垂直于轼浦的次一正箭面上该国必须位于半程差为公者值.的两同心国之间公差带是竽径差为公差值t的两用釉圆柱画之间的区域圆柱而必缅位于半往差为公差值1%的两同相圆柱面之间蛆轮麻直公差帝是包格一系列宜在为公差值七的圆的两包络线之间的区豌该园圆心应位于坦想轮廓上在平行于芷妙影面的任一鼓而上,交际郭廊必演位于包络一系列直柱为公差Mo,02.且园口在:a想兜廓线上的圆的两包鸣线之间.SH年m轮掘度公差特是包路一系列直径为公假设置t的#的防个包络面之间的区域j清球球心应位于理福轮廓之上实际轮廓而向河村干包婚一系列球的两包路圃之间,诸球的直性为公惹值5且理心在理指牝鹿面匕3.2.4位置误差和位置公差工程公
8、差带定义K在给定一个方向公差举是距离为公差由匕且平行一基准平用的研平行平面之间的区域位置公差、在给定互相垂直的两个方向上公差帚是正截面尺寸为公差值tl%3且平行于基准轴线时归梭柱内的区域说明上外表必颌位干电离为公差值.,.入且平行于基准面A的西平行平m*司J_.il.基送平面的轴姓必须世-T正激面为公差值501人.飕1且哂亍于基准轴线G的四棱柱内.02'基港轴线本壬青方向上平宫差昌是直役为公差值3且平行行于基准轴线的圆柱固内的区域3定三位H且公ftI、公差带是更离为券位口足每亘干基港平面或至我1钝我的两平行平面或直线之间的区域2、分差带是直役为公差值匕且垂直于基准平面的圆柱面内的区域公
9、差带是座离为公差值3且与基准施提成理论正语角度的两平行平面之间的区域右恻面必须应于髭离为公差10,02,目三百干基港三面上的两平行平面之间G的轴装必须位于宜径为公差值凡口&且垂富于基准平互乜的三柱酒内基:唯平囱电悦S*公差棒是直径为公差值t,且与基凄轴埃同轴的圆柱面内的区域C似间/.内地鸵必须位于直行为公差值0口L且与基准轴线同轴的一个夏柱豆店公差带是距高为公差营1巨相对于其度中央平面定林配篁的两平行平m之同的区域,径同厩跳动公装带是在叁方于三前阻d任一测量平面内半径差力公差值j且阻心在是港轴线上的两个同心曜之间的区域3、端面IB跳动公至常是在甘基准整线同轴的任一直使位置的杀量园件由上
10、沿均薄下向宽度为公差值L的圆柱面工域旗的位置理公差带是宜轻为公七道口且以统的理相叵置为辕浅的圆拄面内的区域6D的轴潴必澳位于直径为公捷值0.2且以相对基过h反所确定的翼意位置为轴线的园rtfTri;1a|Ln!0港的中央旬心理位千运驾为K差值.,02,且相考基准中央平面对称JE置的两平行平面之间一基准中央平同?日破测圜柱面器基准轴线作无釉向塔劫回落时.在任一测量三国内的便向跳动盘力不得大于二差值0.整皿r<y测量平葡当零件绕基灌物线R作美轴向桂坊回转时,在禳利瑞面上任一混量壹法处的是向跳动量用不同X于公差值0.三min;径向全跳动公差蒂是半径至为公差值J且与基淮轴线同福的两国桂司之同的区
11、WGd掂测外表经基准轴线作无帽移动地连窥回转,同时,指示表作平行于墓淮铜浅的直线移动,在?d的整个外表上的跳勒量不得大于公差值.2皿/0一入端面全虢动公益夸耳至离为公差fl|tr且与基淮相线垂直的酉平行平面之间的区桩侧凿面线a僧无柏向誉劭地连续回转p同时,指示费作每直;基准施峻A的直栽移动F此时,在整个端面上的跳动重不得大干0.OSuifii一-Q.02II3.2.5形位公差检测方法3.2.5.1 检测原那么编号检测原那么名称与理想要素比拟原那么测量坐标值原那么测量特征参数原那么博协理患宴¥将被测实际要素与其理想要素相比拟.量僮由直接法或间接注养得理想要素用摸拟法获得测量被测实际要素
12、的坐标值如直角坐标值,极坐标值,圆柱面坐标值,并经过数据处理获得形位误差值测量被测突际要素上一艮有代表性的参敷即特衽参数来表示形位误差值测量跳动原那么限制实效适界原那么被测实际要素绕基准轴线回转过程中.沿给定方向测量其对某参考点或线的变动量变动量是指指示器最大与最小读数之差检疆波测,实际要素是否超过实效边界.以判断合格与否3.2.5.2 测量方法直线度一一可用首尾连线评定直线度的误差.平面度一一可用打表法或三坐标测量法,还可用平面平镜、水平仪或自准直仪测量法.圆度一一可用三坐标测量法,还可用圆度仪或三点测量法.圆柱度一一可用三坐标测量法,还可用圆度仪测量,在同轴度误差较小时,也可用径向全跳动来
13、代替检验.线、面轮廓度一一可用三坐标测量法,还可利用仿形测量装置,将轮廓样板与被测量轮廓相比拟,测其光隙大小.平行度一一将工件基准面放在平板上,用千分表测被测外表,读出最大与最小数值之差即为平行度误差,应将所测数据换算到工件实际长度上;也可将工件放到平板上,将基准面找平,用水平仪分别测出基准面与被测面的直线度后获得平行度误差.垂直度一一用直角尺或标准圆柱在平板或直接放在工件的基准面上,检查直角尺的另一面与工件被测面的间隙,用塞尺检查间隙的大小,应将所测数据换算到工件实际长度上.倾斜度一一将被测要素通过标准角度块、正弦尺、倾斜台等转换成与测量基准平行状态,然后再用测量平行度的方法测量倾斜度误差.
14、倾斜度误差测量方法类同小角度测量方法.西同轴度一一用量具直接测量壁厚均匀性,取厚度差最大值为同轴度误差,该方法适用于板形、筒形工件内外圆同轴度测量;也可用径向圆跳动替代法等检测同轴度误差的方法.0跳动误差的检测方法一一可采用顶尖、心轴、套筒、V形块等装置配合千分表进行测量,顶尖的定位精度明显优于V形块和定位套,因此应尽量选用顶尖定位,测量前,顶实用标准文案尖、顶尖孔、V形块、定位套等的工作面、被测件的支撑面等部位应清理干净.卷对称度测量方法一一将被测工件置于平板上,用百分表或千分表测量被测外表与平板之间的距离,将被测工件翻转,再测量另一被测外表与平板之间的距离,取各剖面内测得的对应点最大差值作为对称度误差;也可在同一剖面内,将被测件旋转1800测量,百分表或千分表最大与最小读数之差那么为该剖面对称度误差,再选其他剖面进行测量,各剖面所得测值的最大极限尺寸者,即为该零件的对称度误差.13位置度测量方法一一用综合检测线位置度,按基准调整被测件,使其轴线与分度装置回转轴线同轴,任选一孔,以其中央作径向定位,用千分表测出各孔的径向误差,计算得到其位置度误
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 术前去除毛发原则中国专家共识(2025年)
- 食管及胃镜检查的意义与风险
- 对比分析CFA试题及答案选择
- 中暑急救知识培训
- 第五章 作业1 曲线运动-2025版高一物理必修二
- 高中宿舍安全教育主题班会
- 手工道具美术课件
- 2024年特许金融分析师全场景试题及答案
- 2025年中考地理复习:部份综合题答题模板
- 教学课件变现文案范文
- GB/T 3452.1-2005液压气动用O形橡胶密封圈第1部分:尺寸系列及公差
- 北京市房屋租赁合同自行成交版_下载
- 化学品标识图
- 林业有害生物防治工作技术方案
- 特种设备使用单位风险评价打分表终附(共19页)
- Ncode时域路谱数据转频域psd
- 燃气热电项目“二拖一”机组余热锅炉化学清洗技术方案
- 提升心理资本
- ecmo的镇静与镇痛
- (完整word版)志愿者报名表
- 手袋厂生产流程..doc
评论
0/150
提交评论