



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
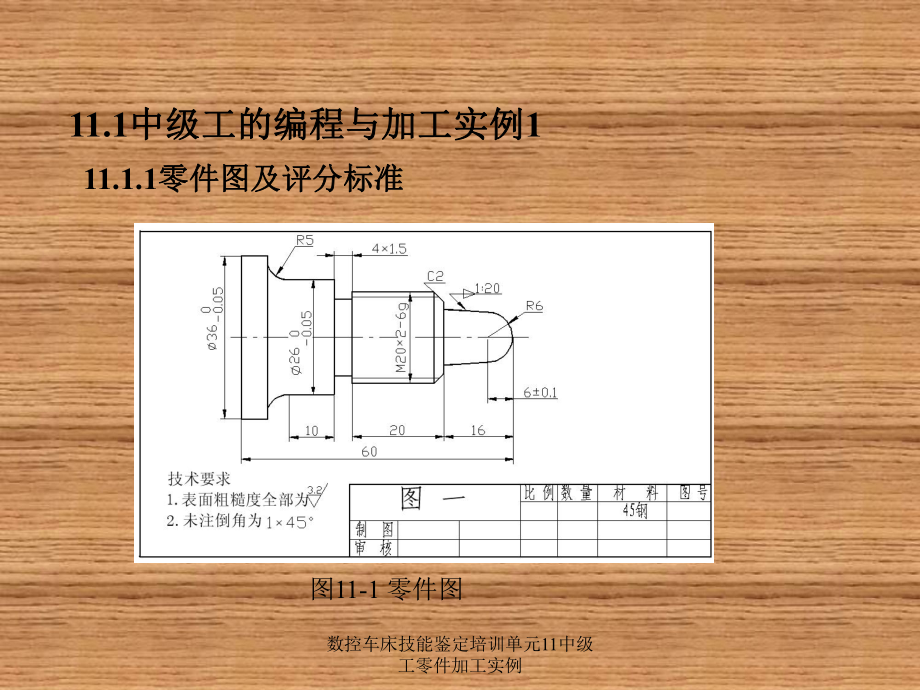
1、数控车床技能鉴定培训单元11中级工零件加工实例单元单元11 中级工零件加工实例中级工零件加工实例 11.1中级工的编程与加工实例1 11.2中级工的编程与加工实例2数控车床技能鉴定培训单元11中级工零件加工实例11.1.1零件图及评分标准零件图及评分标准 11.1中级工的编程与加工实例中级工的编程与加工实例1图11-1 零件图数控车床技能鉴定培训单元11中级工零件加工实例表11-1材料清单数控车床技能鉴定培训单元11中级工零件加工实例表11-2 实例1的评分表数控车床技能鉴定培训单元11中级工零件加工实例11.1.2制定数控加工工艺方案制定数控加工工艺方案 该零件主要由外圆、圆弧、圆锥面、外螺
2、纹、外槽组成,下面对其进行综合工艺分析:(1)观察图形无同轴度要求,毛坯长度适中,可采用普通三爪卡盘夹持;(2)打表找正工件;(3)粗精加工外轮廓,至精度要求;(4)车螺纹退刀槽;(5)粗精车螺纹,加工至通规通、止规止。数控车床技能鉴定培训单元11中级工零件加工实例11.1.3编写数控加工程序编写数控加工程序参考程序如下:O0001;程序名S800 M03;定义转速T0101;选择1号刀具G99 G00 X40 Z2;循环起始点G71 U2.5 R1;外轮廓粗加工G71 P1 Q2 U0.5 W0.1 F0.2G00 X0N1 G01 G42 Z0 F0.1G03 X12 Z-6 R6 F0.
3、08G01 X12.5 Z-16X16X20 Z-18 Z-40X26Z-50 G02 X36 Z-55 R5 F0.05G01 Z-62N2 G40 X41M03 S960;变速G70 P1 Q2;外轮廓精加工G00 X150 Z150;回换刀点数控车床技能鉴定培训单元11中级工零件加工实例T0303;选择螺纹刀,加工螺纹M03 S640;选择转速G00 X22 Z-12;定义循环起始点G92 X19.2 Z-38 F2;加工螺纹X18.8X18.2X17.8X17.6X17.4 G00 X150 Z150 M05;主轴停止M30;程序结束 T0202;换切槽刀(b=4mm)M03 S450
4、;选择转速G00 X27 Z-40;快速定位G01 X17 F0.03G04 X3;延时3秒G00 X21Z-39G01 X17 F0.02G04 X3G01 Z-39.5 F0.01G00 X27X150 Z150;回换刀点 数控车床技能鉴定培训单元11中级工零件加工实例11.2中级工的编程与加工实例中级工的编程与加工实例211.2.1零件图及评分标准零件图及评分标准图11-2 零件图 数控车床技能鉴定培训单元11中级工零件加工实例表11-3材料清单数控车床技能鉴定培训单元11中级工零件加工实例表11-4 实例2的评分表 数控车床技能鉴定培训单元11中级工零件加工实例11.2.2制定数控加工
5、工艺方案制定数控加工工艺方案 该零件主要由外圆、外螺纹、外槽组成,下面对其进行综合工艺分析:(1)夹外圆右端,车平左端面;(2)左端外圆粗加工,加工至外圆处,精加工各档外圆;(3)加工24两处外槽,至精度要求;(4)掉头夹46的外圆,打表找正,平端面控制总长;(5)粗精车螺纹外圆和锥面,精加工至尺寸要求;(6)车螺纹退刀槽;(7)车螺纹,加工至通规通、止规止。数控车床技能鉴定培训单元11中级工零件加工实例11.2.3编写数控加工程序编写数控加工程序参考程序如下:O0001;工件左侧G54 G99 G40;S600 M03;M08;T0101;端面刀G00 X65 Z0;G01 X-1 F0.2
6、;G00 X150 Z150;T0100;T0202;930外圆刀G00 X65 Z3;G73 U5 W0 R4;G73 P1 Q2 U0.5 W0.1 F0.2;N1 G00 X28;G01 X46 Z-1 F0.1;Z-30;G03 X52 Z-52 R16 F0.1;G01 Z-58 F0.1;N2 G00 X65;S1400 M03;G70 P1 Q2;G28 U0 W0;T0200;T0303;b=3.5mm外槽切刀S450 M03;G00 X50 Z-13.75;G01 X40.1 F0.05; 数控车床技能鉴定培训单元11中级工零件加工实例G00 X47;Z-12.5;G01 X
7、45 Z-13.5 F0.1;X40;G00 X47;Z-15;G01 X45 Z-14;X40;Z-13.6;G00 X47;Z-22.75;G01 X40.1 F0.05;G00 X47;Z-21.5;G01 X45 Z-22.5 F0.1;X40;G00 X47;Z-24;G01 X45 Z-23;X40;Z-22.6;G00 X50;M09;T0300;M05;M30; 数控车床技能鉴定培训单元11中级工零件加工实例O 0002;工件右侧G54 G99 G40;S600 M03;M08;T0101;端面刀G00 X65 Z0;G01 X-1 F0.2;G00 X150 Z150;T01
8、00;T0202;930外圆刀G00 X60 Z3;G71 U2 R1;G71 P1 Q2 U0.5 W0.1 F0.2;N1 G00 X19.8;G01 X29.8 Z-2 F0.15;Z-20;X34; X44 Z-35 F0.1;X51;N2 X53 Z-36;S1400 M03;G70 P1 Q2;G28 U0 W0;T0200;T0303 ;b=3.5mm外槽切刀S450 M03;G00 X36 Z-20;G01 X26.1 F0.05;G00 X32;Z-17.5;G01 X28 Z-19.5 F0.1;X26;Z-19.9;G00 X40;数控车床技能鉴定培训单元11中级工零件加工实例G00 X150 Z150; T0300;T0404;S2
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 二零二五版应急通讯基站搭棚施工合同参考2篇
- 二零二五版交通事故车辆维修及赔偿协议2篇
- 二零二五年度食品饮料品牌授权销售合同范本2篇
- 二零二五年度储罐安装与环保验收合同4篇
- 2025年度个人理财产品投资及收益分配合同4篇
- 2025年度生物质能发电项目承包清工劳务合同模板4篇
- 二零二五年度玻璃工艺品设计与生产合作协议
- 二零二五年度转租协议甲乙丙三方权益保障合同
- 2025年度跨境电商股权退出撤资协议书
- 二零二五年度餐厅租赁合同附餐饮行业趋势研究合作
- 2025年春新沪科版物理八年级下册全册教学课件
- 2025届高考语文复习:散文的结构与行文思路 课件
- 电网调度基本知识课件
- 拉萨市2025届高三第一次联考(一模)语文试卷(含答案解析)
- 《保密法》培训课件
- 回收二手机免责协议书模板
- (正式版)JC∕T 60023-2024 石膏条板应用技术规程
- (权变)领导行为理论
- 2024届上海市浦东新区高三二模英语卷
- 2024年智慧工地相关知识考试试题及答案
- GB/T 8005.2-2011铝及铝合金术语第2部分:化学分析
评论
0/150
提交评论