



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、O.Sonobe1,Hashimoto1,K.Suzuki1,A. Sato1 Y.Ueno2 M.Okada31 钢材研究实验室。日本JFE钢铁公司2 Chassis产品化,丰田汽车公司,日本3 TAIYO公司,日本摘要:JFE钢铁工程控股公司,丰田发动机公司和太阳公司为薄壁高强度钢管研究出了一种新方法(PRB:通过压紧模推挤和压弯模回转使直径微缩的方法)。我们采用高强度电阻焊钢管的弯曲试验和有限元模拟来研究PRB的弯曲性能。在PRB方法中,通过沿周向施加压应力来使钢管弯曲,这就能够使小直径或者多重直径的高强度钢管和(或)薄壁钢管弯曲,而不使用传统旋转拉弯方法中必需的心轴或脱模钳。传统旋转式
2、拉弯方法中心轴和脱模钳需要很长的调整时间并且最终会磨损,这种新方法取消了心轴和脱模钳,能够高效的弯曲薄壁高强度钢管,并且它能弯曲不规则形状的钢管,如两端带有突沿的钢管。PRB的应用能生产出采用590MPa级电阻焊钢管的纵臂和采用780MPa级电阻焊钢管的下臂。、心轴、脱模钳、效率、传统弯曲、PRB。1.引言最近,在汽车结构零件制造领域减轻质量和增加强度越来越重要,能同时满足两个要求的一种方法是把电阻焊钢管用于封闭截面的汽车零件 12。当采用高强度钢管制造汽车零件,如副车架,下臂等时,钢管液压成形或其他成形之前通常需要弯曲操作,因此改善材料的可成型性和弯曲过程的生产效率是十分重要的3。JFE钢铁
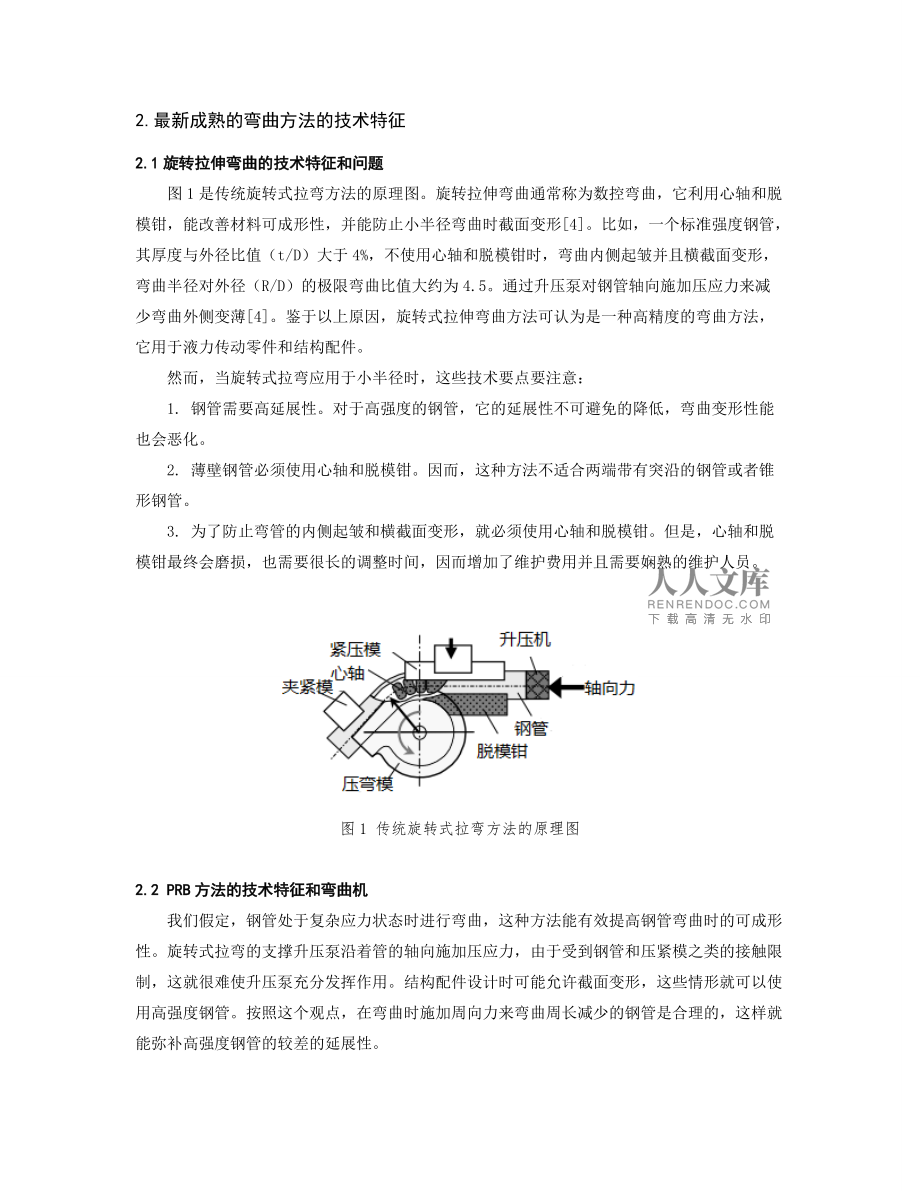
3、工程控股公司,丰田发动机公司和太阳公司为薄壁高强度钢管研究出了一种新方法。在PRB方法中,通过沿周向施加压应力来使钢管弯曲,这就能够使小直径或者多重直径的高强度钢管和(或)薄壁钢管弯曲,而不使用传统旋转拉弯方法必需的心轴或脱模钳。因为PRB机器不需要使用心轴或者是脱模钳,这就能够减少技巧性的维护工作,比如模具调整就需要很多培训。本论文指出了成熟的PRB方法的特征和应用。2.最新成熟的弯曲方法的技术特征2.1旋转拉伸弯曲的技术特征和问题图1是传统旋转式拉弯方法的原理图。旋转拉伸弯曲通常称为数控弯曲,它利用心轴和脱模钳,能改善材料可成形性,并能防止小半径弯曲时截面变形4。比如,一个标准强度钢管,其
4、厚度与外径比值(t/D)大于4%,不使用心轴和脱模钳时,弯曲内侧起皱并且横截面变形,弯曲半径对外径(R/D)的极限弯曲比值大约为4.5。通过升压泵对钢管轴向施加压应力来减少弯曲外侧变薄4。鉴于以上原因,旋转式拉伸弯曲方法可认为是一种高精度的弯曲方法,它用于液力传动零件和结构配件。然而,当旋转式拉弯应用于小半径时,这些技术要点要注意:1. 钢管需要高延展性。对于高强度的钢管,它的延展性不可避免的降低,弯曲变形性能也会恶化。2. 薄壁钢管必须使用心轴和脱模钳。因而,这种方法不适合两端带有突沿的钢管或者锥形钢管。3. 为了防止弯管的内侧起皱和横截面变形,就必须使用心轴和脱模钳。但是,心轴和脱模钳最终
5、会磨损,也需要很长的调整时间,因而增加了维护费用并且需要娴熟的维护人员。图1 传统旋转式拉弯方法的原理图2.2 PRB方法的技术特征和弯曲机我们假定,钢管处于复杂应力状态时进行弯曲,这种方法能有效提高钢管弯曲时的可成形性。旋转式拉弯的支撑升压泵沿着管的轴向施加压应力,由于受到钢管和压紧模之类的接触限制,这就很难使升压泵充分发挥作用。结构配件设计时可能允许截面变形,这些情形就可以使用高强度钢管。按照这个观点,在弯曲时施加周向力来弯曲周长减少的钢管是合理的,这样就能弥补高强度钢管的较差的延展性。图2是PRB机器的原理图。图3是PRB方法的原理图解。首先,在弯曲前通过压紧模对钢管施加一个压力,这个压
6、力等级不会使钢管压缩,如图3所示。压紧模沿着周向对管施加压力。接着,使钢管弯曲,弯曲部分的周长变小。随着弯曲角度的增大,周长减少量也增加,弯曲钢管的横截面形状变得扁平。10-20度的弯曲角度时,周长减少量达到饱和值3-7%,横截面压扁约10%。图2 PRB机器的原理图图3 PRB原理图解在PRB的情况下,有必要通过压紧模对钢管施加更大的压力。如图2所示,圆柱体A安装在通过弯曲模具的旋转轴线上,并且和弯曲前的钢管轴线垂直。我们采用一个压力控制系统来给压紧模最适宜的力。此外,圆柱体B沿着管的轴线方向。采用这些技术特征,薄壁管旋转式拉弯中的心轴和脱模钳可以取消。如图1所示,在旋转式拉弯中,垂直于管轴
7、线方向的紧压模的支撑位置固定于弯曲的背侧,这样能够有效地提供弯曲反作用力。考虑到这点,可以想到旋转式拉弯在弯曲过程中不会有意变细钢管。2.3 PRB的变形特性为了研究PRB的变形特性,我们用一些实验检验和有限元模拟。钢管的材料属性和有限元模拟情况分别见于表1和表2。该实验中采用780MPa级和490MPa级的电阻焊钢管。图4表示弯曲的钢管周向和纵向的坐标系。图5展示了PRB弯曲和不带心轴和脱模钳的旋转式拉弯方法下,780MPa级电阻焊钢管的弯曲外形对比。图6显示出PRB弯曲和带有心轴及脱模钳的旋转式拉弯的弯管的厚度分布。在旋转式拉弯情形中,如果没有心轴和脱模钳,弯曲过程中内侧出现褶皱,带有心轴
8、和脱模钳时,外部外侧变薄。采用PRB方法,不使用心轴和脱模钳,褶皱和变薄都不会发生。我们认为变形的原因是成形方法的使用过程中,弯管的周长同时减少。表1 试验中电阻焊钢管的机械特性和有限元模拟钢管规格YS(MPa)TS(MPa)EL(%)R值70.0mm×2.6mm(780MPa级)757803170.8063.5mm×3.2mm(490MPa级432512320.79表2 试验和有限元模拟条件弯曲角90°弯曲半径2.0D有限元求解器LS_Dyna3D(Ver.970)元素类型壳单元有限元分析摩擦系数0.15图4 弯管纵向和周向的坐标系图5 (780MPa级的电阻焊
9、钢管)PRB弯曲和不带心轴及脱模钳的旋转式拉弯的外观对比图6实验和有限元模拟的弯管厚度分布对比(780MPa级的电阻焊钢管)图6中叠加有有限元模拟的结果。因为有限元模拟的结果和实验结果吻合良好,可以用有限元模拟的方法有效检验变形机理。图7阐述了490MPa级电阻焊钢管进行旋转式拉弯和沿图4中 = 67.5的周向PRB弯曲,其周向应力分布的有限元模拟结果。PRB弯曲中的周向应力小于旋转式拉弯方法,钢管从弯曲外侧到弯曲内侧沿着周向被压扁。据推测这是由于压紧模使管周长减少而产生的影响。另一方面,PRB弯曲和采用心轴及脱模钳的旋转式拉弯周向应力差不多,要比不带心轴和脱模钳的旋转式拉弯弯曲一侧的应力大。
10、图7 (有限元模拟结果:490MPa级电阻焊钢管) = 67.5时沿着周向的应力分布有限元模拟弯曲过程中的应力轨迹在弯曲内侧 = 67.5的同一水平位置。图8中显示了490MPa级电阻焊钢有限元模拟的应力轨迹结果和屈服点轨迹。当达到屈服曲线时,PEB弯曲中的应力状态类似于带有心轴及脱模钳的旋转式拉弯中的应力状态。相反,不带心轴及脱模钳的旋转式拉弯,周向抗压应力大于其他两种情形。因此,在PRB中,管材有沿着周向流动的趋势,这是因为在弯曲一侧要释放周向压应力。即便在PRB中没有使用心轴和脱模钳也能防止褶皱。图9 是PRB弯曲和带有心轴及脱模钳的旋转式拉弯中,横截面压扁率量值的比较。PRB中最大的压
11、扁率达到了10%,带有心轴和脱模钳的旋转式拉弯约为2%。因为PRB方法不带有心轴和脱模钳,通过减少3%-7%的钢管来防止弯曲内侧的褶皱,这就很难防止横截面的压扁。因此,PRB的弯曲特性适合于结构配件的弯曲,这些不需要横截面圆度,也适合于液力成形前预弯曲和其他横截面要重塑的处理过程。图8 (有限元模拟结果:490MPa级电阻焊钢管) = 67.5时弯曲内侧的应力轨迹图9 带有心轴及脱模钳的旋转式拉弯与PRB的压扁比较2.4 新钢管弯曲技术的发展PRB应用于实际结构配件的发展,结果如下:一次弯曲操作能实现多重半径弯曲包括直线部分,这是因为垂直于钢管轴线的压紧模位置并不固定。通过增加钢管输送和在轴向
12、和绕轴向方向分别增加旋转系统,可以实现准三维的弯曲。由于取消了心轴和脱模钳,两端带有突沿的钢管的弯曲和椎管的弯曲都是可能的。有意缩减钢管,可能使横截面压扁,或者是控制钢管弯曲部分周长,在某些情形有利于取消冲压成型过程。因为没有心轴和脱模钳,也就不需要消耗时间在替换和技巧性维护上,这就使周期缩短,成本下降。3.采用PRB的悬架臂制造一直认为把钢管应用于悬架臂很难,因为这些零件是薄壁的,需要复杂弯曲并且纵向的横截面形状在渐变6。但是,为了得到轻质量,高硬度和高强度,就值得应用高强度钢管。3.1采用590MP高强度钢管的后纵臂纵臂的制造需要复杂的弯曲,可以采用准三维的PRB技术。图10是一个采用59
13、0MPa级高强度钢管的纵臂成品外观。3.2采用780MPa高强度钢管的前下臂采用PRB制成了一个780MPa高强度钢管的前下臂。图11是前下臂的外观。表3是成熟零件的效果。如表3所示,成熟的下臂有很多值得注意的优点,特别是减少生产步骤。图10 采用PRB和590MPa级电阻焊钢管的成熟纵臂的照片图11采用PRB和780MPa级电阻焊钢管的成熟前下臂的照片表3 成熟零件的效果(前下臂:780MPa钢管)项目压制零件(钢板)弯曲和液力成形零件(电阻焊钢管)优势生产处理总数(成型和焊接)100%28%72%装配零件数100%71%29%每个零件重100%82%18%每个零件成本100%74%26%4
14、 .结论研究一种称为PRB的新钢管弯曲技术,采用封闭的截面结构是为了实现生产轻质量和高刚度的汽车零件。在这种方法中,钢管弯曲时缩减。此外,还开发了多重半径和准三维的PRB技术,590MPa和780MPa级高强度钢管成功用于复杂形状的汽车悬架臂。PRB能够高效的弯曲薄壁高强度钢管,也可以弯曲不规则形状的钢管,比如两端带有突沿的钢管和锥形管。PRB在很多情形能替代传统的旋转式拉弯方法,并且在构配件制造技术领域提高生产效率和降低成本上很有优势,该领域允许横截面变形或是后续的液力成形或其他成形方法要对零件重塑。参考文献1 Kim, S., Kim, Y.: 解析研究管材液压成形技术材料加工, 2002,128, 232-239.2 Fuchizawa, S.: 近年来管件液压成形技术在日本的发展, Tube Hydrofom-ing Technology Proceedings of TUBEHYDRO2007, 2007, 1-10.3 Gao, L., Strano, M.: 有限元分析pre-bending和液压管材料加工技术,2004, 151, 294-297.4 Yang, H.L., Zhan,
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2026学年湖南省衡阳市一年级语文期末自我评估快速提分卷(附答案)详细答案和解析
- 2026学年广西壮族自治区百色市六年级语文期末点睛提升重点试题(附答案)详细答案和解析
- 4.4 电磁波家族教学设计高中物理上海科教版选修2-1-沪教版2007
- 2025-2026学年一年级有趣数学教学设计
- 2025-2026学年缩写故事教学设计万能
- 29.少儿小主持三级 第六单元第6课 教学设计
- 2025-2026学年陶艺荔枝教学目标设计
- 2025-2026学年心理健康课件及教学设计
- 医疗安全不良事件报告管理实施方案(2024版)-2
- 2026护士长个人思想工作总结报告(3篇)
- 泌尿外科规培病例讨论
- 企业实习安全管理制度
- DB23∕T 2334-2019 装配式混凝土渠道应用技术规范
- 医药CSO公司业务流程管理制度
- 公交公司租车管理制度
- DB13-T 6055-2025 生态环境监测机构实验室信息管理系统质量控制与溯源管理技术规范
- DB46-T198-2010-白木香栽培技术规程-海南省
- 船舶结构与货运课件
- 新材料企业重点技术改造-压电陶瓷系列产品建设项目可行性研究报告
- QGDW11008-2013低压计量箱技术规范
- 2024湘教版七年级下册地理 第7~9章+期中+期末素养评价测试卷(共5套含答案)
评论
0/150
提交评论