



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、小 儿 感 冒 颗粒工艺验证方案VA/J 0 /00起 草 人 :日期:年月日会 签 人 :固体制剂车间:日期:年月日生 产 部 :日期:年月日质量管理部:日期:年月日批 准 人 :日期:年月日小儿感冒 颗粒工艺验证方案(前处理)1. 适用范围本方案适用于公司中药提取车间小儿感冒颗粒(前处理)的工艺验证2. 责任: 中药提取车间:负责工艺验证方案本车间验证的组织实施。 生产部:负责工艺验证方案起草。质量管理部QA人员:负责协助验证方案的组织实施。质量管理部QC人员:负责按计划完成工艺验证方案中相关检验任务;确保检验 结论正确可靠。QA验证管理员:负责验证工作的管理,协助工艺验证方案的起草,组织
2、协调验 证工作,并总结验证结果,起草验证报告。 质量管理部经理:负责工艺验证方案及报告的审核。 生产技术总监:负责工艺验证方案及报告的批准。验证小组:组长:XXXX 副组长:XXXX 成员: XXXXXXXX3. 概述小儿感冒颗粒是我公司已生产多年的产品, 在多年的生产过程中, 此产品生 产工艺系统是稳定可靠的。 公司现有的厂房都已经验证合格。 工艺用水已检验合 格,主要生产设备,样品取样及检验方法,设备清洁方法均已经进行验证合格。 在人员培训合格并已经取得上岗证的基础上,辅以工序生产及检验结果依据。4. 验证目的本产品工艺验证方案的目的: 为评价小儿感冒颗粒产品生产系统要素和 生产过程中可能
3、影响产品质量的各种生产工艺因素提供系统的验证计划。 以保 证实现在正常的生产条件下, 按照现生产工艺能够生产出符合质量标准的小儿 感冒颗粒,并确认生产过程的稳定性及生产系统的可靠性。 在试生产的同时对小儿感冒颗粒 (前处理) 的生产工艺进行验证。 进行生产工 艺验证的产品批次为连续生产三批。5.验证内容5. 1工艺处方:广藿香75g 菊花75g 连 翘75g 大青叶125g 板蓝根75g地黄75g地骨皮75g白薇75g 薄荷50g 石膏125g5. 2小儿感冒颗粒(前处理)生产工艺过程包括:中药材配料,粉碎等操作步骤。详见小儿感冒颗粒工艺规程(前处理)5. 3相关生产,质量管理文件:小儿感冒颗
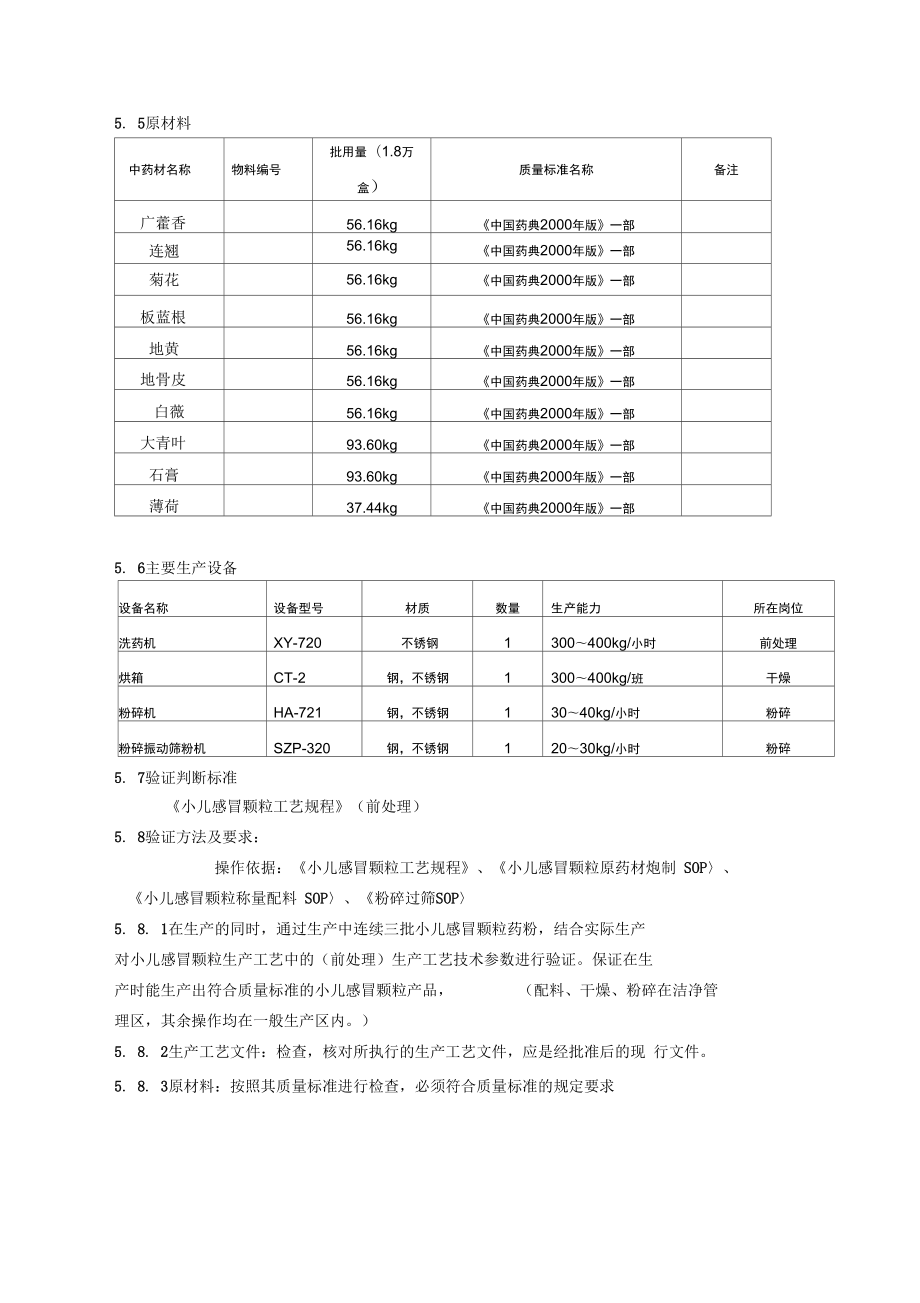
4、粒工艺规程(前处理分)小儿感冒颗粒质量标准小儿感冒颗粒批生产指令及各工序批生产记录验证管理规程5.4工艺流程工艺流程图基本符号序号符号符号含义1表示物料2表示工序或对物料加工3表示物料的流向4|>>3>>33表示洁净管理区净制净制洁净,无杂质1f1:切制:; -C -E L % L R< < < < < it >55“打碎宀 !:虽 t Y9- b 351F1rV干燥H, <杯;:粗q.Lc < < 碎:;LR.R70C 80C100目,微生物检查合格入库入库5. 5原材料中药材名称物料编号批用量(1.8万盒)质量标
5、准名称备注广藿香56.16kg中国药典2000年版一部连翘56.16kg中国药典2000年版一部菊花56.16kg中国药典2000年版一部板蓝根56.16kg中国药典2000年版一部地黄56.16kg中国药典2000年版一部地骨皮56.16kg中国药典2000年版一部白薇56.16kg中国药典2000年版一部大青叶93.60kg中国药典2000年版一部石膏93.60kg中国药典2000年版一部薄荷37.44kg中国药典2000年版一部5. 6主要生产设备设备名称设备型号材质数量生产能力所在岗位洗药机XY-720不锈钢1300400kg/小时前处理烘箱CT-2钢,不锈钢1300400kg/班干燥
6、粉碎机HA-721钢,不锈钢13040kg/小时粉碎粉碎振动筛粉机SZP-320钢,不锈钢12030kg/小时粉碎5. 7验证判断标准小儿感冒颗粒工艺规程(前处理)5. 8验证方法及要求:操作依据:小儿感冒颗粒工艺规程、小儿感冒颗粒原药材炮制 SOP、小儿感冒颗粒称量配料 SOP、粉碎过筛SOP5. 8. 1在生产的同时,通过生产中连续三批小儿感冒颗粒药粉,结合实际生产 对小儿感冒颗粒生产工艺中的(前处理)生产工艺技术参数进行验证。保证在生 产时能生产出符合质量标准的小儿感冒颗粒产品,(配料、干燥、粉碎在洁净管理区,其余操作均在一般生产区内。)5. 8. 2生产工艺文件:检查,核对所执行的生产
7、工艺文件,应是经批准后的现 行文件。5. 8. 3原材料:按照其质量标准进行检查,必须符合质量标准的规定要求5. 8. 4在生产操作前检查:检查设备。物料、操作间环境、容器具、工用具、 文件、人员的着装及卫生等,都必须符合规定要求。5. 8. 5生产工艺验证内容。5. 8. 5. 1单元项目:干燥。(1) 评价方法工艺条件:检查、复核中药材品名、数量、批号。烘箱温度,干燥时间, 装量。取样及检查:药材烘制完后,在烘车的上、中、下烘盘内取样,进行外观 性状和水分的检查。(2) 标准:确认品名、数量、烘箱温度、干燥时间、装量等符合规定要求。(3) 执行文件:小儿感冒颗粒原药材炮制 SOP(4) 可
8、接受标准:参照岗位操作 SOP中规定要求。CT-2烘箱示意图5. 8. 5. 2单元项目,配料(1) 评价方法:检查,校对磅称、检查、复核中药材品名、数量、批号。(2) 标准:确认磅称经过校验,且在有效期内(有检定合格证) ,配料过程必 须双人进行复核。(3) 执行文件:小儿感冒颗粒称量配料 SOP(4) 可接受标准:参照岗位操作 SOP规定要求。5. 8. 5. 3单元项目:粉碎(1) 评价方法工艺条件:粉碎时速度、筛网目数、药粉的性状、细度。取样及检测:在物料粉碎前、中、后期分别取样进行性状、细度检查。(1) 标准:确认粉碎时速度、筛网目数在规定的要求范围内,检查药粉性状、 细度符合质量标
9、准的要求。(2) 执行文件:中药材粉碎SOP(3) 可接受标准:参照岗位操作 SOP中的规定要求。HA-721粉碎机(附锤片、筛网)示意图5. 9质量保证5. 9. 1文件完整(1) 评价方法:审核生产过程中 QA检查结果,记录,并应成正确文件。(2) 标准:全部QA文件都应完整、正确。5. 9. 2检验方法(1) 评价方法:审核所有检验过程是按照规定的方法进行。(2) 标准:所有检验方法都必须与检验规程相一致。5. 9. 3检验结果(1) 评价方法:审核所有检验过程中的检验结果在规定的标准范围内。(2) 标准:所有检验结果都必须符合质量标准的规定要求。5. 10主要参数5. 10. 1所有中
10、药材必须通过其测试标准规定的所有项目。5. 10. 2药粉测试应符合其规定的质量标准。性状:板蓝根药粉石膏粉细度:100目。微生物限度:细菌总数:W 8000个/g,霉菌总数:W 80个/g,大肠杆菌:不得 检出。贮存期:1个月。6.再验证根据小儿感冒颗粒药粉产品的特性,规定每二年对生产设备、环境、原材料,生产工艺等方面进行一次再验证7. 验证记录 粉碎记录。小儿感冒颗粒粉碎验证记录(表一)品名批号操作项目药粉取样点1 (前期)2仲期)3 (后期)性状细度可接受标准细度> 100 目性状本品为浅棕色后或棕色细粉微生物细菌总数:W 8000个/g,霉菌总数:W 80个/g,大肠杆菌不:得检
11、出。结论QA人员时间年月日检验人时间年月日复核人时间年月日小 儿 感 冒 颗粒工艺验证方案(提取)1 适用范围 本方案适用于公司中药提取车间小儿感冒颗粒(提取)的工艺验证。2 责任: 中药提取车间:负责工艺验证方案本车间验证的组织实施。 生产部:负责工艺验证方案起草。质量管理部QA人员:负责协助验证方案的组织实施。质量管理部QC人员:负责按计划完成工艺验证方案中相关检验任务;确保检验 结论正确可靠。QA验证管理员:负责验证工作的管理,协助工艺验证方案的起草,组织协调验 证工作,并总结验证结果,起草验证报告。质量管理部经理:负责工艺验证方案及报告的审核。 生产技术总监:负责工艺验证方案及报告的批
12、准。验证小组:组长:XXXX副组长:XXXX成员: XXXXXXXX3 概述小儿感冒颗粒是我公司已生产多年的产品, 在多年的生产过程中, 此产品生产 工艺系统是稳定可靠的。 公司现有的厂房都已经验证合格。 工艺用水已检验合格, 主要生产设备, 样品取样及检验方法, 设备清洁方法均已经进行验证合格。 在人 员培训合格并已经取得上岗证的基础上,辅以工序生产及检验结果依据。4 验证目的本产品工艺验证方案的目的: 为评价小儿感冒颗粒产品生产系统要素和 生产过程中可能影响产品质量的各种生产工艺因素提供系统的验证计划。 以保 证实现在正常的生产条件下, 按照现生产工艺能够生产出符合质量标准的小儿 感冒颗粒
13、,并确认生产过程的稳定性及生产系统的可靠性。 在试生产的同时对小儿感冒颗粒 (提取)的生产工艺进行验证。 进行生产工艺 验证的产品批次为连续生产三批。5 验证内容5. 1工艺处方: 广藿香75g 菊花75g 连 翘75g 大青叶125g 板蓝 根75g地黄75g地骨皮75g白薇75g 薄荷50g 石膏125g5. 2小儿感冒颗粒(提取部分)生产工艺过程包括:中药材配料,提取,浓缩,收膏等操作步骤。详见小儿感冒颗粒工艺规程(提取部分)5. 3相关生产,质量管理文件:小儿感冒颗粒工艺规程(提取部分)小儿感冒颗粒质量标准小儿感冒颗 粒批生产指令及各工序批生产记录 验证管理规程5. 4工艺流程工艺流程
14、图基本符号序号符号符号含义1表示物料2表示工序或对物料加工3表示物料的流向4|>>3>>33表示洁净管理区5. 5原材料中药材名称物料编号批用量(1.8万盒)质量标准名称备注广藿香56.16kg中国药典2000年版一部连翘56.16kg中国药典2000年版一部菊花56.16kg中国药典2000年版一部板蓝根56.16kg中国药典2000年版一部地黄56.16kg中国药典2000年版一部地骨皮56.16kg中国药典2000年版一部白薇56.16kg中国药典2000年版一部大青叶93.60kg中国药典2000年版一部石膏93.60kg中国药典2000年版一部薄荷37.44k
15、g中国药典2000年版一部5. 6主要生产设备设备名称设备型号材质数量生产能力所在岗位多功能提取罐容积3M3钢,不锈钢1250-350kg/ 次提取水提液贮罐容积5M3不锈钢14M3-4.5 M 3提取三效浓缩器DNWX3 1000钢,不锈钢11000L/h浓缩洁净移动取样车LJS-1100 型钢,不锈钢1浓缩收膏5. 7验证判断标准:小儿感冒颗粒工艺规程(提取部分)5. 8验证方法及要求操作依据:小儿感冒颗粒工艺规程,小儿感冒颗粒中药材配料 SOP小儿感 冒颗粒提取SOP小儿感冒颗粒浓缩SOP小儿感冒颗粒收膏SOP小儿感 冒颗粒粉碎SOP5. 8. 1在生产的同时,通过生产中连续三批小儿感冒
16、颗粒,结合实际生产时对 小儿感冒颗粒生产工艺中的(提取)生产工艺技术参数进行验证。保证在生产时 能生产出符合质量标准的小儿感冒颗粒。(除收膏在洁净取样车内进行外,其他 都在一般生产区内进行)。5. 8. 2洁净取样车要求5. 8. 3生产工艺文件检查,核对所执行的生产工艺文件,应是经批准后的现行文件。5. 8. 4原材料,按照其质量标准进行检查,必须符合质量标准的规定要求。5. 8. 5在生产过程操作前检查:检查设备、物料、操作间环境、容器具 工用具、 文件、人员的着装及卫生等,都必须符合规定要求。5. 8. 6生产工艺验证内容5. 8. 6. 1单元项目:配料(1) 评价方法:检查、校对磅称
17、、复核中药材品名、批号。(2) 标准:确认磅称经过校验且在有效期内(有检定合格证);配料过程必须 双人进行复核。(3) 执行文件:小儿感冒颗粒称量配料 SOP(4) 可接受标准:参照岗位操作 SOP中规定要求。5. 8. 6. 2单元项目:提取。(2) 评价方法工艺条件:投料中药材的品名、批号、数量,加入饮用水的数量,浸泡时间,保持微沸时间与温度;三次药液过滤后合并计量。取样及检测:药液在过滤后取样,进行澄明度检查。(3) 标准:确认投料数量,加入饮用水的数量,浸泡时间,保持微沸时间与温 度,药液的数量等符合规定要求(4) 执行文件:小儿感冒颗粒提取SOP(5) 可接受标准:参照岗位操作 SO
18、P附表中规定要求。多功能提取罐示意图5. 8. 6. 3单元项目:浓缩、收膏(1) 工艺条件:浓缩时的温度、真空度、收膏后清膏的外观颜色、相对密度、 微生物限度和溶化性,检查。取样及检测:在清膏过滤后取样,进行外观颜色、相对密度、微生物限度 和溶化性。(2) 标准:确认浓缩的温度、真空度在规定的要求范围内、检查清膏必须符合 质量标准的规定要求。(3) 执行文件:小儿感冒颗粒浓缩SOP 小儿感冒颗粒收膏SOP(4) 可接受标准:参照岗位操作 SOP附表中规定要求以及小儿感冒颗粒质 量标准的规定要求。5. 9质量保证5. 9. 1文件完整(2) 评价方法:审核生产过程中 QA检查结果,记录,并应成
19、正确文件。(3) 标准:全部QA文件都应完整正确。5、9、2检验方法:(1) 评价方法:审核所有检验过程按照规定的方法进行。(2) 标准:所有检验方法都必须与检验规程相一致。5. 9. 3检验结果(1) 评价方法:审核所有检验过程中的检验结果是在规定的标准范围内。(2) 标准:所有检验结果都必须符合质量标准的规定要求。5. 10主要参数5. 10. 1中药材必须通过其测试标准规定的所有项目5. 10. 2小儿感冒颗粒浸膏测试应符合其规定的质量标准。【相对密度】1.30-1.35 ( 50C), 1.28 1.33 ( 80C)【溶化性】应全部溶化,不得有焦屑等异物。【水分】W 3.0%【微生物
20、限度】细菌总数:W 800个/g,霉菌总数:W 80个/g,大肠杆菌:不 得检出。【贮存期】一个月5. 11验证进度安排;5. 11. 1验证批次:本验证试验必须连续进行生产三批产品5. 11. 2生产时间安排:项目负责人进度要求备注配料提取浓缩收膏5. 12验证结果评定与结论5. 12. 1操作过程严格按照工艺规程和标准操作程序进行,对照验证标准,小 儿感冒颗粒浸膏的(提取)工艺中的工艺技术参数符合生产工艺要求。 小儿感冒 颗粒浸膏符合质量标准要求。5. 12. 2质量管理部负责收集验证试验结果记录,根据验证试验结果起草验证 报告,报验证领导小组。5. 12. 3验证领导小组负责对验证结果进
21、行评审,做出验证结论,确认再验证 周期。6再验证根据小儿感冒颗粒产品的特性,规定每二年对生产设备、环境、中药材、生产工艺等方面进行一次再验证。7.'验证记录提取记录、浓缩收膏记录。小儿感冒颗粒工艺验证记录(提取)提取验证记录(表一)、生产批号 项目 f生产时间年 月日年 月日操作控制项目可接受批投料量393.12kg单罐投料量kg单罐加水量m3浸泡时间:30min保沸时间1.5h第一次保沸补加水量m3保沸温度95C100C提取次数3次。批投料量单罐投料量浸泡时间二提取罐号加水量第保沸时间次补加水量保沸温度第加水量二保沸时间次保沸温度第加水量三保沸时间次保沸温度结论QA人员时间年月日检验
22、人复核人时间年月时间年月一日日小儿感冒颗粒工艺验证记录(提取)浓缩收膏验证记录(表二)生产批项目 生产时间操作控制项真空度温度真空度温度真空度温度目可接受标准> 0.02Mpa< 85C> 0.02Mpaw 85C> 0.02Mpaw 85C操作结果(一效) 真空度(一效)(一效) 真空度(一效)(效)真空度(一效)温度温度温度浓缩时间浓缩时间浓缩时间相对密度相对密度相对密度溶化性溶化性溶化性微生物限度微生物限度微生物限度检验测试项 目以及可接 受标准相对密度1.28-1.33 (80 C)溶化性应全部溶化,不得有焦屑等异物。微生物限度细菌总数w 800个/g霉菌总数w
23、 80个/g大肠杆菌:不得检结论出QA人员时间年月日检验人时间年月日复核人时间年月日小儿感 冒颗粒工艺验证方案(制剂)1适用范围本方案适用于公司固体制制车间小儿感冒颗粒产品 (制剂)生产工艺中的工 艺技术参数的验证。2责任固体制剂车间:负责工艺验证方案本车间验证的组织实施。 生产部:负责协助工艺验证方案的起草。质量管理部QA人员:负责协助验证方案的组织实施质量管理部 QC 人员:负责按计划完成工艺验证方案中相关检验任务, 确保检验 结论正确可靠。QA 验证管理员:负责验证工作的管理,协助工艺验证方案的起草,组织协调工 作,并总结验证结果,起草验证报告。质量管理部经理:负责工艺验证方案及报告的审
24、核。 生产技术总监:负责工艺验证方案及报告的批准。验证小组:组长:XXXX副组长:XXXX成员: X XXXXXXX3概述31固体制剂车间是在已通过 CMP 认证厂房的基础上改建完毕的, 因车间的厂 房设施,HVAC系统、纯化水系统已经验证合格;主要的生产设备,样品取样及 验证方法均已验证合格; 人员已培训合格并取得上岗证; 故结合生产实践拟在试 生产的同时进行工艺验证, 以确保规定的条件下该生产工艺能始终如一的生产出 质量可靠的小儿感冒颗粒(现有两种规格:6g/袋和12g/袋)。在试生产的同时选择对小儿感冒颗粒(12g/袋)生产工艺进行三个批次的验证。3. 2小儿感冒颗粒(12g/袋)生产工
25、艺介绍小儿感冒颗粒(12g/袋)生产过程包括:配料、制粒、干燥、整粒、总混、 内包装、外包装等,操作过程详见小儿感冒颗粒(12g/袋)工艺规程。3. 2. 1 规格:12g/袋3. 2. 2批投料量:清膏、蔗糖粉、糊精(清膏:蔗糖粉:糊精 =1: 2: 1)、石 膏粉、板蓝根粉3. 2. 3主要原辅料,包装材料规格及供应厂商详见小儿感冒颗粒工艺规程 及供户档案。3. 2. 4主要设备一览表设备名称型号材质数量生产能力所在岗位高效湿法混合颗粒剂SHK220A钢、不锈钢160-100kg/ 次制粒沸腾制粒干燥机FL-120钢、不锈钢1420L, 160kg干燥咼效整粒机KZL-180钢、不锈钢15
26、0-1000kg/ 小时总混多向运动混合机HD-600不锈钢1600L, 300kg总混颗粒筛分机XZS-500不锈钢1100-350kg/ 小时制粒颗粒包装机DXD800不锈钢260袋/分钟内包多功能薄膜封口机DBF-900不锈钢120袋/分钟外包喷墨打码机STMEGA不锈钢150/分钟外包3. 2. 5工艺流程图(见下一页):工艺流程图基本符号序号符号符号含义1表示物料2表示工序或对物料加工3表示物料的流向430万级洁净区适量加入 50%乙醇搅 拌均匀,制软材外包装1F入库3040 分钟,70 80 C10目筛粒度、溶化性、水分、鉴别、 微生物限度装量差异、外观封口、批号、文字外观、批号、
27、数量、文字4验证目的为保证小儿感冒颗粒(制剂)的生产工艺,能够稳定地生产出符合质量标准 而且安全有效的小儿感冒颗粒产品。 确认小儿感冒颗粒生产工艺中的(制剂)生 产过程的运行性能(稳定性、可靠性、安全性等)符合工艺规定要求。确认小儿 感冒颗粒产品质量能够符合质量标准。5.验证内容5. 1颗粒制造5. 1. 1执行文件:5. 1. 1.1小儿感冒颗粒配料生产记录、小儿感冒颗粒颗制粒生产记录、 小儿感冒颗粒干燥生产记录、小儿感冒颗粒整粒,总混 SOP、生产过程现 场监控管理规程5. 1. 1. 2物料取样SOP、小儿感冒颗粒检验操作规程5. 1. 1. 3高效湿法混合颗粒机维护保养、使用 SOP、
28、高效湿法混合颗粒机 清洁SOP沸腾制粒干燥机维护保养、使用 SOP、沸腾制粒干燥机清洁SOP5. 1. 2工艺条件:5. 1. 2. 1同一批小儿感冒颗粒根据重量分为 3个亚批制粒。5. 1. 2. 2三亚批原辅料分别制粒,将第一亚批物料投入湿法混合颗粒机内, 启动混合U档,预混合12分钟,将浸膏加入湿法混合制粒机中,启动混合I 档及切碎I档10秒钟后启动混合、切碎U档,搅拌制粒12分钟,出料到料槽 中,第二亚批、第三亚批制粒按上述方法进行。由QC人员检验员在料槽四周四个等距离点上和中心三个位置分别用取样器取 样,每点取5g左右,分别检查颗粒性状。SHK220A型湿法混合颗粒机示意图5. 1.
29、 2. 3将制好的湿颗粒加入沸腾干燥制粒机中,设定物料温度 7080C, 干燥4060分钟,分别在40分钟、60分钟时,由QC人员在沸腾干燥制粒机的 取样孔分别取样3g,混合后称取5g,用水分快速测定仪测定水分是否符合要求,并检查物理外观是否符合要求。FL-120型沸腾制粒干燥机示意图XZS-500颗粒筛分机示意图5. 1. 3接受标准:项目标准性状浅棕的颗粒,味甜、微苦。颗粒均匀,色泽一致。颗粒干燥后水分< 3.0%5. 1. 3. 1检验方法水分:按快速水分测定法测定。5. 1. 4制粒验证记录见表5. 2整粒、总混 5. 2. 1执行相关文件5. 2. 1. 1小儿感冒颗粒整粒,总
30、混 SOP小儿感冒颗粒总混生产记录 生 产过程现场监控管理程序 5. 2. 1. 2多向运动混合机维护保养、使用 SOP多向运动混合机清洁 SOP5. 2. 1. 3物料取样SOP小儿感冒颗粒中间产品检验操作规程5. 2. 2工艺条件5. 2. 2. 1进行整粒操作,分别作好颗粒以及头子,细粉的收集,头子用颗粒 机整粒后再筛粒。5. 2. 2. 2头子,细粉以及过筛后的颗粒用洁净容器盛装好后附上标志。5. 2. 2. 3将颗粒加入混合机中,混合1015分钟,然后用洁净容器盛装好后 附上标签。5. 2. 2. 4由QC人员检验人员用取样器在图示位置取 5个样每点约取5g,分别 对5个样进行大青叶
31、的鉴别。并由 QC人员在收料袋中取样10g对外观、水分进 行检查。A、多向运动混合机设备简图B多向运动混合机内取样点示意图俯视图(中切面)侧视图注:1、3为物料上下面的点,4、5为物料中部平面的边缘点,2为物料的 中心点。5. 2. 3接受标准:项目标准粒度< 6.0%水分< 3.0% (烘干法)鉴别显正反应。性状本品为浅棕色的颗粒,味甜、微苦。干燥、粒径均匀,色泽一溶化性致。应全部溶化,不得有焦屑等异物。5. 2. 3. 1贮存期:7日。5. 2. 4检验方法5. 2. 4. 1粒度:小儿感冒颗粒中间产品检验规程项下粒度检验方法检验。5. 2. 4. 2水分:按烘干法测定。5.
32、2. 4. 3鉴别:按小儿感冒颗粒质量标准项下的鉴别方法进行鉴别。5. 2. 4. 4溶化性:小儿感冒颗粒中间产品检验规程项下溶化性检验方法检验。5. 3内包装 5. 3. 1执行文件5. 3. 1.1小儿感冒颗粒内包装SOP,小儿感冒颗粒内包装生产记录5. 3. 1. 2颗粒包装机使用维护、保养 SOP、颗粒包装机清洁SOP5. 3. 2验证内容5. 3. 2. 1在下列正常运行条件下,QA人员在调机结束后取样、且每班次生产 前期、中期、后期分别取样,进行外观、装量差异和密封性测试。5. 3. 2. 2冲切次数5580次/分。5. 3. 2. 3纵封温度:(180土 10)C,横封温度:(185± 10)C5. 3. 3接受标准:项目标准外观质量热封良好,无皱袋、歪斜及夹料等。装量差异应为标示量的土 4.5%。真空度80± 13Kpa条件下,保持30秒钟无液体渗入泡罩。5. 3. 4检验方法5. 3. 4. 1装量差异:5. 3. 4. 2密封性试验:按质量标准规定的方法检查密封性试验。5. 3. 4. 3内包装验证记录见表三DXD800颗粒包装机示意图5. 4外包装5. 4. 1执行文件小儿感冒颗粒外包装 SOP喷码机维护保养、使用SOP5. 4.
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 【正版授权】 IEC 60335-2-34:2024 EXV EN Household and similar electrical appliances - Safety - Part 2-34: Particular requirements for motor-compressors
- 【正版授权】 IEC 60270:2000 FR-D High-voltage test techniques - Partial discharge measurements
- 【正版授权】 IEC 60269-2-1:1998+AMD1:1999+AMD2:2002 CSV FR-D Low-voltage fuses - Part 2-1: Supplementary requirements for fuses for use by authorized persons fuses mainly for industrial
- 【正版授权】 IEC 60041:1991 EN-D Field acceptance tests to determine the hydraulic performance of hydraulic turbines,storage pumps and pump-turbines
- 2025年个人工作方案
- 老师2025年度工作方案
- 2025年五四青年节系列活动主题方案
- 202x工作汇报总结报告模板
- 酒店摄像头知识培训课件
- 2025年工作的实施方案
- 第19课《十里长街送总理》 统编版语文(五四学制)六年级上册
- DL-T5706-2014火力发电工程施工组织设计导则
- GA 1800.5-2021电力系统治安反恐防范要求第5部分:太阳能发电企业
- 变更税务登记表doc-变更税务登记表
- 隧道保通安全专项方案
- 校园车辆出入证办理
- 糖尿病护理新进展
- 5-4地铁盾构施工技术试题
- 统编版《道德与法治》四年级下册第5课《合理消费》精品课件
- 钢板桩项目可行性分析报告范文参考
- 光学薄膜软件thin film center essential macleod v97教程及pr培训
评论
0/150
提交评论