


下载本文档
版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1、4102 发动机拆解、组装工艺一、安全注意事项:1、修理人员进行维修前, 应阅读机器标牌或 4102 柴油发动机说明书所规定的一切预防、注意措施。2、进行任何操作时,应穿戴好劳保用品:安全鞋、安全帽、工作服(着装不过于宽松或掉纽扣) ;用锤子敲打零件或用砂轮打磨零件时必须戴护目镜。3、若需要焊接修理,必须由经过培训的熟练焊工进行焊接。焊接时应戴是焊接用手套,戴墨镜面罩、工作帽和其它适合焊接的衣服。4、当由两个或更多的工人进行操作步骤。开始任何一步骤之前,都要通知您的伙伴。5、维护好所有工具,并学会正确使用工具。6、在修理车间应规定一个适合保管工具和被拆零件的地方。工具和零件必须放在正确的地方。
2、 要保持工作场所清洁, 并确定地面上无灰尘或油,只能在规定的吸烟地点吸烟。严禁工作时吸烟。二、准备工作:1、拆装发动机前,应把发动机摆放在坚实的水平地面上,并用楔块固定发动机,防止发动机移动。2、开始工作前应将吊装工具准备:2.5 吨叉车一台、 12 毫米钢丝绳1 根、 1 吨卸克 2 只。此外,应保证将所有操纵杆锁住并在上面挂上警告标志。3、分解开始工作前要冲洗发动机表面油污、放尽发动机内机油、清洗发动机修理场地。4、准备放废机油的桶和摆放零配件的铁盆。5、开始拆装前工具准备,扳手口宽度( mm): 10、12、13、 14、16、17、18、19、21、22、24,套筒口内径( mm):1
3、0、12、13、14、16、17、18、19、21、22、24,曲轴螺母专用套筒,公斤扳手,机油滤芯扳手、柴油滤芯扳手,塞尺,活塞环拆装钳,卡簧钳,气门导管专用拆装工具,气门座圈专用拆装工具,尼龙棒,气门专用拆装工具,连杆衬套专用拆装工具,锉刀、刮刀、活塞专用安装工具、发车架。6、压置工作准备:气缸套压置工作台、千斤顶、气缸套压置专用工具。三、工作时注意事项:专业文档供参考,如有帮助请下载。1、当发动机熄火,管路中的水和油都是热的,因此要小心不要被烫伤。只有等油冷却后,才能进行油、水管路的拆卸工作。2、拆装进气门、排气门时,应用专用工作,防止锁片飞出伤人。3、当起吊发动机时,用到叉车或起吊设备
4、,首先要检查钢丝绳和卸克是否损坏。应采用具有足够容量的起吊设备,将起吊设备配置在正确的部位,慢慢地操作叉车或其他起重设备,以防止构件碰撞其它零件。不要在叉车或其他起重设备吊起零件时工作。4、当拆卸管子时,应防止燃油或机油洒落到地面上,如果有燃油或机油可能会使您滑倒,应及时清理干净。5、一般不用汽油清洗零件(使用柴油或煤油)。6、组装时一定要将所有的零件装在原来的位置上。用新的零件更换损坏的零件。7、组装和安装零件时,必须用规定的扭矩。当安装防护零件诸如防罩、强烈震动零件、高速旋转的零件时,应特别小心检查它们安装是否正确。8、对准两个孔或安装齿轮时,切勿插入您的手指或手,应小心注意不要将手塞入孔
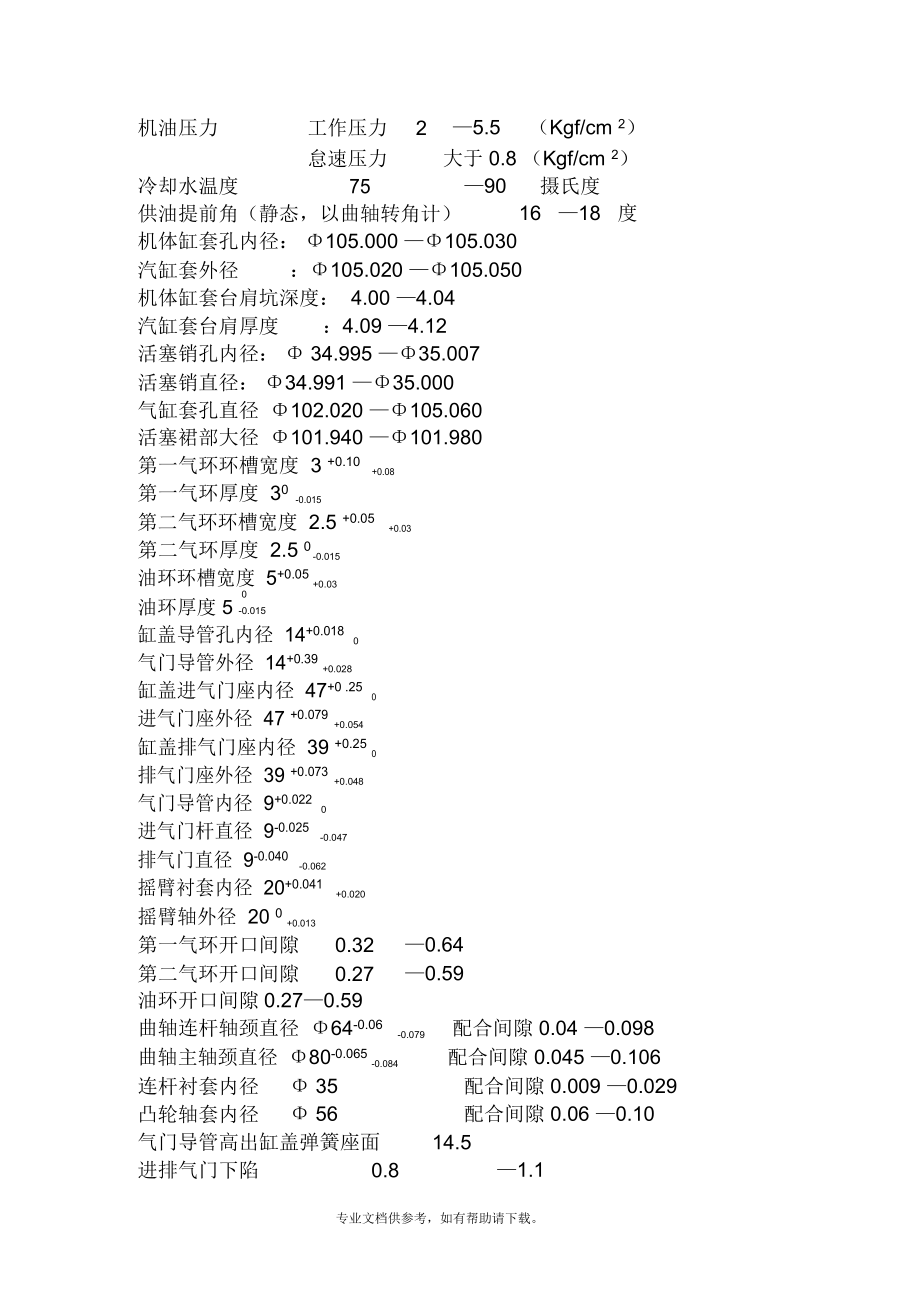
5、中。9、安装过程中,禁止戴手套进行工作。四、拆解、组装规范(一)、主要螺栓的扭紧力矩:缸盖螺栓:1112kgf ?m主轴承螺栓:2224kgf ?m连杆螺栓:1213kgf ?m飞轮螺栓:1921kgf ?m飞轮壳螺栓:1315kgf ?m凸轮轴压紧螺栓:1112 kgf ?m曲轴前螺母: 4045 kgf ?m主油道稳压阀:34 kgf ?m(二)修理技术参数(单位:mm):气缸数缸径 X行程4102X118气缸套薄壁干式压缩比17.5:1气缸压力(理想)28(Kgf/cm 2)曲轴旋转方向顺时针(从风叶看)气门间隙(冷车)0.4(mm)专业文档供参考,如有帮助请下载。机油压力工作压力25.
6、5(Kgf/cm 2)怠速压力大于 0.8 (Kgf/cm 2)冷却水温度7590摄氏度供油提前角(静态,以曲轴转角计)16 18 度机体缸套孔内径: 105.000 105.030汽缸套外径:105.020 105.050机体缸套台肩坑深度: 4.00 4.04汽缸套台肩厚度:4.09 4.12活塞销孔内径: 34.995 35.007活塞销直径: 34.991 35.000气缸套孔直径 102.020 105.060活塞裙部大径 101.940 101.980第一气环环槽宽度 3 +0.10+0.08第一气环厚度 30-0.015第二气环环槽宽度 2.5 +0.05+0.03第二气环厚度
7、2.5 0-0.015油环环槽宽度 5+0.05+0.030油环厚度 5 -0.015缸盖导管孔内径 14+0.0180气门导管外径 14+0.39+0.028缸盖进气门座内径 47+0 .250进气门座外径 47 +0.079+0.054缸盖排气门座内径 39 +0.250排气门座外径 39 +0.073+0.048气门导管内径 9+0.0220进气门杆直径 9-0.025-0.047排气门直径 9-0.040-0.062摇臂衬套内径 20+0.041+0.020摇臂轴外径 20 0+0.013第一气环开口间隙0.320.64第二气环开口间隙0.270.59油环开口间隙0.270.59曲轴连
8、杆轴颈直径 64-0.06-0.079配合间隙 0.04 0.098曲轴主轴颈直径 80-0.065-0.084配合间隙 0.045 0.106连杆衬套内径 35配合间隙 0.009 0.029凸轮轴套内径 56配合间隙 0.06 0.10气门导管高出缸盖弹簧座面14.5进排气门下陷0.81.1专业文档供参考,如有帮助请下载。活塞压缩余隙0.91.1止推片厚度 2.5 -0.025-0.050喷油嘴压力 195+52-5kg/cm(三)发动机拆解:1) 松开喷油嘴回油管空心螺丝,拆下喷油嘴回油管。2) 松开喷油嘴紧固螺母,拆下喷油嘴总成。3) 松开喷油泵高压连接油管。4) 松开柴油滤芯连接油管
9、螺栓和固定螺母、拆下柴油滤芯总成。5) 用柴油滤芯专用拆装工具,拆开柴油滤芯。6) 松开气门室盖紧固螺母,拆下气门室盖。7) 松开气门摇臂总成紧固螺栓, 拆下气门摇臂总成, 取出气门挺杆。8) 松开机油尺固定螺栓,拆下机油尺固定管。9) 松开发动机呼吸器紧固螺母和呼吸管抱箍,取下呼吸器。10) 松开旁通软管抱箍,拆下旁通软管。11) 松开气缸盖螺栓,顺序是由两边到中间,拆下气缸盖总成、气缸床。12) 松开风扇叶紧固螺栓,拆下风扇皮带、风扇叶、风扇皮带盘。13) 松开发电机调整臂紧固螺栓,取下风扇皮带。14) 松开水泵紧固螺栓,拆下水泵。15) 松开发电机进出油管螺栓,拆下进出油管。16) 松开
10、发电机底脚紧固螺栓,拆下发电机。17) 松开发电机调整臂紧固螺栓,拆下发电机调整臂紧固螺栓。18) 松开曲轴螺母,取出曲轴皮带盘。19) 松开时规齿轮室盖板紧固螺栓,拆下时规齿轮室盖板、曲轴甩油盘。20) 松开中间惰轮紧固螺栓,拆下中间惰轮。21) 松开发动机侧盖板紧固螺栓,取下发动机侧盖板。22) 松开机油泵连接齿紧固螺栓,取出机油泵连接齿。23) 松开凸轮轴正时齿轮紧固螺栓,取出凸轮轴。24) 松开喷油泵固定螺栓,取下喷油泵。25) 松下机油滤芯连接管紧固螺母,拆下机油滤芯弯曲管。26) 松开机油滤芯紧固螺栓,拆下机油滤芯总成。27) 用机油滤芯专用拆装工具,拆开机油滤芯。28) 松下放水
11、开关紧固螺栓,拆下防水开关。29) 将发动机翻转 180°,松开启动机紧固螺栓,拆下启动机。30) 固定飞轮齿圈,解开飞轮保险片,松开飞轮螺栓,取出飞轮总成,敲出飞轮齿圈。专业文档供参考,如有帮助请下载。31) 松开飞轮壳紧固螺栓,拆下飞轮壳。32) 松开曲轴后端盖紧固螺栓,拆下曲轴后端盖。33) 松开油底壳紧固螺栓,拆下油底壳。34) 松开机油泵紧固螺栓,取出机油泵、机油泵连接齿套。35) 将发动机翻转 90°,松开连杆紧固螺栓,用尼龙棒敲出活塞连杆组,一、二、三、四缸连杆组件做好记号。36) 松开曲轴主轴盖紧固螺栓,取出曲轴、曲轴止推片、气门挺柱。37) 松开机油冷却器
12、盖紧固螺栓,拆下机油冷却器盖、机油冷却器。38) 将发动机缸体摆放在气缸套压置台,用千斤顶、专用工具压出气缸套。39) 用活塞环拆装钳,拆下活塞环。40) 用卡簧钳,拆解活塞、活塞销卡簧、活塞销、连杆。41) 用连杆衬套专用拆装工具,拆下连杆衬套。42) 松开进气支管紧固螺栓,拆下进气支管。43) 松开排气支管紧固螺栓,拆下排气支管。44) 用气门拆装专用工具,拆解进排气门、气门锁片、气门弹簧上座、气门弹簧、气门弹簧防磨片。45) 用气门导管拆装专用工具,敲出气门导管。46) 用电焊堆点,敲出进排气门座圈。(四)对所有零件进行清洗。(五)对曲轴、气缸套、活塞、活塞环、连杆、凸轮轴进行数据测量。
13、如达不到数据标准的,进行更换。(六)发动机组装:1) 将发动机缸体摆放在气缸套压置台,在气缸套表面涂上机油,用千斤顶、专用工具进行压进气缸套,确定缸套壁口与缸体上表面齐平。2) 将活塞环放入汽缸套内,用活塞顶部压下活塞环,调整活塞环开口间隙是否达到标准。如达不到,用锉刀进行修复,使间隙达到标准。一、二、三、四缸活塞环做好记号。3) 将曲轴竖立,曲轴后部固定在飞轮上,上紧飞轮紧固螺栓。4) 将连杆瓦装入曲轴连杆轴,上紧连杆紧固螺栓,进行调整间隙是否达到标准,如达不到标准,可以加装铜皮,使间隙达到标准,拆下用柴油清洗。专业文档供参考,如有帮助请下载。5) 将气门挺柱表面涂上机油,装进气门挺柱孔内。
14、6) 将曲轴主轴瓦装入曲轴主轴,上紧曲轴主轴瓦紧固螺栓,进行调整间隙是否达到标准,如达不到标准,可以加铜皮,使间隙达到标准,拆下用柴油清洗,第四道曲轴主轴装入曲轴止推片,曲轴表面涂上机油后上紧曲轴主轴紧固螺栓。7) 用连杆衬套专用拆装工具将连杆衬套装入连杆,并把活塞销装入连杆衬套内进行调整间隙是否达到标准,如达不到标准,可以用刮刀进行修复,使间隙达到标准。8) 将连杆、活塞销、活塞销卡簧进行组装,确认活塞开口方向。装活塞销卡簧时,应用活塞销卡簧钳,并确认活塞销卡簧在活塞销卡簧槽内,9) 用活塞环拆装钳,将活塞环装入活塞环槽内,第一道气环为上下面镀铬的桶面环,装配时注意有标记一面朝下。第二道为外
15、圆带切槽的扭曲环,装配时切槽朝下,严禁反装。油环开口与弹簧接点错开 180 度,装入槽内,用柴油转动活塞环清洗。10) 将活塞开口方向对着发动机前面方向,第一环开口与推力面成 45 度,第二环开口与第一环开口错开 180 度,油环开口与第一或第二道成 90 度。开口都错开活塞销,加机油润滑,注意连杆方向,用尼龙棒将活塞轻轻敲进缸套内,上紧连杆紧固螺栓,顺序是 1 缸、4 缸、2 缸、3 缸。11) 将凸轮轴表面涂上机油, 装进凸轮轴孔内, 上紧凸轮轴紧固螺栓。12) 将机油泵连接齿套和机油泵一起装进孔内,出油口处装入垫子,涂上胶水后上紧机油泵紧固螺栓, 在机油泵泵体内装入机油润滑。13) 曲轴
16、后油封装入后端盖, 装入垫子,涂上胶水随定位销位子装入,上紧紧固螺栓。14) 装入油底壳垫子,涂上胶水,盖上油底壳,上紧油底壳紧固螺栓。15) 起动机随定位螺栓装入飞轮壳,上紧紧固螺母。16) 飞轮壳随定位销位子装在缸体上,上紧紧固螺栓。17) 飞轮齿圈装入飞轮,飞轮总成随定位销位子装入,上紧飞轮紧固螺栓。18) 将发动机翻转 180°,固定发动机,装入侧盖板垫,涂上胶水,上紧紧固螺栓。19) 发电机装在发电机底脚,上紧紧固螺栓。20) 装入进出油管,上紧进出油管紧固螺栓。21) 装入机油泵连接齿、 O型圈,上紧紧固螺栓。22) 将机油滤芯内装入机油,用机油滤芯专用拆装工具装入机油滤
17、芯座,装入垫子,涂上胶水,上紧紧固螺栓。23) 弯曲管装入 O型圈,随定位螺栓装入发动机缸体、机油滤芯座。专业文档供参考,如有帮助请下载。24) 装入放水开关,上紧螺栓。25) 喷油泵法兰装上垫子,涂上胶水,装入时规盖,上紧定位螺栓。26) 根据记号位子,装入中间惰轮,上紧紧固螺栓。27) 装入曲轴挡油环, 在时规齿轮室盖板上, 装入时规齿轮室盖板垫,装入曲轴前油封,涂上胶水,上紧紧固螺栓。28) 装入曲轴皮带盘, 用曲轴螺母专用拆装工具, 上紧曲轴紧固螺母。29) 水泵装入垫子,涂上胶水,上紧紧固螺栓。30) 装入皮带盘、风扇叶,上紧紧固螺栓。31) 装入风扇皮带,装入发电机调整臂,上紧紧固
18、螺栓。32) 用气门导管专用拆装工具,将气门导管敲入气缸盖。33) 用排气门座圈专业拆装工具,将进排气门座圈敲入气缸盖,装入进排气门检测密封程度,如不密封,可以用气门绞刀进行修复。气门与座研磨配合其接触带为一连续、均匀、宽约 1.4-2.0mm。将煤油注入气道内历时 2 分钟不得有渗漏现象。34) 用用气门拆装专用工具,装入进排气门、气门弹簧防磨片、气门弹簧、气门弹簧上座、气门锁片,并用榔头敲击气门弹簧上座。35) 装入气缸床、气缸盖总成,上紧缸盖螺栓。装气缸床时要注意油孔位置,不得装反。拧紧力矩开始先拧紧到 58.8N·m,然后在拧到规定值,缸盖螺栓紧固顺序是:由中间向两边。36) 装入气门挺杆、气门摇臂总成,上紧紧固螺栓。37) 用塞尺调整气门间隙,进排气门冷态间隙均为0.4mm,用
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2025年安徽省濉溪县联考英语八下期末监测试题含答案
- 天津事业单位试题及答案
- 团校试题及答案
- 2025年能源管道建设与维护策划合作协议
- 2025年策划业务合作优化协议书
- 2025年数据分析行业咨询合作协议
- 2025年修订版股东协议
- 2025年工伤赔偿标准协议书范文
- 大数据时代出版业的精准营销策略
- 健美操文化传播的创新路径与实践
- 催化裂化装置-反再系统冷态开车(石油化工装置仿真操作课件)
- 2023金太阳联考23-95C湖南省高三质量检测物理试卷及答案
- 沉井施工技术交底
- 压力钢管制作施工方案
- 小学六年级语文:《常考的10篇文言文》
- 整本书阅读三国演义阅读推进课课件公开课一等奖课件省课获奖课件
- 2023-2024学年四川省泸州市小学语文五年级期末自测模拟试题附参考答案和详细解析
- 改革开放与新时代智慧树知到答案章节测试2023年同济大学
- 《金匮要略》试题及答案大全(二)
- 汽车电工电子基础教案
- 不对称短路故障分析与计算(电力系统课程设计)
评论
0/150
提交评论