



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
学后测评参考答案项目一零件的尺寸测量任务一用游标卡尺测量零件尺寸被测对象计量单位测量方法(含测量器具)测量精度0.10mm0.05mm0.02mm直接绝对单项接触静态整数部分小数部分垂直(1)29.80mm (2)1.16mm (3)62.25mm略任务二用千分尺测量零件尺寸练一练:^380-0.02545土0.04^340-0.025公称尺寸02503845034上极限尺寸02503845.04034下极限尺寸024.975037.97544.96033.975上极限偏差00+0.040下极限偏差-0.025-0.025-0.04-0.025公差0.0250.0250.080.025练一练:1.13.13mm2 11.13mm0.02mm8.56mm1.①36mm0-0.05mm①36mm①35.95mm0.05mm2.48mm+0.1mm-0.1mm48.1mm47.9mm0.2mm3.系统误差随机误差粗大误差计量器具误差方法误差环境误差人为误差随机系统误差25〜50mm0.01mm28.00mm38.450mm38.950mm5.68mm 8.04mm任务三用内径表测量零件尺寸
练一练识读尺寸含义:尺寸①38h7表示轴的公称尺寸是①38,基本偏差代号是h,公差等级是7。尺寸①25F7表示孔的公称尺寸是①25,基本偏差代号是F,公差等级是7。练一练尺寸公差上极限偏差下极限偏差尺寸的另一表达形式中38H70.025mm+0.025mm0中38+0.0250中34h70.025mm0-0.025mm中340-0.025中38g60.016mm-0.009mm-0.025mm中38-0.009-0.025中25F70.021+0.041mm+0.020mm中25+0.041+0.0201. 单位mm尺寸公称尺寸极限偏差公差极限尺寸上极限偏差下极限偏差上极限尺寸下极限尺寸中38JS8038+0.0195-0.01950.039038.0195037.9805040H7040+0.02500.025040.025040038h70380-0.0250.025038037.975054F7054+0.060+0.0300.030054.060054.030034k7034+0.027+0.0020.025034.027034.002公差值基本偏差20IT01相对表针按顺时针方向未达到零点、表针按顺时针方向超过零点的读数为负值安装:将百分表装入量杆内,预压1毫米左右,使小指针指在0〜1的位置上,旋紧锁紧螺母。然后,根据被测零件基本尺寸选择适当的可换测头装入量杆的头部,并用专用扳手扳紧锁紧螺母。使用:校对零位后,手握内径百分表的隔热手柄,先将内径百分表的活动量头和定心护桥轻轻压入被测孔径中,然后再将固定量头放人。当测头达到指定的测量部位时,将内径百分表微微在轴向截面内摆动,同时读出指针指示的最小数值,即为该测量点孔径的实际偏差。任务四用塞规等专用量具检测零件练一练:(P44页图中尺寸为632)
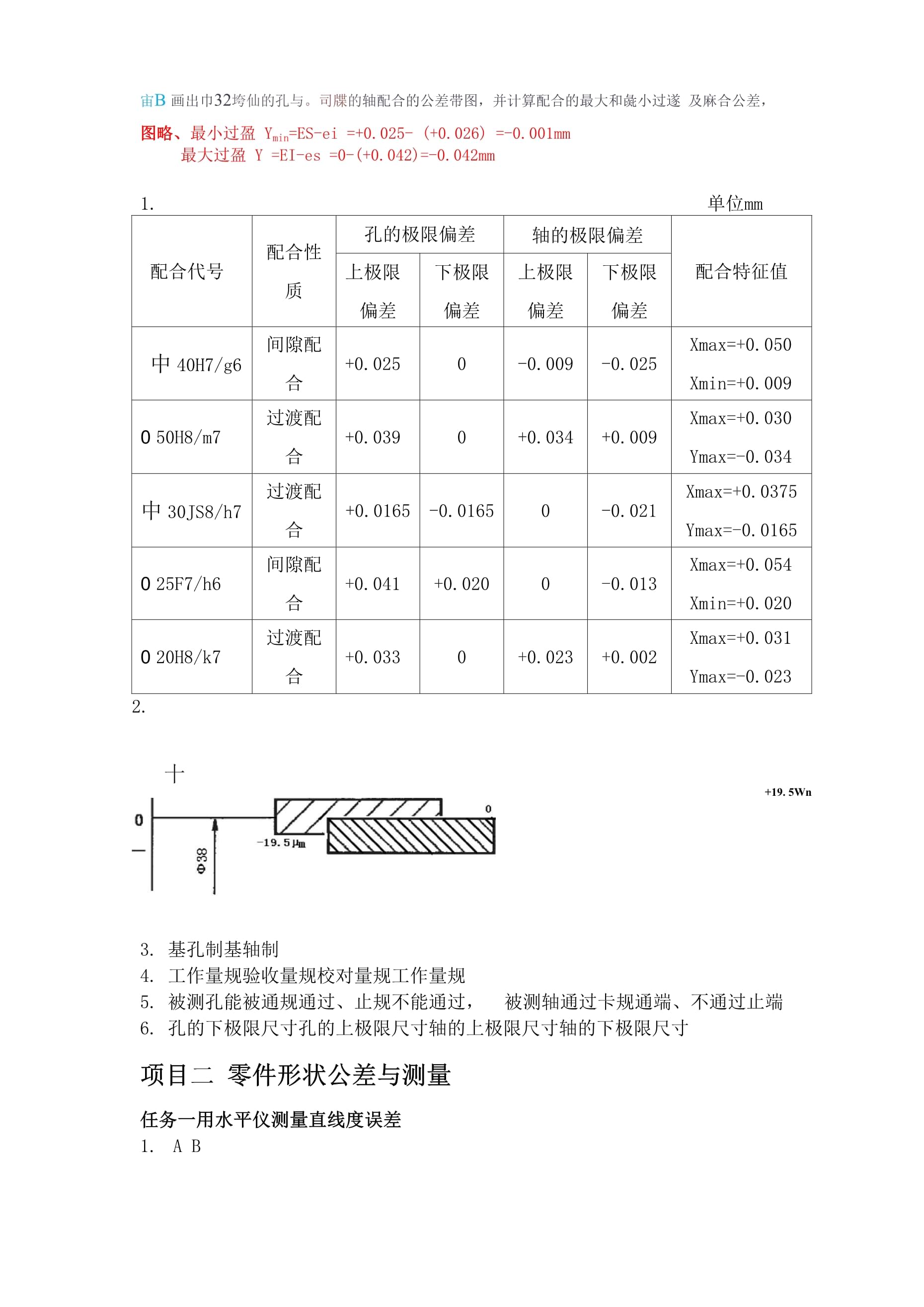
宙B画出巾32垮仙的孔与。司牒的轴配合的公差带图,并计算配合的最大和彘小过遂及麻合公差,图略、最小过盈Ymin=ES-ei=+0.025-(+0.026)=-0.001mm最大过盈Y=EI-es=0-(+0.042)=-0.042mm1. 单位mm配合代号配合性质孔的极限偏差轴的极限偏差配合特征值上极限偏差下极限偏差上极限偏差下极限偏差中40H7/g6间隙配合+0.0250-0.009-0.025Xmax=+0.050Xmin=+0.009050H8/m7过渡配合+0.0390+0.034+0.009Xmax=+0.030Ymax=-0.034中30JS8/h7过渡配合+0.0165-0.01650-0.021Xmax=+0.0375Ymax=-0.0165025F7/h6间隙配合+0.041+0.0200-0.013Xmax=+0.054Xmin=+0.020020H8/k7过渡配合+0.0330+0.023+0.002Xmax=+0.031Ymax=-0.0232.十+19.5Wn基孔制基轴制工作量规验收量规校对量规工作量规被测孔能被通规通过、止规不能通过, 被测轴通过卡规通端、不通过止端孔的下极限尺寸孔的上极限尺寸轴的上极限尺寸轴的下极限尺寸项目二零件形状公差与测量任务一用水平仪测量直线度误差AB两平行平面之间的区域、 圆柱面内的区域理想要素:具有几何意义的要素,即不存在形位和其它误差的要素。实际要素:零件上实际存在的要素,在测量时由测得的要素代替实际要素。轮廓要素:构成零件轮廓的点、线、面的要素。中心要素:轮廓要素对称中心所表示的点、线、面各要素。被测要素;图样上给出了形状和位置公差要求的要素,也就是需要研究和测量的要素。基准要素:图样上规定用来确定被测要素的方向和位置的要素。单一要素:仅对要素本身给出形状公差要求的要素称为单一要素。关联要素:指与零件上其他要素有功能关系的要素。5.f=0.01x0.15x2x1000=3|im任务二用百分表测量平面度误差TOC\o"1-5"\h\zVX0.01、0.001不会、因为通过求差将为校零误差抵消了24“m任务三用百分表测量圆度与圆柱度误差XVABC略略不行,圆柱度误差除了要考虑单个截面的圆度误差外还要考虑轴线的直线度。项目三零件轮廓公差与测量任务一用轮廓样板测量线轮廓度误差两包络线理想轮廓线圆弧面上的轮廓线基准A和B直径等于0.04mm,圆心位于由基准平面A和B确定的被测要素理论正确几何形状上的一系列圆的两包络线所限定的区域位置固定形状浮动VX6.X任务二用轮廓仪测量面轮廓度误差球半径为80mm的球面 0.1mm、直径为公差值0.1mm,球心位于被测要素理论正确形状上的一系列圆球的两包络面所限定的区域球半径为80mm的球面底面0.2mm、直径为公差值0.2mm、球心位于由基准平面A确定的被测要素理论正确几何形状上的一系列圆球的两包络面所限定的区域位置固定形状浮动TOC\o"1-5"\h\zXXX项目四零件定向公差与测量任务一用千分表测量平行度误差"XACD略小孔轴线相对于大孔轴线和下底面的平行度公差为0.1mm任务二用直角尺测量垂直度误差""X略3b,c都合格,换独立原则后c不合格。因为独立原则中尺寸误差不能用来补偿形位误差。任务三用正弦规与千分表测量倾斜度误差ACE圆柱面内的区域TOC\o"1-5"\h\z略略略项目五零件定位公差与测量任务一用百分表测量对称度误差BBDBA5.
形位公差项目项目名称被测要素基准要素公差带形状公差带大小1径向圆跳动圆锥表面两圆柱公共轴线两同心圆0.0252对称度键槽两侧面圆柱轴线两平行平面0.0253圆柱度圆柱表面无两同轴圆柱0.014平行度圆柱轴线两圆柱公共轴线一个圆柱00.025径向圆跳动圆柱表面两中心孔的公共轴线两同心圆0.0256圆柱度圆柱表面无两同轴圆柱0.006任务二用百分表测量位置度误差TOC\o"1-5"\h\z应应以基准平面为中心面,对称布置的两平行平面被测球的球心必须位于直径为公差值0.3mm的球内。S00.3的球心位置在由基准A、B、C和理论正确尺寸30、25mm所确定的理想位置上。VVV任务三用圆度仪测量同轴度误差1.位置度同轴度对称度圆柱体斧形测头大圆柱的轴线必须位于直径为公差值0.1mm,且与基准轴线A同轴的圆柱面内。圆柱的轴线必须位于直径为公差值0.1mm,以垂直于基准平面A的基准轴线B为轴线的圆柱面内。6.公差项目被测要素基准要素公差值形状圆柱度050j6圆柱表面无0.04圆柱度050j6圆柱表面无0.04定向垂直度050j6圆柱右侧端面两050j6圆柱公共轴线0.012垂直度050j6圆柱左侧端面两050j6圆柱公共轴线0.015定位同轴度050j6圆柱轴线两050j6圆柱公共轴线0.008同轴度050j6圆柱轴线两050j6圆柱公共轴线0.015对称度键槽两侧面054r6圆柱轴线0.020项目六零件跳动公差与测量任务一用偏摆仪测量跳动误差ABDTOC\o"1-5"\h\zDEVX略略略项目七零件表面粗糙度的检测任务一用表面粗糙度样板检测零件表面质量零件表面峰谷的高低程度和间距状况的微观几何形状特性配合性质耐磨性工作精度抗腐蚀性评定表面粗糙度所必须的一段长度 取样长度限制和减弱表面波度对测量结果的影响高度参数间距参数混合参数曲线和相关参数尸1用去除材料的方法获得的表面,Ra上限值为3.2颇。(默认:评定长度为5个取样长度、16%规则)用去除材料的方法获得的表面,Rz上限值为1.6颇。(默认:评定长度为5个取样长度、16%规则)xAG用去除材料的方法获得的表面,Ra上限值为6.3颇。(默认:评定长度为5个取样长度、16%规则)任务二用轮廓仪检测零件表面质量表面粗糙度数值 轮廓的算术平均在一个取样长度内,被测实际轮廓上各点到中线距离y绝对值的算术平均值越大在一个取样长度内,最大轮廓峰高 z〃和最大轮廓谷深Z,之和的高度轮廓单元的平均宽度RSm小小为了限制和减弱表面波度对测量结果的影响 为了减少零件表面的不均匀性对测量结果的影响项目八典型复杂零件的测量任务一普通螺纹的测量外螺纹的基本偏差是上偏差,内螺纹的基本偏差是下偏差中径顶径D/q工作量规验收量规校对量规通规止规外通规检查螺纹小径不小于中径最大极限尺寸,止规检查螺纹小径不大于中径最大极限尺寸内通规检查螺纹作用中径和小径不大于中径最大极限尺寸,止规检查螺纹单一中径不小于中径最大极限尺寸夕卜 螺纹中径螺纹千分尺 三针法任务二直齿圆柱齿轮的测量传递运动的准确性、传动的平稳性、载荷分布的均匀性、传动侧隙的合理性公法线千分尺、运动的准确性最大转角误差13、5级传递运动的准确性、传动的平稳性、载荷分布的均匀性f=6.125Mm F=30.625Mm术合格 Pk项目九高、精检测量设备的应用任务一工具显微镜的应用影像法和轴切法测定长度、外径、孔径及孔距等尺寸;测定各种刀具、样板及锥孔的几何角度;测定螺纹的中径、外径、内径、螺距、牙形角及螺纹牙形等几何要素;检定刀具、冲模及凸轮等异型零件的轮廓形状。仪器室的温度不可急剧变化,否则容易产生露点,使仪器的金属表面及镜头表面产生水雾,进而腐蚀表面。不得用手触摸光学镜头。被测零件放置在工作台上时要轻拿轻放。TOC\o"1-5"\h\zXV"V任务二启动量仪的应用5.0Mm、2.0Mm、1.0Mm、0.5Mm刻度尺上相邻两刻线的间距与分度值
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2025届江苏省南通市海安县海安高级中学高考临考冲刺化学试卷含解析
- BDM的职责及日常管理
- 重庆市重庆市第一中学2025届高考化学四模试卷含解析
- 2025年胸腔心血管外科手术器械项目合作计划书
- 四年级数学(三位数乘两位数)计算题专项练习及答案
- 2025年DNA、RNA疫苗项目构思建设方案
- 陕西铁路工程职业技术学院《声乐语言艺术》2023-2024学年第二学期期末试卷
- 集美大学《内科学实践(Ⅰ)》2023-2024学年第二学期期末试卷
- 青岛农业大学《专项理论与实践Ⅵ》2023-2024学年第二学期期末试卷
- 青岛工程职业学院《制冷技术课程设计》2023-2024学年第二学期期末试卷
- 医院医疗机构麻醉科医生招聘考试试题与答案
- 混凝土模板支撑工程专项施工方案(140页)
- 简述中国现当代文学中的“现代性”(一)
- 变电所倒闸操作课件
- 光缆的敷设方法与要求
- [精品]纺织品出口生产企业(MID)报编申请表
- 3130简明使用手册
- 药品出厂、上市放行管理规程
- 中医基础理论·绪论课件
- (完整版)小学生必背古诗75首(打印版).docx
- 英文信件模板:警告信
评论
0/150
提交评论