



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
第二节热喷涂技术概述一、热喷涂概念
热喷涂----利用某种热源,如电弧、等离子弧或燃烧火焰等将粉未状或丝状的金属或非金属材料加热熔化或软化形成熔滴、并以一定速度射向预处理过的基体表面、形成具有一定结合强度涂层的工艺方法。喷焊---是指用热源将喷涂层加热到熔化,使喷涂层的熔融合金与基材金属互溶、扩散,形成类似钎焊的冶金结合,这样所得到的涂层称为喷焊层。热喷涂技术的目的:
热喷涂的目的:是提高工件的耐蚀、耐磨、耐高温等性能,亦可用于修复因磨损或加工失误造成尺寸超差的零部件。热喷涂生产实例录相
热喷涂的工艺过程:喷涂材料加热熔化熔滴雾化粒子飞行粒子喷涂涂层形成二、热喷涂的原理
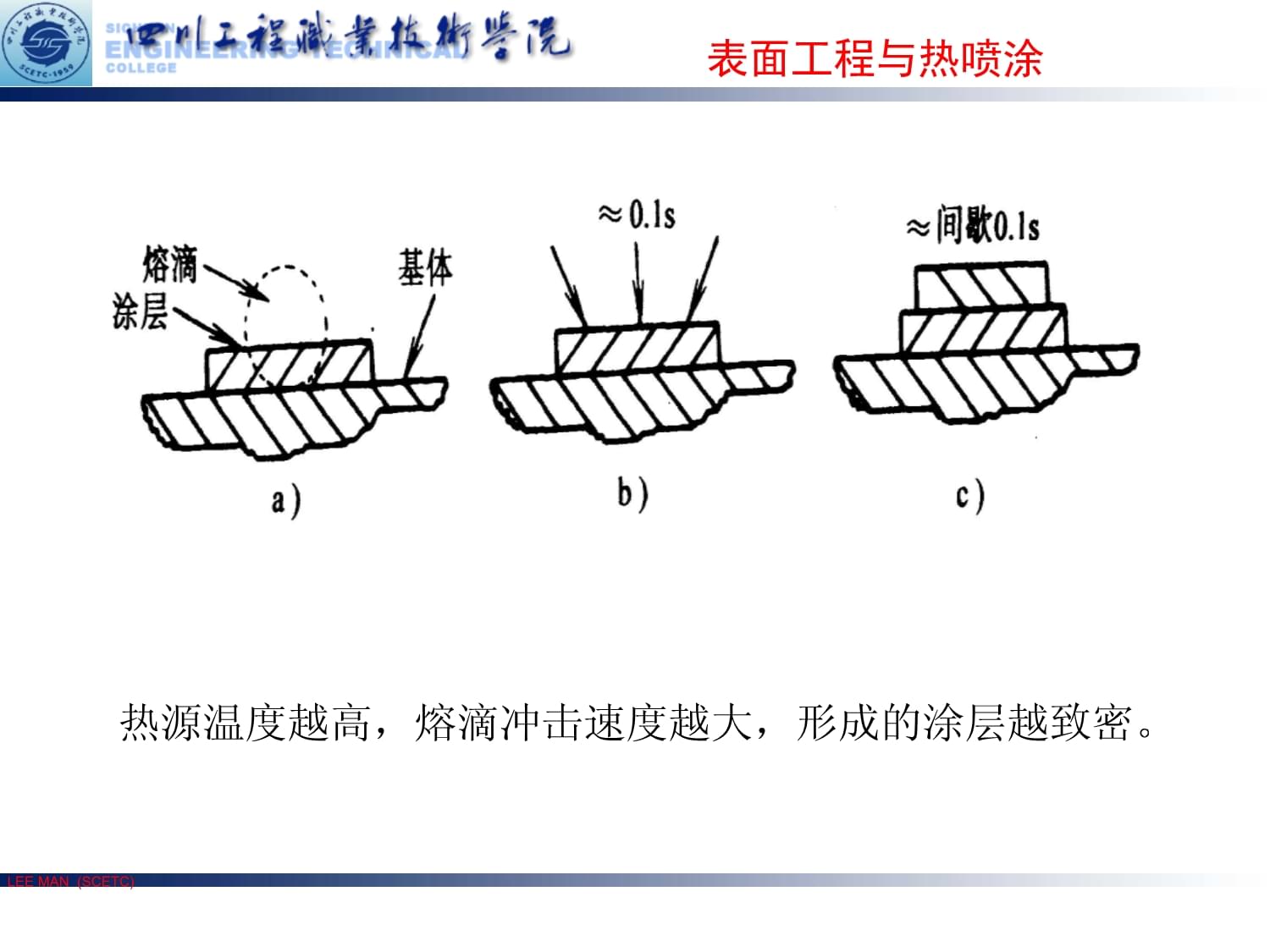
喷涂材料在热源中被加热的过程和颗粒与基体表面的结合过程是热喷涂涂层制备的关键环节。(一)涂层的形成过程及特点热源温度越高,熔滴冲击速度越大,形成的涂层越致密。涂层中颗粒与基体表面之间的结合以及颗粒之间的结合机理目前尚无定论,通常认为有三种结合:机械结合碰撞成扁平状并随基体表面起伏的颗粒,由于和凹凸不平的表面相互嵌合(即抛锚效应),形成机械钉扎而结合。一般来说,涂层与基体的结合以机械结合为主。冶金-化学结合这是当涂层和基体表面产生冶金反应的一种结合类型,如出现扩散和合金化,包括在结合面上形成金属化合物或固溶体。当喷涂后进行重熔即喷焊时,喷焊层与基体的结合主要是冶金结合。物理结合颗粒与基体表面间由范德华力或其他次价键力形成的结合。
范德华力是存在于分子间的一种吸引力,它比化学键弱得多。
(二)热喷涂涂层结构喷涂层的形成过程决定了涂层的结构,喷涂层是由无数变形粒子互相交错呈波浪式堆叠在一起的层状组织结构。涂层的特点:涂层的性能具有方向性垂直和平行涂层方向上的性能是不一致的。有孔隙或空洞涂层中颗粒与颗粒之间不可避免地存在一部分孔隙或空洞,其孔隙率一般在0.025%~20%之间,涂层中还伴有氧化物等夹杂。涂层结构可改变涂层经适当处理后,结构会发生变化。如涂层经重熔处理,可消除涂层中氧化物夹杂和孔隙,层状结构变成均质结构,与基体表面的结合状态也发生变化。涂层中存在残留应力残留应力是由于撞击基体表面的熔融态变形颗粒在冷凝收缩时产生的微观应力的累积造成的,涂层的外层受拉应力,而基体或涂层的内侧受压应力。Ni-Cr-B-Si火焰喷涂组织涂层的残留应力:
涂层中存在的残留应力会影响涂层的质量,残留应力的大小与涂层的厚度成正比,限制了涂层的厚度。因此,薄涂层一般比厚涂层具有更好的结合强度,受残留应力的限制,热喷涂层的最佳厚度一般不超过0.5mm。热喷涂层残留应力的大小可通过调整喷涂工艺参数进行控制,但更有效的方法是通过涂层结构设计,采用梯度过渡层缓和涂层残留应力。热源喷涂方法火焰线材火焰喷涂粉末火焰喷涂高速火焰喷涂爆炸喷涂自由电弧电弧喷涂等离子弧大气等离子弧喷涂(APS)低压等离子弧喷涂(LPPS)水稳等离子弧喷涂三、热喷涂技术分类及特点1.热喷涂技术的分类喷涂方法温度/℃粒子速度/m.s-1结合强度/MPa气孔率/(%)喷涂效率/kg·h-1相对成本火焰喷涂3000408~2010~152~61高速火焰喷涂3000800~170070~110<0.51~52~3爆炸喷涂4000800>701~214电弧喷涂500010012~251010~252等离子弧喷涂>10000200~40060~80<0.52~104各种热喷涂技术的典型特征参数可喷涂的材料广泛几乎所有的金属、合金、陶瓷都可以作为喷涂材料,塑料、尼龙等有机高分子材料也可以作为喷涂材料。基体不受限制在金属、陶瓷器具、玻璃、石膏,甚至布、纸等固体上都可以进行喷涂。工艺灵活既可对大型设备进行大面积喷涂,也可对工件的局部进行喷涂;既可喷涂零件,又可对制成后的结构物进行喷涂。室内或露天均可进行喷涂,工序少,功效高,大多数工艺的生产率可达到每小时喷涂数千克喷涂材料。如对同样厚度的涂层,时间比电镀用的少得多。工件受热温度可控在喷涂过程中可使基体保持较低温度,基体变形小,一般温度可控制在30~200℃,从而保证基体不变形、不弱化。涂层容易控制涂层厚度由几十微米到几毫米,涂层表面光滑,加工余量少。成本低2.热喷涂技术的特点但目前该技术仍存在着结合力低、孔隙率较高、均匀性差等缺点,有待于进一步发展。第三节热喷涂材料一、热喷涂材料的性能和分类
1.热喷涂材料必须满足的性能:稳定性好热喷涂材料在喷涂过程中,必须能够耐高温,具有良好的化学稳定性和热稳定性,即在高温下不发生有毒的化学反应及性能上的转变。使用性能好根据工件的要求,所得涂层应该满足各种使用要求,即喷涂材料也必须具有相应的性能,如耐磨、耐蚀、导电、绝缘等。润湿性好润湿性好,则得到的涂层与基体的结合强度高;自身密度好,且涂层平整。固态流动性好固体粉末的流动性与粉末形状、湿度和粒度有关。流动性好,才能保证送粉的均匀性。热膨胀系数合适若涂层与工件的热膨胀系数相差甚远,则可能导致工件在喷涂后的冷却过程中引起涂层龟裂。
2.热喷涂材料分类1)根据热喷涂材料的不同形状:线材棒材管材粉末由高分子材料做成的长柔性管中装有各种性能粉末和管材2)根据喷涂材料的成分:金属合金自熔性合金复合材料陶瓷塑料3)按涂层结构有纳米涂层材料、合金涂层材料、非晶态涂层材料以及由这些材料复合构成的复合涂层材料。二、热喷涂用金属及合金线材热喷涂用金属及合金线材包括:非复合喷涂线材复合喷涂线材用机械方法将两种或更多种材料复合压制成喷涂线材称复合喷涂丝。非复合喷涂线材是指只用一种金属或合金的材料制成的线材,这些线材是用普通的拉拔方法制造的。碳钢及低合金钢喷涂丝常用的是85优质碳素结构钢丝和T10A碳素工具钢丝。一般采用电弧喷涂,用于喷涂曲轴、柱塞、机床导轨等常温工作的机械零件滑动表面耐磨涂层及磨损部位的修复。(一)非复合喷涂线材不锈钢喷涂丝1Cr13、2Cr13、3Cr13等马氏体不锈钢丝主要用于强度和硬度较高、耐蚀性要求不太高的场合,其涂层不易开裂。1Cr17在氧化性酸类、多数有机酸、有机酸盐水溶液中有良好的耐蚀性。1Cr18Ni9Ti等奥氏体不锈钢丝有良好的工艺性能,在多数氧化性介质和某些还原性介质中都有较好的耐蚀性,用于喷涂水泵轴等。由于不锈钢涂层收缩率大,易开裂,适于喷涂薄层。
铝及铝合金喷涂丝铝和氧有很强的亲和力,铝在室温下大气中就能形成致密而坚固的Al2O3氧化膜,能防止铝进一步氧化。纯铝喷涂除大量用于钢铁保护涂层外,还可作为钢的抗高温氧化涂层、导电涂层和改善电接触的涂层。一般铝丝纯度(质量分数)应大于99.7%。铝丝直径2~3mm,喷涂时,表面不得有油污和氧化膜。锌及锌合金喷涂丝在钢铁件上,只要喷涂0.2mm的锌层,就可在大气、淡水、海水中保持几年至几十年不锈蚀。锌的纯度要求(质量分数)在99.85%以上的纯锌丝。在锌中加铝可提高涂层的耐蚀性能,若铝的质量分数为30%,则耐蚀性最佳。锌喷涂广泛用于大型桥梁、铁路配件、钢窗、电视台天线、水闸门和容器等。非复合喷涂线材铅及铅合金喷涂丝铅具有很好的防X射线辐射的性能,在原子能工业中广泛用于防辐射涂层。含锑和铜的铅合金丝材料的涂层具有耐磨和耐蚀等特性,用于轴承、轴瓦和其他滑动摩擦部件的耐磨涂层。但涂层较疏松,用于耐腐蚀时需经封闭处理。由于铅蒸气对人体危害较大,喷涂时应加强防护措施。锡及锡合金喷涂丝锡涂层具有很高的耐腐蚀性能,常用作食品器具的保护涂层,但锡中砷的质量分数不得大于0.015%。含锑和钼的锡合金丝具有摩擦系数低、韧性好、耐蚀性和导热性良好等特性。在机械工业中,广泛应用于轴承、轴瓦和其他滑动摩擦部件的耐磨涂层。此外,锡可在熟石膏等材料上喷涂制成低熔点模具。非复合喷涂线材镍及镍合金喷涂丝镍涂层即使在1000℃高温下也具有很高的抗氧化性能,在盐酸和硫酸中也具有较高的耐蚀性。应用最为广泛的镍基合金喷涂丝线材主要有Ni-Cr丝和蒙乃尔合金(Mmel合金)。Ni-Cr合金涂层作为耐磨、耐高温涂层,可在800℃-1000℃高温下使用,但其耐硫化氢、亚硫酸气体及盐类腐蚀性能较差;蒙乃尔合金涂层具有优异的耐海水和耐稀硫酸腐蚀的性能,具有较高的非强氧化性酸的耐蚀性能,但耐亚硫酸腐蚀性能较低。钼喷涂丝钼与氢不产生反应,可用于氢气保护或真空条件下的高温涂层。钼是一种自粘结材料,可与碳钢、不锈钢、铸铁、蒙乃尔合金、镍及镍合金、镁及镁合金、铝及铝合金等形成牢固的结合。钼可在光滑的工件表面上形成1um的冶金结合层,常用作打底层材料。非复合喷涂线材镍合金:又称蒙乃尔合金,是一种以金属镍为基体添加铜、铁、锰等其它元素而成的合金。
复合喷涂线材中大部分是增效复合喷涂线材,即在喷涂过程中不同组元相互发生热反应生成化合物,反应热与火焰热相叠加,提高了熔滴温度,达到基体后会使基体局部熔化产生短时高温扩散,形成显微冶金结合,从而提高结合强度。(二)复合喷涂线材目前发现143组“组元对”有放热反应。常用的有Ni-AI、Al-Cr、Al-Nb、Al-Ta、Al-B、Al-Ni-WC、Al-Ni-Al2O3等复合丝线材。利用组元对放热反应,再加入其他强化组元可制成自结合一步喷涂丝。这种丝的特点是兼有打底层及工作层的性能,利用放热方法可使涂层结合牢固,又因其他组元的强化作用而得到高的综合性能。如不锈钢一Ni/AI丝、Ni-AI-Mo丝等。制造复合喷涂线材常用的复合方法:丝-丝复合法将各种不同的组分的丝绞、轧成一股。丝-管复合法将一种或多种金属丝穿入某种金属管中压轧而成。粉-管复合法将一种或多种粉末装入金属管中加工成丝。粉-皮压结复合法将粉末包在金属壳内加工成丝。粉-粘合剂复合法把多种粉末用粘合剂混合挤压成丝。三、热喷涂用粉末热喷涂用金属及合金线材包括:非复合喷涂粉末复合喷涂粉末由两种或更多种金属和非金属(陶瓷、塑料、非金属矿物)固体粉末混和而成。属简单粉末,每个粉粒仅由单一的成分组成。热喷涂材料应用最早的是一些线材,但只有塑性好的材料才能做成线材,而粉末喷涂材料却可不受线材成形工艺的限制,成本低,来源广,组无间可按任意比例调配,组成各种组合粉、复合粉,从而得到相图上存在或不存在的相和组织,获得某些特殊性能。金属及合金粉末(一)非复合喷涂粉末喷涂合金粉末(也称冷喷合金粉末)喷熔合金粉末(又称自熔性合金粉末)陶瓷材料粉末陶瓷属高温无机材料,是金属氧化物、碳化物、硼化物、硅化物等的总称,其硬度高,熔点高,但脆性大。常用的陶瓷粉末有:金属氧化物(如Al2O3、TiO2等)、碳化物(如WC、SiC等)、硼化物(如ZrB2、CrB2等)、硅化物(如MoSi2
等)、氮化物(如VN、TiN等)。采用等离子弧喷涂可解决陶瓷材料熔点高的问题,几乎可以喷涂所有的陶瓷材料。用火焰喷涂也可获得某些陶瓷涂层。塑料粉末塑料涂层具有美观、耐蚀性好的特点,有热塑性(受热熔化或冷却时凝固,如聚乙烯、尼龙粉等)和热固性(固化成型后不再熔化,如环氧树脂、酚醛树脂等)两类。Zr-锆金属及合金粉末喷涂合金粉末喷涂合金粉末,又称冷喷合金粉末,这种粉末不需或不能进行重熔处理。按其用途分为打底层粉末和工作层粉末。打底层粉末用来增加涂层与基体的结合强度;工作层粉末保证涂层具有所要求的使用性能。放热型自粘结复合粉末是最常用的打底层粉末。工作层粉末熔点要低,具有较高的伸长率,以避免涂层开裂。氧-乙炔焰喷涂工作层粉末最常用的是镍包铝复合粉末与自熔性合金的混合粉末。喷熔合金粉末喷熔合金粉末,又称自熔性合金粉末。因合金中加入了强烈的脱氧元素如Si、B等,在重熔过程中它们优先与合金粉末中氧和工件表面的氧化物作用,生成低熔点的硼硅酸盐覆盖在表面,防止液态金属氧化,改善对基体的润湿能力,起到良好的自熔剂作用,所以称之为自熔性合金粉末。喷熔用的自熔性合金粉末有镍基、钴基、铁基及碳化钨等四种系列。大量应用的合金粉末主要是Ni基、Fe基、Co基、Cu基合金粉末,一般都可用水雾法、气雾法或其他方法制得。(二)复合喷涂粉末包覆型粉由不同相混杂而成的颗粒,没有核壳之分。组合型粉
由一种或几种成分作为外壳,均匀连续或星点间断地包覆由一种或几种成分组成的核心的粉体,包覆层与核心的重量比可为1%-99%,包覆层的宏观厚度最低可为2-3µm.图a~d复合型粉末结构示意图(Ni/Al为Ni包Al,余同)丝材纯金属丝材Zn、Al、Cu、Ni、Mo等合金丝材
Zn-Al-Pb-Sn、Cu合金、巴氏合金、Ni合金、碳钢、合金钢、不锈钢、耐热钢复合丝材金属包金属(铝包镍、镍包合金)、金属包陶瓷(金属包碳化物、氧化物等)、塑料包覆(塑料包金属、陶瓷等)粉芯丝材
7Cr13、低碳马氏体等棒材陶瓷棒材
Al2O3、TiO2、Cr2O3、Al2O3-MgO、Al2O3-SiO
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 孕产妇心理健康干预的最佳实践试题及答案
- 关注心理健康:健康管理师试题及答案
- 2025年茶艺师考试综合研究试题及答案
- 二零二五年度挖机租赁安全操作规范执行与监督合同
- 2025年度离婚后子女监护权协议范本
- 二零二五年度儿童监护协议书及财产管理协议
- 二零二五年度水电施工安全责任书及风险评估合同
- 2025年度股东合作风险共担与新能源汽车产业链合作协议
- 茶艺师的沟通与表达能力试题及答案
- 二零二五年度大蒜品牌授权与加盟合同
- 医疗检验科协作医院协议书
- 肠净圈品管圈成果汇报-课件
- 围手术期静脉血栓栓塞症的风险评估与预防
- DZ∕T 0130.6-2006 地质矿产实验室测试质量管理规范 第6部分:水样分析(正式版)
- 1《阿Q正传(节选)》公开课一等奖创新教学设计统编版高中语文选择性必修下册
- 家乡文化渠县
- 2024-2030年中国人工智能专业人才需求行业市场全景调查及发展前景分析报告
- 国家义务教育质量监测四年级科学创新作业测试卷附答案
- 青海梦 混声无伴奏合唱谱
- 中餐厅宴会主题设计方案
- 经纬仪的使用-观测水平角(工程测量课件)
评论
0/150
提交评论