



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
深圳联懋塑胶有限公司第1页共45页注塑不良原因分析及改善对策
江志雄深圳联懋塑胶有限公司第2页共45页
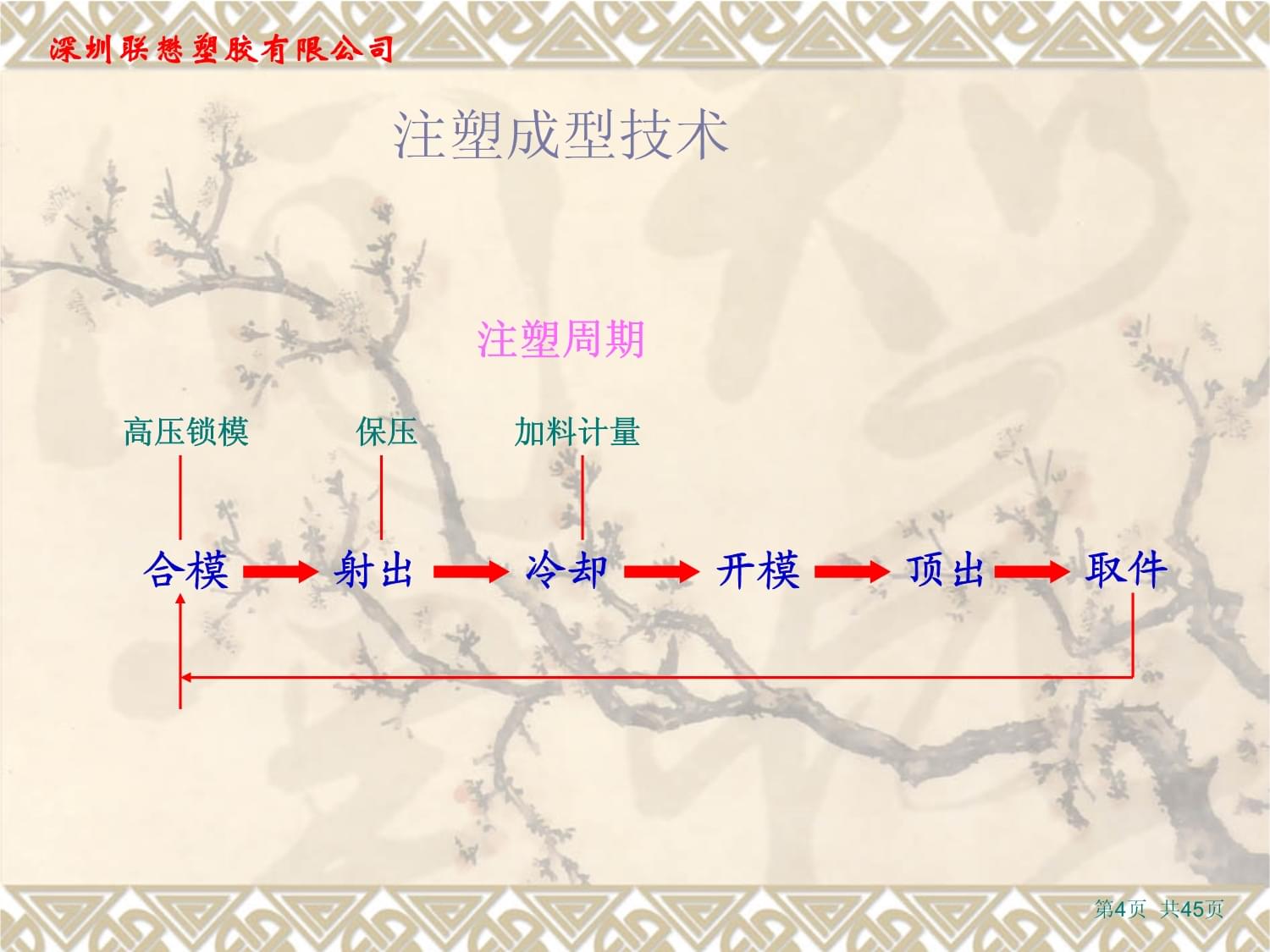
主要内容一、成型技术条件优化和执行力。二、注塑过程发现工模存在的问题点。三、试产时同转产后的品质不一致主要原因分析。(注塑部生产时使用水口料没有严格要求导致产品尺寸和注塑不稳定)。四、五金片来料不良导致产品调机困难(产品卡TP框/尺寸不符等问题出现)。五、工模运水設計问题改善措施(主要针对产品变形/优化成型周期)。七、注塑部作业员目前加工手法不合理部份讲解。八、工模热流道水口设计优化和提升。九、一个问题点重复修模原因。十、模具轉产要求。深圳联懋塑胶有限公司第3页共45页时间注塑成型技术成型工艺参数五要素温度压力速度位置深圳联懋塑胶有限公司第4页共45页高压锁模合模注塑成型技术注塑周期保压加料计量射出冷却开模顶出取件深圳联懋塑胶有限公司第5页共45页成型品注塑成型技术成型四大条件成型机模具原料成型条件深圳联懋塑胶有限公司注塑成型技术第6页共45页烘干排气压缩膨胀结晶残余应力原料软化固化流动成型熔融加热加压冷却成型机模具注塑的过程深圳联懋塑胶有限公司第9页共45页注塑常见不良目录缺胶工艺缺陷类不良缩水气纹批锋色差料花熔接线变形亮印烧焦/困气凹点模具缺陷类不良利边模点夹口粗排气不良扣位粘模模具斜顶以及行位不良斜顶断碰模扣位下沉行位拖伤顶针印顶高断镶件顶针批锋顶针不退烧导柱潜水拉胶粉热嘴拉丝拉花漏水/运水不通拖伤尺寸大小头料脆深圳联懋塑胶有限公司第7页共45页注塑成型技术圈内压力过大不合理的成型条件。建议品质QC或注塑工程师每天必须要巡检确认注塑成型参数是否合格,并做好相关记录,确保工模在正常成型条件下顺利生产。深圳联懋塑胶有限公司第8页共45页注塑成型技术圈内压力/速度/时间/位置都合理!此成型工艺称正常条件。深圳联懋塑胶有限公司第10页共45页不良原因分析缺陷:缺胶缺胶宇龙8198电池盖深圳联懋塑胶有限公司第11页共45页不良原因分析缺胶定义:成品未充填完整,有一部分缺少的状态,称为缺胶。1:模具排气效果不佳,模穴内的空气如果没有在射出时排除,则会由于残留空气的原因而使填充不完整,有时产生烧焦。2:模具温度低,原料流动距离长,或者有薄壁的部分,则在原料填充结束前冷却固化。3、熔融的原料温度低或射出速度慢,原料在未充满模穴之前就固化而造成短射的现象。4、注塑机射胶螺杆介子破裂或射嘴堵塞。5、射出压力低,造成充填不足。深圳联懋塑胶有限公司第12页共45页不良原因分析缺陷:批锋批锋(削披锋)龙旗AW996面壳深圳联懋塑胶有限公司第13页共45页不良原因分析批锋定义:成品出现多余的塑胶现象,多在于模具的合模处,顶针处,滑块等活动处。1、滑块与定位块如果磨损,则容易出现毛边。2、模具表面附着异物时,也会出现毛边。3、锁模力不足,射出时模具被打开,出现毛边。4、原料温度以及模具温度过高,则粘度下降,所以在模具仅有间隙上也容易产生毛边。5、料量供给过多,原料多余射出毛边。深圳联懋塑胶有限公司第14页共45页不良原因分析缺陷:缩水缩水·宇龙7296面壳深圳联懋塑胶有限公司第15页共45页不良原因分析缩水定义:产品胶位厚,注射时间或压力不足导致产品在成型过程中体积收缩,固化时在成品表面出现凹陷痕迹。
对策1、增加压力2、增加保压时间3、模具减少壁厚4、加大胶口或增加入水点
5、增加计量检位置6、检查注塑机射胶介子是否破裂等深圳联懋塑胶有限公司第16页共45页不良原因分析缺陷:熔接线熔接线华宝LBP5底壳深圳联懋塑胶有限公司第17页共45页不良原因分析熔接线定义:熔接线是原料在合流处产生细小的线,由于没有完全融合而产生的。成品正反都在同一部位上出现细线。如果模具的一方温度高,则与其接触面的汇胶线比另一方浅。
解决方法:1、加高料筒温度,加快射出速度(速度能对物料粘度调节和控制)。2、加高模温,使原料在模具里面流动性增加,结合处温度高能改善熔接线。3、模具有水份或有油(油与物料融合不够充分,产生熔接线)。4、模具排气不良,使用多级切换,多级速度控制,困气部分用慢速调整,降低模温能改善困气。深圳联懋塑胶有限公司第18页共45页不良原因分析缺陷:变形中间翘起华勤ZA3100底壳深圳联懋塑胶有限公司第19页共45页不良原因分析变形定义:射出时,模具内的树脂(原料)受到高压而产生的内部应力,脱模时,成品两边出现变形弯曲(薄壳产品容易变形)。
1、因原料受到高压高温而产生内部应力造成变形。2、由于产品内部的密度不均匀而产生变形。3、产品厚薄相差大,冷却速度不均匀,薄壁部分的原料冷却快,粘度提高,厚的部分加快收缩,造成变形。4、成品没有充分冷却,顶针对表面施加压力,造成变形。5、设计时入水方面不合理。深圳联懋塑胶有限公司第20页共45页不良原因分析缺陷:拉伤拉伤宇龙7296面壳深圳联懋塑胶有限公司第21页共45页不良原因分析拉伤定义:成品分模线或滑块合模出处出现损伤。
对策1、降低射出压力速度2、加大脱模角3、改善模具开模方式4、改善顶出方式5、模具加强抛光深圳联懋塑胶有限公司第22页共45页不良原因分析缺陷:困气困气华勒ZTD201底壳/华宝LBP5底壳/华宝V72电池盖困气一个问题点多次维修。深圳联懋塑胶有限公司第23页共45页不良原因分析困气定义:成品表面出现黑色碳化粉末状物质,主要是模腔内残留空气引起的。
对策1、降低熔胶原料温度2、降低注射速度3、工模加排气槽或排气镶件4、加大进胶口深圳联懋塑胶有限公司第24页共45页不良原因分析缺陷:尺寸不稳定尺寸不稳定联想Arlini前壳深圳联懋塑胶有限公司第25页共45页不良原因分析尺寸不稳定定义:产品尺寸与管控值出现偏差,生产过程不稳定。
对策1、优化成型参数或原料2、检查周边设备3、调整背压4、成型周期改动5、使用机械手6、五金片来料是否合格6、下模测量模数是否做到公差内深圳联懋塑胶有限公司第26页共45页模具存在的问题与不足一、工模运水設計问题改善措施。前模运水改善前前模运水改善后1、产品变形难调机管控。2、产品冷却慢,周期长。1、增加工模运水改善产品变形度。2、缩短产品周期。3、产品尺寸稳定,注塑好调机管控。深圳联懋塑胶有限公司第27页共45页模具存在的问题与不足二、工模运水設計问题改善措施。前模运水1、针对手机模具产品变形有所调机好管控。2、产品尺寸调机稳定。针对5寸以上的产品,建议前模运水改为此类运水为佳1、针对Pai模具产品变形有所调机好管控。2、产品尺寸调机稳定。深圳联懋塑胶有限公司第28页共45页模具存在的问题与不足三、工模进胶口问题改善措施。进胶口残留多,设计不合理,导致注塑部要人员加工。例子:华宝LV72面壳/华勒201面壳等产品水口过高需要加工处理试模部已多次提出改善求,但目前没有想到最好的解决方法!深圳联懋塑胶有限公司第29页共45页走胶不均匀(1号穴、2号穴入水口不一致)。华宝V72电池盖(复制模)模具存在的问题与不足四、工模进胶口问题改善措施。1号穴。2号穴。深圳联懋塑胶有限公司第30页共45页模具存在的问题与不足五、工模进胶口问题改善措施。华宝V72电池盖复制模热流道问题,进胶口不一致,一个是¢2.0,另一个是¢1.5,导致啤出来的的产品尺寸不一致。走胶板一穴同二穴也相差大远。热流道供应商已处理好。1号穴。2号穴。深圳联懋塑胶有限公司第31页共45页模具存在的问题与不足六、模具问题改善措施。流道板没有开通流道!此模具没有增加隔热板联想ArliniYM03060电池盖
龙旗AT700YM02910面壳深圳联懋塑胶有限公司第32页共45页模具存在的问题与不足七、模具问题改善措施。进胶口尺寸设计不均匀,有大有小!导致产品尺寸方面调机困难。要修正入水点华勤ZDT860电池盖深圳联懋塑胶有限公司第33页共45页模具存在的问题与不足八、模具问题改善措施。进胶口水口大粗产品顶出时拖胶粉!华宝LBP5底壳深圳联懋塑胶有限公司第34页共45页模具存在的问题与不足九、模具问题改善措施。尼龙扣拖胶粉严重!华宝LV72电池盖深圳联懋塑胶有限公司第35页共45页模具存在的问题与不足十、模具问题改善措施。顶出无法复位!斜顶烧死,下模修模。龙旗AT700YMO2910面壳深圳联懋塑胶有限公司第36页共45页模具存在的问题与不足十一、模具问题改善措施。1.热咀温度异常,流胶(造成锁模后热咀压坏)。分析主要原因:2.热嘴护套以工模水口推板配合行程大短导致压模。3.目前设计部杨经理已安排改善此类问题。深圳联懋塑胶有限公司第37页共45页模具存在的问题与不足十二、模具问题改善措施。模具运水不通!主要是加工时,孔内铁销未清理干净造成堵塞,钻嘴断在孔内所造成运水不循环。华宝LBP5底壳工模号YMO2795深圳联懋塑胶有限公司第38页共45页模具存在的问题与不足十三、模具问题改善措施。模具运水漏水。宇龙5950闪光灯工模号:YM03086龙旗AW750电池盖工模号:YM03028宇龙8750B壳工模号:YM03014深圳联懋塑胶有限公司第39页共45页模具存在的问题与不足十四、模具问题改善措施。模具导柱烧坏!主要原因:1、产品调变形时,前后模温差大。2、工模导柱配合间隙大紧/并且导柱上没有润滑油。3、模板变形。龙旗AT700YMO2910面壳深圳联懋塑胶有限公司第40页共45页注塑存在的问题与不足一、注塑问题改善措施。试模试产时使用的是原料,尺寸外观均符合品质要求。注塑生产时使用的是原料加水口料比例严重,导致尺寸外观不符合品质要求,要重新调机,注塑工艺要重新调整。改善:严格按照水口比例及分配使用,最多不能超过15%比例。深圳联懋塑胶有限公司第41页共45页注塑存在的问题与不足二、问题改善措施。1、7269电池盖刚转产的工模生产时员工削批锋未按照SOP作业指导要求作业,产品重叠导致碰伤,削伤等问题,作业不规范。2、试产时品质同量产时品质不一至,试产时品质不要削批锋/量产时注塑品质要求要削批锋。深圳联懋塑胶有限公司第42页共45页注塑存在的问题与不足三、问题改善措施。员工打砂未按照SOP要求作业,重叠导致碰伤,刮花等问题,作业不规范。深圳联懋塑胶有限公司第43页共45页注塑存在的问题与不足四、问题改善措施。龙旗AW996面壳转产后第一批生产的
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 广东水利电力职业技术学院《数字逻辑设计》2023-2024学年第一学期期末试卷
- 广东生态工程职业学院《建筑装饰工程概预算》2023-2024学年第一学期期末试卷
- 广东梅州职业技术学院《地下水污染与防治》2023-2024学年第一学期期末试卷
- 【2022届走向高考】高三数学一轮(人教B版)基础巩固:第2章-第1节-函数及其表示
- 广东省揭阳市榕城区2024-2025年第一学期期终质量检测小学五年级语文科试卷(有答案)
- 【金版学案】2014-2021学年高中历史优化训练(人教版必修3)第11课-物理学的重大进展
- 【全程复习方略】2020年人教A版数学理(福建用)课时作业:第十章-第九节离散型随机变量的均值与方差
- 2022届《创新设计》数学一轮课时作业(文科)(浙江专用)-第四章-三角函数、解三角形-4-2
- 四年级数学(四则混合运算)计算题专项练习与答案汇编
- 会议应急预案策划包括哪些内容
- 互助资金管理办法
- 会计学原理期末测试练习题及答案
- 金葡素注射液与血小板功能的关联
- 澳门的英文5篇
- 2024年7月国家开放大学法律事务专科《企业法务》期末纸质考试试题及答案
- 《教师法》培训课件
- 财富:2024年《财富》世界500 强排行榜
- 常用护理评估表及注意事项
- 河北省唐山地区2023-2024学年上学期期末八年级历史试卷
- 专题06直线与圆的位置关系、圆与圆的位置关系(课时训练)原卷版
- 军用装备信息化融合与互联
评论
0/150
提交评论