



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
1製程能力分析Catcher
可成科技(蘇州)有限公司Processcapability2製程能力的概念
:製程能力的意義
:製程能力是指製程在管制狀態下,製程符合規格的能力,即在受控狀態下實現過程目標的能力。一般以下列的製程特性來衡量製程能力:準確度(CapabilityofAccuracy)簡稱Ca精確度(CapabilityofPrecision)簡稱Cp3製程能力指數概念:製程能力指數:是指過程能力與過程目標相比較的定量描述的數值,即表示過程滿足產品品質標準(產品,規格,公差)的程度。一般以CP或CPK表示。CP適用於品質標準規格的中心值與實測資料的分佈中心值一致,即無偏離情況下,而CPK適用於品質標準規格的中心值與實測資料的分佈中心值不一致,即有偏離的情況下。4製程能力的概念
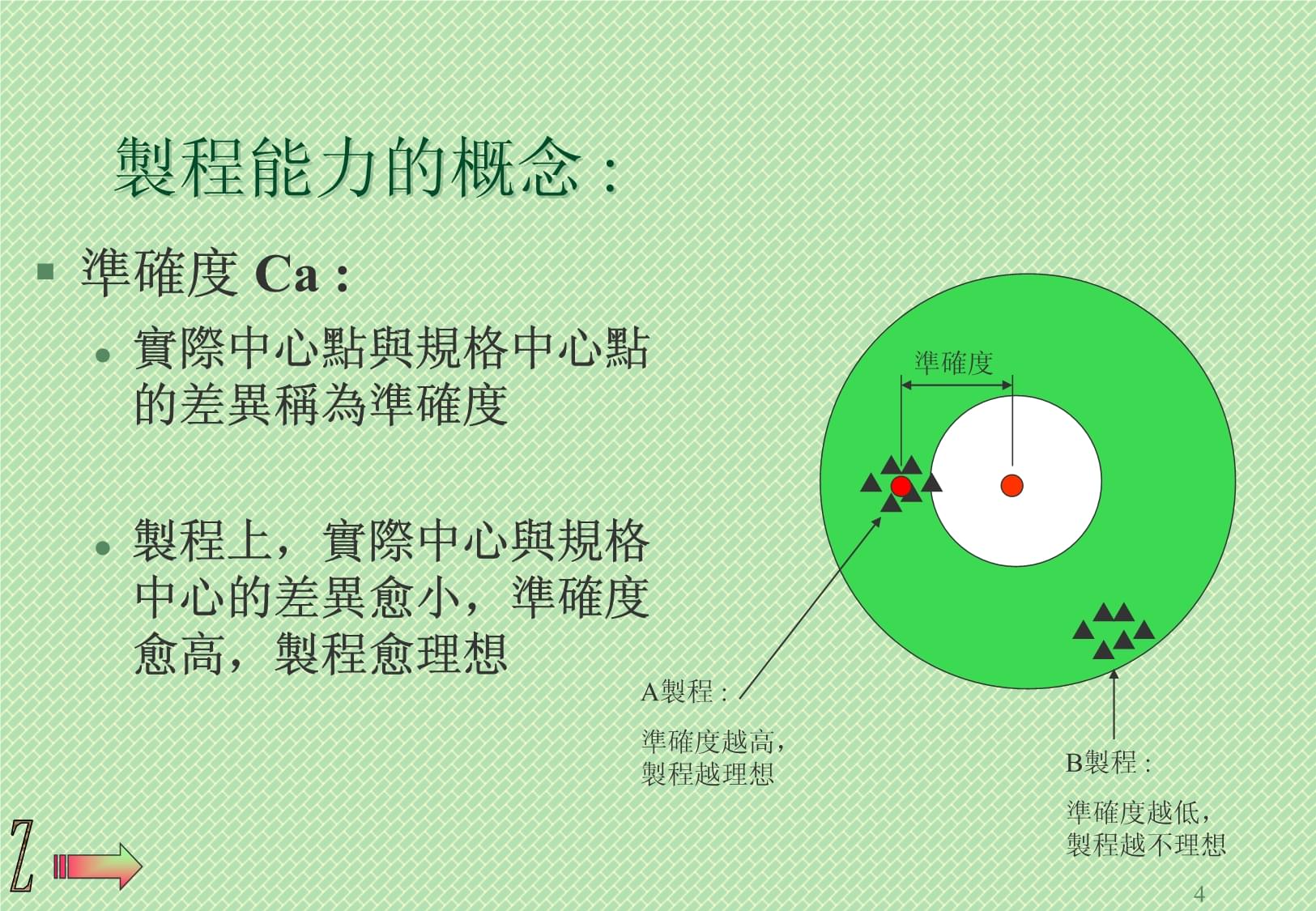
:準確度Ca:
實際中心點與規格中心點的差異稱為準確度製程上,實際中心與規格中心的差異愈小,準確度愈高,製程愈理想準確度A製程
:準確度越高,製程越理想B製程
:準確度越低,製程越不理想5製程能力的概念
:
精確度Cp:品質特性的散佈範圍大小或集中度稱為精確度在製程上,散佈範圍(或稱變異)愈小,精確度愈好,製程愈理想。A製程
:精確度越高,製程越理想B製程
:精確度越低,製程越不理想精確度6製程能力的概念
:程能力的要求:合格:準確度要高穩定:精確度要好由以上要求可知,
所有製程中,
A是最理想的B製程
:準確度高但精確度差A製程
:準確度與精確度都高C製程
:精確度高但準確度差7製程能力綜合指數
:Cpk是準確度與精確度的綜合指標:Ca只能反映製程的準確性Cp只能反映製程的精確性由於CPK同時考慮準確與精確度,故應用上最為廣泛8製程能力指數
:名詞解釋
:雙邊規格
:品質特性的合格範圍同時有上限及下限規定者稱為雙邊規格例CNC加工尺寸
:39.530.1mm單邊規格:品質特性的合格範圍僅定上限或下限者稱為單邊規格。例:平面度規格0.05mm9製程能力指數
:CA的介紹
:公式
:說明
::平均數U:規格中心值T:規格上限
–規格下限Ca僅適用於雙邊規格,單邊規格無法計算Ca規格中心值(M)實際平均值偏移TLTU10製程能力指數
:CA等級參考標準:一般製程要求Ca12.5%11製程能力指數
:Ca練習實例
:設產品規格為3.5mm0.1mm,今在產線抽測5個材料,量測值如下:3.52,3.53,3.57,3.54,3.53,則Ca值計算如下:U=3.50,T=3.6-3.4=0.2,若前一例的5個抽測值為3.51,3.53,3.53,3.52,3.52,則Ca值是多少?5X538.33.53
3.54
3.57
3.533.52=++++=%381.0038.02/2.050.3538.3Ca=-=-=12製程能力指數
:Cp的介紹:公式:雙邊規格:單邊規格說明
::平均數
:標準差T:規格上限
–規格下限USL:規格上限LSL:規格下限3XUSLCpU-=LSLXCpL-=規格上限規格下限313製程能力指數
:注意事項
:由公式可知,Cp是不考慮製程的中心點標準差計算最好用以下標準差的定義公式若無適當的計算器,則標準差亦可用下面簡易公式:全距平均數d2:請查閱附錄d2係數表14製程能力指數
:CP值的參考標準:一般製程要求CP≥1.3315製程能力指標:Cp練習例題
:設產品規格為3.5mm0.1mm,今在產線抽測5個材料,量測值如下:3.52,3.53,3.57,3.54,3.53,則Cp值計算如下:T=3.6-3.4=0.2,=0.0192,若本例中的5個抽測值為3.51,3.53,3.53,3.52,3.52,則CP值是多少?16製程能力指數
:Cp例二:設產品的規格上限為40g,今抽測7個產品的資料如下:80,85,78,82,84,77,79,則Cp的計算如下:17製程能力綜合指數
:Cpk的介紹:公式:雙邊對稱規格:雙邊不對稱規格
:單邊規格
:以Cp來表示單邊規格上限單邊規格下限18製程能力指數
:Cpk等級參考標準:一般製程要求Cpk1.3319製程能力指數
:Cpk例
:設產品規格為:3.5mm0.1mm,今抽測5個產品,量測值如下:3.52,3.53,3.57,3.54,3.53,則CP值計算如下:=0.0192,USL=3.6,LCL=3.4,20製程性能指數:PPK:性能指數(長期)PPK系依據長期資料的收集,而計算所得能力指數。資料來源於長期(一般認為三個月或以上)注:在有的文獻中,初始能力指數亦用PPK表示。21製程性能指數製程性能指數的計算,其估計的標準差為總的標準差,包含了組內變異以及組間變異。總變異=組內變異+組間變異。22製程能力與不良率
:準確度偏移後,不良率升高(CA偏大)MX23製程能力與不良率
:精確度愈差,不良率愈高CP大,不良率高CP小,不良率高24製程能力與不良率
:從別一觀點,CPK所代表是規格公差與自然差的比值由圖可知,CPK愈大,不良率愈小規格下限規格上限Cpk=2Cpk=1.33Cpk=125製程能力與不良率
:CPK與不良率的對照表(不偏移):26製程能力的提升
:製程能力的品質等級
:27製程能力的提升
:要改善製程能力,必須控制下列三項變異:設計製程原料28製程能力的提升
:改
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 厂房楼顶维修合同范例
- 劳动纠纷合同范例
- 协议转让物业合同范例
- 养殖饵料合同范例
- 出租小居改造合同范例
- 关于保险赔偿合同范例
- 农村小产权租房合同范例
- 共享农场认领合同范例
- 三角梅购销合同范例
- 北京建房施工合同范例
- 2023精麻药品培训知识试题库及答案(通用版)
- 居民死亡医学证明书英文翻译模板
- 劳 务 中 标 通 知 书
- 建房界址四邻无争议确认表
- 化工安全工程:第四章 泄漏源及扩散模式
- 流变性以及其调整
- 完整版安全生产培训内容
- 医院关于待岗、停岗的规定
- [四川]”寻仙踪、走诗路“诗歌度假小镇规划概念方案
- 10大气复合污染条件下新粒子生成与二次气溶胶增长机制
- 2022危险化学品企业重点人员安全资质达标导则-应急危化二〔2021〕1号
评论
0/150
提交评论