



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
自硬呋喃树脂热塑性的研究及应用
呋喃树脂砂是目前国内应用最为广泛的树脂砂。它从70年代开始研制应用至今,已有近40年历史,近40年的生产实践证明:呋喃树脂砂具有型芯强度高、旧砂易于回收、铸件尺寸精度有高等优点。但已暴露了一个严重缺陷,用呋喃树脂砂生产铸钢铸件、特别是生产合金钢铁件时,铸件出现裂纹的几率大增,其原因是在浇注铸件时,由于自硬呋喃树脂砂型内的温度变化缓慢,高温穿透能力差,铸型的整体退让性差,在铸件凝固收缩过程中阻止了铸件的收缩,因而使铸件内部产生较大的收缩应力,导致出现裂纹。针对这种情况,我司省级企业技术中心研发成功的热塑性呋喃树脂,它具有高热塑性和易溃散的功能特色,尤其适用于薄壁、形状复杂和大型铸钢件的稳定生产。
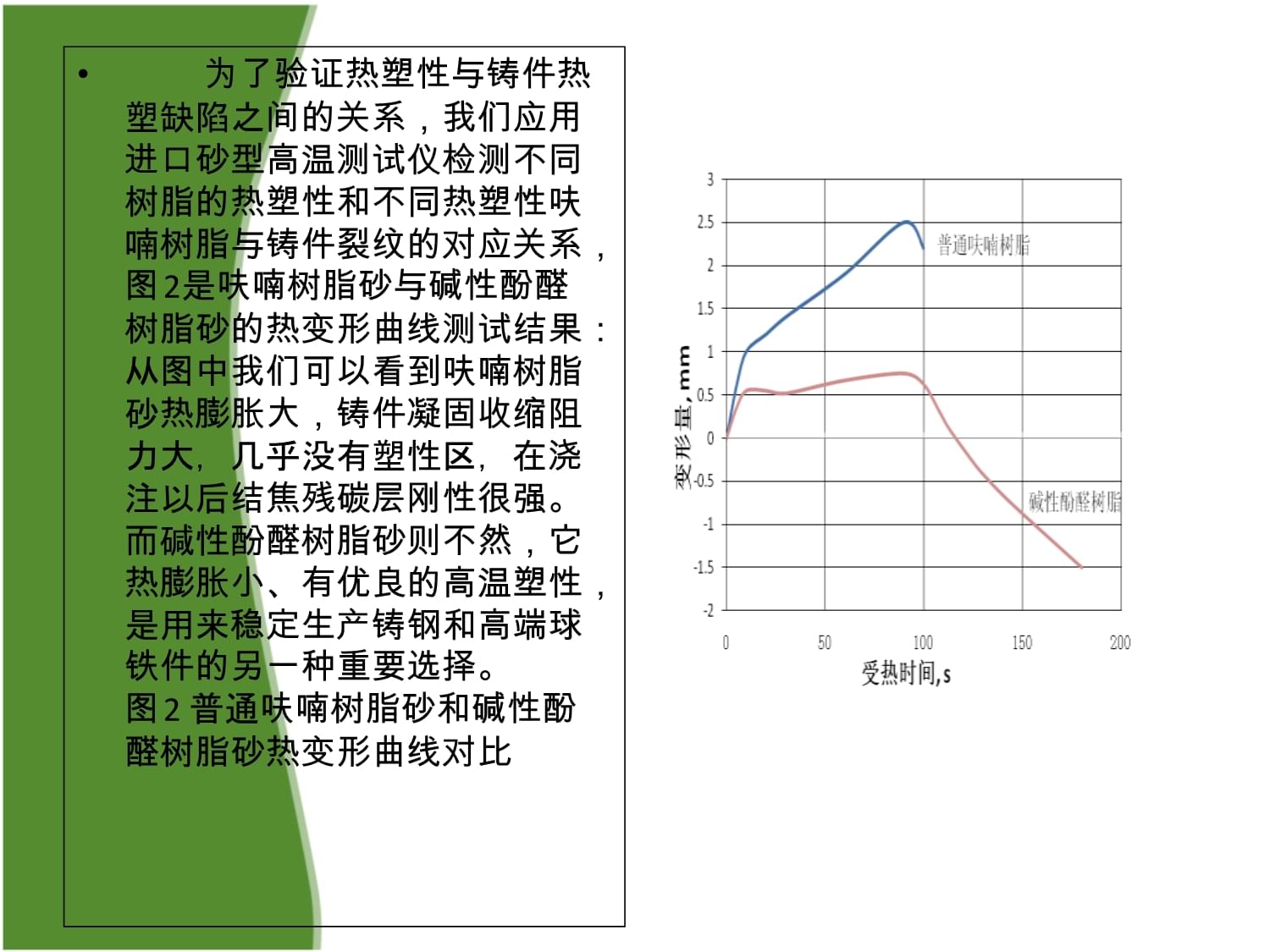
1.树脂热塑性差是引发铸件裂纹的基本原因 铸造合金、铸造工艺、铸件结构和造型材料是铸件产生裂纹缺陷的4大基本要素。铸造合金、铸造工艺、铸件结构保持不变的条件下,我们仅从树脂单一因素方面进行分析。众所周知,呋喃树脂在合成阶段,糠醇、尿素、甲醛或苯酚等原材料在热和催化剂的作用下,初步聚合成具有两维空间的线形链状结构的初聚物分子。而在铸造实际生产使用时,由于第二种催化剂(固化剂)的加入,呋喃环中的共轭双键打开,交联聚合,形成大分子量的具有三维空间结构的不溶性的体形网状高分子聚合物,将砂粒彼此粘结起来,形成较高的常温强度。在浇注以后,深层树脂不能完全燃烧,而在铸型与金属界面相互作用下,砂型周围的气氛很快由氧化性转变为还原性,树脂的分解速度减慢,炭化结焦而形成坚硬的焦炭骨架,阻碍铸件的凝固收缩,诱导裂纹缺陷的出现[2],如图1所示。而焦炭骨架的刚度取决于呋喃树脂中糠醇含量的高低,糠醇含量越高(氮含量越低),刚度越强,铸件的热裂倾向越大。图1铸钢件裂纹缺陷 为了验证热塑性与铸件热塑缺陷之间的关系,我们应用进口砂型高温测试仪检测不同树脂的热塑性和不同热塑性呋喃树脂与铸件裂纹的对应关系,图2是呋喃树脂砂与碱性酚醛树脂砂的热变形曲线测试结果:从图中我们可以看到呋喃树脂砂热膨胀大,铸件凝固收缩阻力大,几乎没有塑性区,在浇注以后结焦残碳层刚性很强。而碱性酚醛树脂砂则不然,它热膨胀小、有优良的高温塑性,是用来稳定生产铸钢和高端球铁件的另一种重要选择。
图2普通呋喃树脂砂和碱性酚醛树脂砂热变形曲线对比图3是热塑性与裂纹关系试样铸件,它结构差异明显,材质ZG340—640。我们用铸钢用呋喃树脂和碱性酚醛树脂进行浇注对比试验,试样经PT检查:发现铸钢用呋喃树脂砂试样铸件在90°角有三处裂纹,裂纹深度2~3mm,其中一处裂穿,30°角有两处裂纹,裂纹深度2~3mm。而碱性酚醛树脂砂试样铸件则没有裂纹。我们又用不同热塑性的呋喃树脂进行另一组浇注对比试验,试验结果表明:当将呋喃树脂热塑性调控到适当范围时,试件铸件可预防裂纹缺陷,即提升呋喃树脂的热塑性是解决铸钢件裂纹缺陷的方法与技术路线
图3试样铸件2.呋喃树脂热塑性的研究成果 我们从提高呋喃树脂高温韧性和热塑性的角度出发,在合成阶段引入柔性基团和自制高温增塑剂,来改变分子间的距离及分子的运动旋向和塑性,对树脂的活性官能团进行适当屏蔽,促进树脂分子在固化时的有序排列,有效地弥补了铸钢用的呋喃树脂由于糠醇含量高而导致的高温塑性差的缺陷,提高其韧性和流动性,保持其常温强度,提升其热表面稳定性。图4是在同等工艺条件下,呋喃树脂和热塑性呋喃树脂的热变形对比曲线。图4热塑性呋喃树脂砂与普通呋喃树脂砂热变形对比曲线 测试结果表明:普通呋喃树脂热变形量为2.50mm,试样到达断裂的时间100秒,而热塑性呋喃树脂热变形量1.00mm,到达断裂的时间124秒,相比之下,热塑性呋喃树脂的热变形量比普通呋喃树脂降低了60%,而高温塑性时间增加了30%。[3] 我们又从降低呋喃树脂高温强度和改善高温溃散性角度出发,对呋喃树脂砂在不同加热温度下的温度场、残留强度及热强度进行了系统的研究,独创了XY型呋喃树脂用高温溃散剂的配方及其合成工艺,可根据用户要求在满足其高温强度和热稳定时间的前提条件下,控制呋喃树脂砂的残留强度。与此同时甲醛气体的排放量下降90%。 3.热塑性呋喃树脂的生产应用 1)浙江某机械厂生产400Kg、500Kg和650Kg泥浆泵曲轴,材质ZG42CrMo,如图5所示。原采用CO2硬化水玻璃砂进行生产,因铸件裂纹多和废砂又难以处理,所以在2008年底改用普通呋喃树脂砂生产,三个曲拐根部都有裂纹,该厂工艺人员虽从浇注工艺、铸型制作工艺等多方面进行调控,但铸件裂纹缺陷还是时常出现。从2010年6月开始使用热塑让性呋喃树脂砂以后,基本上解决了裂纹缺陷。据统计,已累计生产曲轴铸件2000多件,仅有5件有一条细裂纹。[3]
2)某机械公司生产大型圆锥破碎机支承座铸件,材质ASTM—6N,铸件重量4,500kg,如图6所示。在用普通呋喃树脂砂生产时,铸件内腔和外部转角处裂纹严重,挖补缺陷工作量很大,该公司技术人员在对工艺进行多次改进无果后,改用热塑性呋喃树脂砂生产,解决了铸件内腔裂纹缺陷,外部转角处裂纹也大大减轻,多为1~2条微裂纹。[3] 3)江苏某铸造厂利用热塑性自硬呋喃树脂到目前为止,已累计生产各类铸钢件36件,铸件重量由400kg到12500kg,壁厚由60mm到500mm,最大单件浇注重量22000kg。铸件表面光洁,无裂纹、微裂纹、表面气孔和皮下针孔等铸造缺陷,如图7和图8所示,大大减轻了后道清理、修补工序的工作量,同时也提高了劳动生产率,降低了铸件生产的综合成本。铸件以100%的优良率赢得用户的一致好评。
4.自硬呋喃树脂热塑性的功能 用户生产实践证明,热塑性自硬呋喃树脂有下列应用功能:1)热塑性呋喃树脂具有优异的高温塑性和退让性,能有效解决铸件,特别是薄壁、形状复杂和大型铸钢件的裂纹缺陷,实现稳定生产。 2)热塑性呋喃树脂具有优良的热表面稳定性,能有效预防砂眼、冲砂及机械粘砂等铸造缺陷。热塑性与普通呋喃树脂的热表面稳定性值如表1所示。 注:1:普通呋喃树脂,2:热塑性呋喃树脂;加热温度1000℃
3)工艺调控简单:型砂可使用时间和硬化速度可控制范围相对较大,受温度、湿度等环境因素影响相对较小,流动性更好,造型紧实容易,常温强度适中,完全能满足中、大型铸件对铸型或砂芯的质量要求。4)无刺激性气味,优化环境。行标JB/T7526—2008《铸造用自硬呋喃树脂》中规定:一级呋喃树脂中游离甲醛含量须≤1%,而热塑性自硬呋喃树脂中游离甲醛仅为一级品的1/3,操作现场基本无刺激性气味,优化了生产环境。 5)降本增效成效显著:旧砂回用率≥95%,灼烧减量稳定可控,可减少新砂加入量3%~5%;铸件表面质量优良,铸件修补、清理、检验工作量减少将近1/2,劳动生产率大为提高,生产周期大为缩短,工人劳动强度大为减轻,产品质量稳定可控。
5.小结 1)普通呋喃树脂砂热膨胀大,铸件凝固收缩阻力大,几乎没有塑性区,在浇注以后结焦残碳层刚性很强,是产生裂纹缺陷树脂因素的基本原因。 2)热塑性呋喃树脂的热变形量比普通呋喃树脂降低了60%,高
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 运营部团队考评表
- 和谐校园从我做起:小学生文明礼仪教育小学主题班会课件
- 教育工作者教学质量与学生进步绩效评定表
- 服装行业智能制造与个性设计方案
- 考古研究员绩效考核表
- 关于开展2026年市场调研的通知函7篇
- 中小学信息技术教育课程资源开发与应用指导书
- 产品测试流程规范十二项关键步骤手册
- JJF(纺织) 020-2024 织物厚度仪校准规范
- 安全主管安全事件绩效评定表
- 尾矿库闭库后的环境监测施工方案
- 消毒供应中心打包工作规范
- 2025国际胰腺病学会急性胰腺炎修订指南解读课件
- 异物来源及异物防止培训
- DB54T 0275-2023 民用建筑节能技术标准
- 六年级语文非连续性文本阅读真题20套
- 医防融合培训课件
- 2025年货运驾驶员安全培训试题及答案
- 学堂在线 生活、艺术与时尚:中国服饰七千年 期末考试答案
- 【真题】青岛版四年级下学期期末数学考试卷(含解析)2024-2025学年山东省潍坊市诸城市
- 大豆异黄酮对安格斯肉牛免疫性能、抗氧化能力及血清代谢物的影响
评论
0/150
提交评论