



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
文件名称VCP连续电镀作业指导书序号分发单位序号分发单位总页数:共19页1生产部编制:审核:批准:受控文件保管者记录页码版本修改内容生效日期AllA.0首次颁布2016-12-16,文件修改记录
文件名称VCP连续电镀作业指导书1.0目的:为VCP连续电镀铜线提供一份操作指引,避免因操作不当导致产品品质问题。2.0范围:适用于VCP连续电镀铜线的生产操作。3.0定义:VCP加厚孔铜及表铜厚度。职责:生产部:负责日常生产操作及保证工作参数条件正常、药品添加,机器日常保养。工艺部:负责为流程问题提供技术支援,负责日常药水分析,并发出药水调整指示。维修部:负责生产设备的维修服务及保养。品保部:负责生产产品的品质监控及生产制作过程的监控。作业内容:流程:上板一酸洗一前缓冲一电镀铜一后缓冲一二级加压水洗一下板烘干一退镀一上喷水洗一上板5.2工艺参数要求:缸名药水名称控制范围缸体积最佳管控分析频率过滤循环循环流量处理时间操作温度备注酸性脱脂(酸洗)硫酸3-5%1026L3%1次/天有无1-3min25c硫酸铜70-90g/l80g/l1.药水分析:2次/硫酸200-240g/i220g/l周2.槽片分CL.50-70ppm21000L(不包括副槽)60ppm析:1次/周350-530-60min铜缸铜光剂FV-1005-15ml/l8-12ml/l自动加药标准:1.FV100A:FV100C=10:12.60-120ml/KA.H有50L/min25c退镀硝酸25-40%450L35%1次/天无/1-5min室温注:每月定期取铜缸样做光剂的CVS分析,分析其中光剂和有机物(TOC含量分析。结果报告由化验室保存,如果结果超出控制范围立即按供应商提供的方法调整。TOC含量标准:TOC05000Ppm
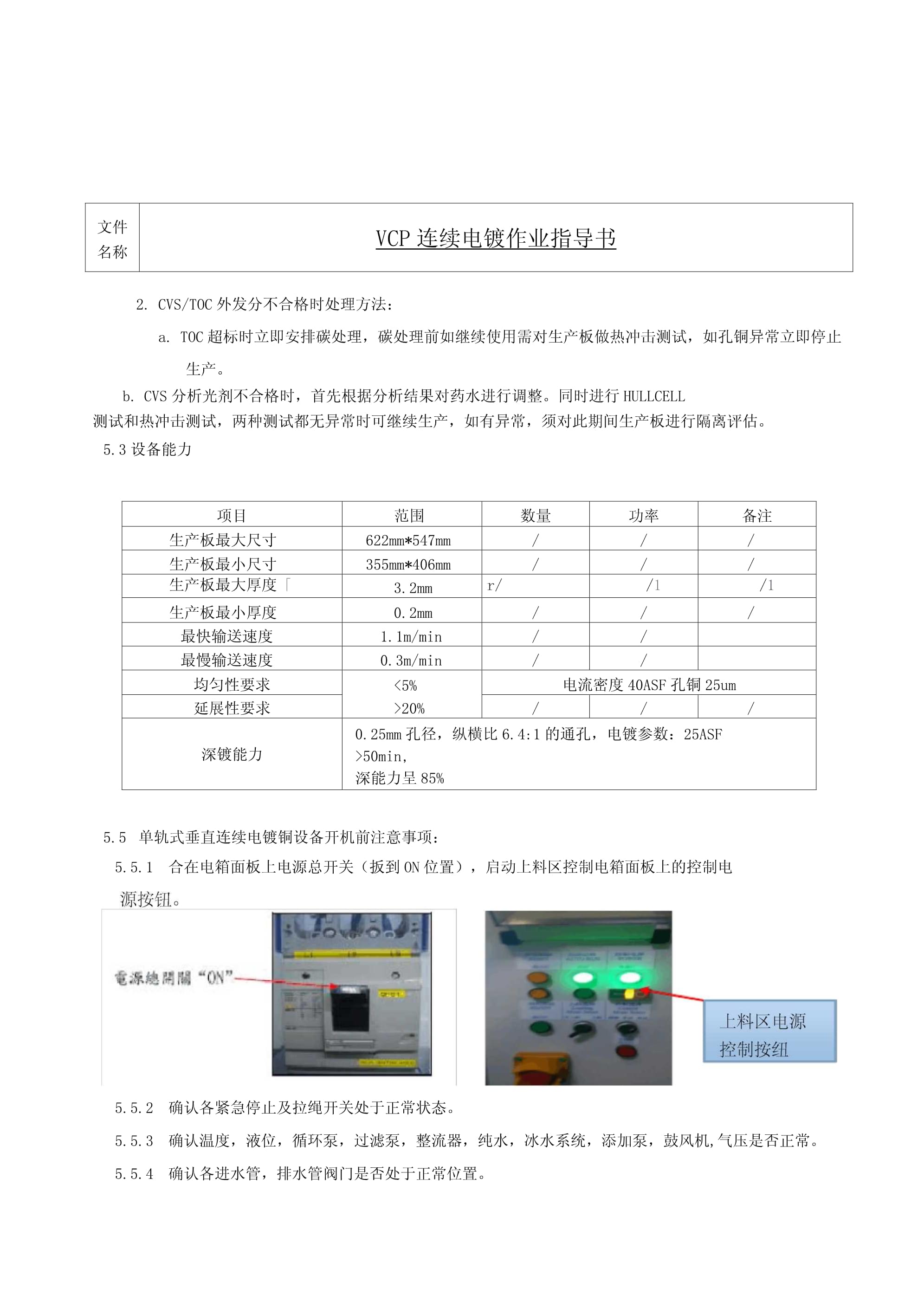
文件名称VCP连续电镀作业指导书CVS/TOC外发分不合格时处理方法:TOC超标时立即安排碳处理,碳处理前如继续使用需对生产板做热冲击测试,如孔铜异常立即停止生产。CVS分析光剂不合格时,首先根据分析结果对药水进行调整。同时进行HULLCELL测试和热冲击测试,两种测试都无异常时可继续生产,如有异常,须对此期间生产板进行隔离评估。5.3设备能力项目范围数量功率备注生产板最大尺寸622mm*547mm///生产板最小尺寸355mm*406mm///生产板最大厚度「3.2mmr//1/1生产板最小厚度0.2mm///最快输送速度1.1m/min//最慢输送速度0.3m/min//均匀性要求<5%>20%电流密度40ASF孔铜25um延展性要求///深镀能力0.25mm孔径,纵横比6.4:1的通孔,电镀参数:25ASF>50min,深能力呈85%单轨式垂直连续电镀铜设备开机前注意事项:合在电箱面板上电源总开关(扳到ON位置),启动上料区控制电箱面板上的控制电确认各紧急停止及拉绳开关处于正常状态。确认温度,液位,循环泵,过滤泵,整流器,纯水,冰水系统,添加泵,鼓风机,气压是否正常。确认各进水管,排水管阀门是否处于正常位置。文件名称VCP连续电镀作业指导书检查各感应器,限位开关,传输装置是否异常。单轨式垂直连续电镀铜设备开关机步骤:开机前确认事项:确认各周边设备处于开启状态。检查各阳极升降机构是否归定位,上下料是否在原位,完成后待机完成指示灯亮起。确认整流器模式为自动模式。开启自动运转,按下自动按钮3秒钟后,发出开机提示音6秒后,系统自动运行。从监控系统里输入产品资料,确认上料资料无误后传送到PLC把上料/不上料开关打到上料,设备开始上板;把上料/不上料开关打到不上料,设备停止上板。当传动速度不同时必须清除前处理槽和铜槽前所有产品才能在上板。当上料完成后,待所有生产板下料完毕,按下触摸屏里的自动停机画面里的停止按钮3秒后,系统开始自动关闭程序,各移载升降回到起始位,待机完成指示灯亮起,系统停止运转。5.6.5关闭所有周边设备,按下控制电箱上的控制电源停止按钮,切断控制电源5.7指示灯介绍:自动指示:设备自动运转状态下指示灯一直亮;自动停止不亮。停机指示:设备出现故障时,灯闪烁;没有自动运转且没有故障时一直亮;自动运转状态下灯不亮。
文件名称VCP连续电镀作业指导书异常指示:自动启动前六秒或者设备出现异常时灯闪烁,没有异常灯不亮。温度异常:温度出现异常时灯闪烁,温度没有异常灯不良。液位异常:液位出现异常时灯闪烁,液位没有异常灯不良。周边异常:周边出现异常时灯闪烁,周边没有异常灯不良。电流异常:电流出现异常时灯闪烁,电流没有异常灯不良。注:设备故障包括上料区故障,下料区故障,移载升降机械故障,各链条传动故障;设备异常包括温度,液位,电流,周边异常;周边异常包括所有泵浦,电磁阀,遮板,整流机异常。确保孔内铜厚深度能力能达到更好的均匀性具体板厚生产条件如下:0.2mm-0.3md£用喷淋频率25Hz0.4mm-0.6mm使用喷淋频率30Hz0.8mm-1.0mm使用喷淋频率40Hz0.2mm-1.6mm£用喷淋频率50Hz1.0mm意思板厚,最小孔径小于0.2mm生产使用口贲淋参数55Hz;5.8人机操作画面:5.8.1板子宽度位夹具所夹的那边;板子高度为进入铜槽深度的那边;两者千万不要弄混淆;传动速度,显示目前传动链条速度
文件名称VCP连续电镀作业指导书面积根据长宽计算所得,为单片板的双面面积*2。遮板尺寸为阳极遮板遮蔽的尺寸,遮板遮蔽在板边上方定义为正,遮板遮蔽在板边下方定义为负;上料索引为上料产品的一个流水线号,不同的料号对应不同的索引号,0代表无板,大于0代表有板;上料计数计的为当前所上板的数量;下料索引和下料计数为当前正在下的那批料号的产品。前电流后电流为一段铜槽长度除以板宽再乘每片板的预设电流再乘每段的电流系数所得,分前后两面,整流器电流=(1620/板宽)*每片板单面电流*2。上陪镀板高度要跟当时生产板一样高,宽度500mm以保证电镀均匀性;在上生产板之前和之后各上一块陪镀板或上多块陪镀板。状态显示:不上板,上陪镀板,上生产板,可以提示操作员上哪种板。5.9上料作业:一般在电脑监控里输入资料,此画面在电脑出现故障时才用,否则电脑没有数据记录和显示;直接点击需要修改的数据进行修改,确定无误后存档,存入后在屏下部有有预约料号的字样滚动。1复4®到仙隔村fkD退出一■41号.制程料号批号电范旭申流后]电店前]电压后1喷淋第*浮零喜度1上料4口-疣0铜懵回41nr*八i-|L662之如V2,12V50.00HzSISan演侬■一.0666AA2.35V2.23V50.00Hz519・6慑阴3207990673A671A2.47V2.24VSO.00Hx519wn7镀铜4207^30652A674A2.24V2,22V50,00Ht51918镀铜520799066bA673A2.36V2*46V50.00Hz519■■:3镀铜E217^90660K623A2.30Y1.89V50.COHzSi9110镀^7_0A0K0.80V0-5SV5Q.00Hx519^111潦标;012水洗1_00Q0以|下料「0■■j--=^-馆长御意'■同7^^『序岩故阵显示aifl除故原后亘
文件名称VCP连续电镀作业指导书5.9.2整流机监控:系统在自动运行状态下,整流机一般选择自动,整流机电流值会按所上产品电流值运行自动改变,在产品进入填满相应铜槽就开始打到预设值,如果选择手动,电流值只有在手动预设电流进行设定才能进行改变,容易出现故障,所以一般上板资料定义时在电流值没错的情况下使用,正常状态都是选择自动切换开自动状态。保护电流为链条不运转时整流器打到预设电流的百分之几。5.10阳极遮板马达5.10阳极遮板马达:文件名称VCP连续电镀作业指导书5.10.1系统在自动运行状态下,遮板马达一般选择自动,遮板会按所上产品尺寸进行自动升降,在产品一进入相应的铜槽旧开始升降;如果选择手动,遮板只有按住遮退按钮才能进行升降,升降尺寸为个人控制,容易出现故障,所以一般在遮板出现故障或者上错资料时使用。5.115.10.1系统在自动运行状态下,遮板马达一般选择自动,遮板会按所上产品尺寸进行自动升降,在产品一进入相应的铜槽旧开始升降;如果选择手动,遮板只有按住遮退按钮才能进行升降,升降尺寸为个人控制,容易出现故障,所以一般在遮板出现故障或者上错资料时使用。5.11链条传动速度控制:钟铜啖港开关设定级率的“慷洞2喷沿P底洞3咬港q的t“4吟港P惘洞5哝港/的1卬,啮“淋50_00Hz*tlvIHf小/iif桃■>OfH)Hn1网1后状至L5J实际频率喉淋过谑烘干*2#酸洗啧源3恫缸过速手动情况下可以设定链条速度,直接点击改变即可,自动预设速度一般在资料上错
文件名称VCP连续电镀作业指导书的情况下才修改,直到上下一批产品时铜槽会根据所上的产品自动修改,如果铜槽或前处理已有产品跟所上产品速度不一致,上料资料无法输入并提示异常报警,必须等前批料号的板下板为止才能进行输入,如果此批板一进铜槽链条速度跟板预设速度不一致时会提示异常报警。5.12周边设备:5.12.2电磁阀,泵浦开关运转故障一般在这上面都有显示,选择要控制的设备直接打开或关闭即可,在设备异常时必须先处理异常情况后,再按异常清除按钮设备才能开启运转,手动和自动的区别:手动下一直是开的,自动是有条件的,正常做板都是开启自动功能,所有的开关都必须打到开状态5.13温度系统:5.13温度系统:5.13.1温度读取开用的是485通讯方式,如果温度不能读取,检查相应的通讯线和参数设定,把开关打到开状态,温度会自动加热或冷却;按温度参数设定进入,可以设定预设温度,报警上限,报警下限,实际温度在偏离预设温度之上或下限情况下,温度会报警。5.14加的系统:系统开始.停止手动模式「惊动手动模式自动运行时间(H)
文件名称VCP连续电镀作业指导书5.14.1加药开关选择自动,实际值才会进行累加,前处理药水槽根据所上产品的面积计算,进入槽累加板面面积,镀铜添加实际AH根据整流器电流和时间的乘积进行累力口;当实际AH(面积)大于预设(面积)时,添加泵开始运转,到达高液位时泵浦停止,15秒后电磁阀开始动作,当达到设定时间时阀门关闭。5.15周边设备自动开关机:5.15.1周边设备自动启动开关打到启动时,周边设备依次打开,无需每个去开,自动停止达到启动时,周边设备依次关闭,无需每个去关。q■•»口力WIKIVHiUl'..口5咛M:T・丫"・口的船gq■•»口力WIKIVHiUl'..口5咛M:T・丫"・口的船gHgkJ志喻*唯两»1-|w?naLh.«,IH..《事毒1W"00Hr"“wiJTSS^^^Sr«nsF"产■始*QU;W线;--4*匚*曰・*,口占掉而酎州CH3IWMllll4fiffmI-301150羽文件名称VCP连续电镀作业指导书.16DMS电脑监控画面:深圳市深华国科技有限公司SHENZHENSHENHUAGUOPCBTECHNOLOGYCO.LTD文件编号:制订日期:版本:页码:SHG-PI-0662016-12-16A.0-11-**白坨HM«x«tri»G*«二・』M・日4lXTf-^Pi--主画面主要显示在做的板的料号,各个铜槽的实时电流,喷流频率当电流异常时,电流显示的背景颜色为红色,正常时恢复为绿色;检视现时电镀生产的状态,包括温度、整流器状况、药水添加资料、在线各个设备段实时报警输入默认值,用于控制生产在线各项设备,包含温度、自动药水添加、整流器预设电流的设置及计算、走板速度、电镀时间的计算等数据记录,包含料号资料查询,生产进出板报告表,产量统计表,各个设备报警等文件名称VCP连续电镀作业指导书5.17产品资料查询/添加/修改画面5.17.1添加型号泠府।点击添加产品资料=>输入产品料号=>俞入产品长度=>俞入产品宽度5.17产品资料查询/添加/修改画面5.17.1添加型号泠府।*几个重要公式:板总面积(ft2)二板长(mgX板宽(mm42903>2一片板预设电流二板电镀面积X电流密度一段铜槽预设电流二一片预设电流*(一段铜槽长度/(板宽+板间距))电镀时间二电镀厚度*9.92/电流密度/电镀效率/0.221输送带速度二铜槽总长度/(电镀时间*60)出板周期二(板宽+板间距)/输送带速度/2上述参数在建立生产料号时,就会自动计算,当操作员上板输入此料号时,相应的参数就会被送入PLC的相应存储单元,用这些参数去控制设备的运行点击上料作业=>在可选择的料号中点击要上的产品料号=>确认选择的料号信息=>输入Dumm宽度(产品的宽度)=>
文件名称VCP连续电镀作业指导书点击修改产品资料=>系统将调出此料号白^资料供用户修改=>确定5.19保养:5.19.1点击修改产品资料=>系统将调出此料号白^资料供用户修改=>确定5.19保养:5.19.1夹具维护保养:电镀铜缸内喷管的维护保养:当喷管内部有杂质堵塞时,需清洗好喷管内部,以减少喷管孔内堵塞的机会,当喷嘴有堵塞时,按以下方法清洗.5.19.2.1用手握住喷管头部由逆时针旋转拆下喷管5.19.2.2喷嘴拆下时要注意按顺时针拆下,力度适中,避免螺丝扭断或打滑现象―嗜■喟蠹5.19.2.1用手握住喷管头部由逆时针旋转拆下喷管5.19.2.2喷嘴拆下时要注意按顺时针拆下,力度适中,避免螺丝扭断或打滑现象―嗜■喟蠹畴,推麦啃嘴1杏的堵塞嘴嘴清理完成--役•安装骑专检查嘀嘴鹿内是否有他用文件名称VCP连续电镀作业指导书5.19.2.3喷嘴清理完毕后,按以上顺序装回原处,特别注意:在清洗过程中,注意保护喷嘴口,不得碰伤、损坏、严禁用尖锐物体清洁,对已损坏的喷嘴应及时更换。喷嘴座内的胶圈如有损坏或遗失须及时更换或齐(不同段落的材质有差别,请分段保养,
不得混淆)过滤泵维护保养:检查压力表是否异常,是否漏药水,定期清洗过滤袋。槽子的清洗:清洁液一氢氧化钠20-50g/l中和液一硫酸20-50ml/l;程序;用清水清洗各缸及其附属设备;各缸注满清水浸洗,如有打气及过滤系统则开启清洗(无需加滤芯);排走废水;加入清洁液(NaOH20-50g/l)到槽内,浸洗8小时以上,并开启所有打气及过滤泵;排走氢氧化钠清洁液;注入清水,清洗干净;排走废水;加入中和液(H2SO420-50ml/l)到槽内,浸洗8小时以上,并开启所有打气及过滤泵;排走硫酸溶液;再以清水清洗,排走废水;各槽注满清水浸洗,开启打气及过滤泵,清洗整套设备;排走废水;新阳极袋的清洗:用50g/l氢氧化钠溶液加热至50C左右将阳极袋放入该溶液中浸泡8小时,取出阳极袋用清水清洗干净。用100ml/l硫酸溶液浸泡8小时以上。用纯水彻底清洗干净。文件名称VCP连续电镀作业指导书阳极钛篮/夹具的清洗:用50g/l氢氧化钠溶液加热至50C左右,将阳极篮放入该溶液中浸泡8小时。用清水清洗干净。用100ml/l硫酸溶液浸泡8小时以上用纯水彻底清洗干净聚丙烯过滤芯的清洗:以热纯水清洗以100ml/l硫酸浸泡8小时以上C.用纯水彻底清洗干净。新铜阳极的清洗:以50ml/l硫酸+50ml/l双氧水浸泡,阳极呈鲜红色;用清水清洗干净;用100ml/l硫酸浸泡用纯水彻底冲洗干净即可使用旧磷铜球处理:将旧磷铜球用10%(V/V)CPH2SO4和10%(V/V)H2O2(30%)混合浸泡至黑膜退除尽。以DI水冲洗后,用5%(V/V)CPH2SO4浸泡10-15分钟。每次补加铜球后,须以5ASF,10ASF电流密度拖缸各3小时。新滤芯的清洗:以热DI水清洗以100ml/l硫酸浸泡8小时以上用DI水彻底清洗干净阳极袋清洗:用毛刷擦去表面脏物。在10%(V/V)CPHSO和10%(V/V)HQ(30%)混合溶液浸泡2小时后用DI水彻底清洗干净。电镀铜溶液维护:每月以高效碳纤维过滤包过滤镀液1次,同时镀铜副槽用高效碳芯过滤,过滤时间为6-8小时;过滤完成后铜槽循环泵更换成清洗干净的滤袋,副槽更换为棉芯。
文件名称VCP连续电镀作业指导书根据HullCell试验或CVS分析,判断镀液有机物污染程度,4-6个月时进行一次活性碳处理。镀液活性炭处理步骤将需进行碳处理之溶液移至碳处理缸,以DI水补至液位并调整成份至正常范围。将溶液加热到40-50C,按5ml/l加入HQ^。%),搅拌4-6续加热至60-80C,缓慢加入4-5g/l活性碳粉,于60c搅拌2-4小时。停止加热及搅拌,静置8-12小时。5-10pm滤袋及助滤粉,将镀液过滤至缓冲缸内。再用5-10^m滤芯及助滤粉,将镀液过滤至铜缸。以DI水补加镀液至正常液位,并分析镀液成份,调整至工艺范围内。用10ASF15ASF电流密度各拖缸3小时。加入铜光剂5ml/l,再以20ASF电流密度拖缸2小时由工打哈氏槽片分析光剂含量,调整至工^围后即可生产。5.19.14药水溶液维护:名称维护项目维护频率责任部门备注褪镀换缸1月/次生产部视褪镀效果更换酸洗换缸每周更换生产部滤袋清洗每周清片次生产部铜缸铜排打导电油每周一次生产部先用碎布清理铜排再均匀的涂布导电油铜槽管理槽过滤袋每周清片次生产部局效碳包过滤每月一次生产部同时处理铜副槽图效碳芯过滤每月一次生产部铜缸喷嘴清洗3个月检查消淤-次生产帮阳极、阳极袋清洗每3个月一次生产率碳处理每年一次或视生产品质及有机物污染分析结果TOO5000DDm生产部
文件名称VCP连续电镀作业指导书磷铜球补加及电解2-3次/周或当铜球耗量低于液向10cmi铜球补加量须与液向持平生产部哈氏槽调光剂1次/周化验室铜槽拖缸板1周电解一次生产部水洗缸换缸每周一次生产部5.19.14.1特别注意事项:5.19.14.1.1开机前需检查铜缸温度是否正常;过滤泵盖子是否拧紧;各铜缸、酸洗缸、硝酸缸、水洗缸液位是否处于正常状态;镀铜电流不能超过40ASF每次切换料号需上陪镀板(根据MI/流程卡要求以及电流指示
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 专项分包合同范本
- 中介房屋出售合同
- 二零二五债权债务三方协议书
- 二零二五兼职业务员合作协议书范例
- 二零二五仓储物流服务外包合同范例
- 三人合伙经营协议
- 年鉴出版印刷合同范本
- 如何开好管理交流会
- 建筑混凝土工合同范本
- 物流仓库租赁合同范本
- 2024年公务员(国考)之行政职业能力测验真题汇编及答案【历年真题】
- 视频监控项目投标技术方案(A)
- 内设部室及人员调整工作方案
- 反违章安全培训课件
- 社会主义发展史智慧树知到期末考试答案2024年
- Q-GDW 644-2011 配网设备状态检修导则
- 《公路桥梁抗震性能评价细则》(JTG-T2231-02-2021)
- 代持股协议书范文集合
- 装饰装修工程监理细则详解样本
- 中国急性胰腺炎诊治指南
- 学生食堂满意度测评表
评论
0/150
提交评论