



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
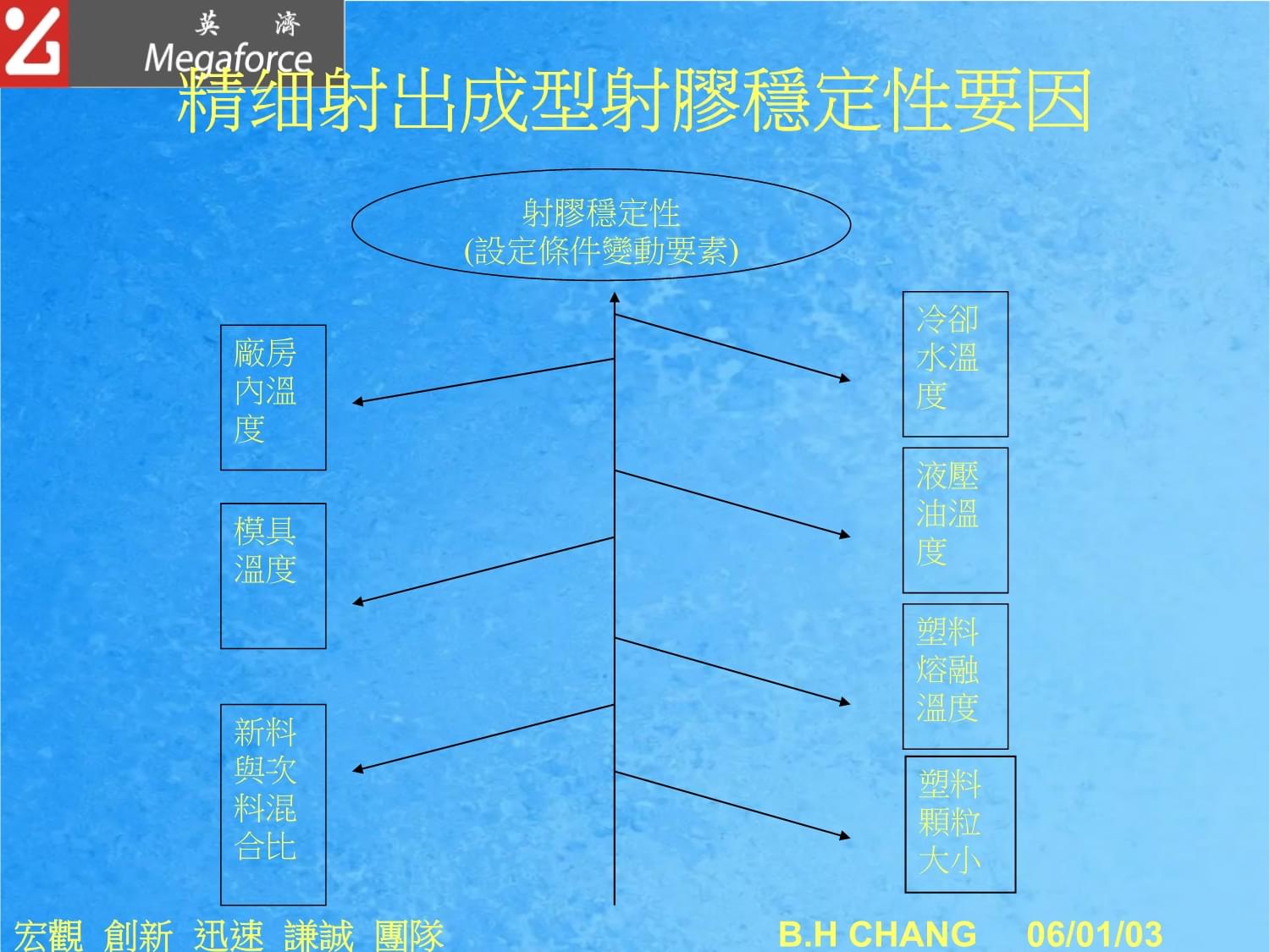
1、射出成型不良分析診斷與防止要訣前言: 射出成型各種機種不良現象發生缘由其主要要素如下:.成型资料(樹脂)本身的性質差異所致者.成型條件如溫度,壓力,射速等設定不當所致者.成型模具設計或制造有缺陷所致者.成型品形狀,厚度等設計不良所致者.射出成型機選用不當,才干缺乏所致者. 決定充填理想的要素射出壓力射出壓力與保壓料管溫度與噴嘴溫度澆口,位置,數目與方式模具內模穴溫度 實際上,射出成型不良的缘由並不單純,通常是由上述要素多項交錯而引起,對于不良缘由的断定有賴作業人員的經驗與技術.模穴充填過各中有以下主要要素所左右而影響其品質的良窳.精细射出成型射膠穩定性要因射膠穩定性(設定條件變動要素)塑料熔融
2、溫度廠房內溫度新料與次料混合比冷卻水溫度液壓油溫度模具溫度塑料顆粒大小射出成型品質三大要求射出品的物性成型品的物性外 觀尺寸精度成型收縮率模具構造要素普通特性燒焦銀條熔合線流痕毛邊成型後吸濕性回火處理機械特性耐熱性尺寸誤差要素充填缺乏關連成型條件內應力潛變性關連模上配向結晶度關連资料關連周圍環境噴流痕,澆口模糊,澆口髭狀顫紋破紋等尺寸公差影響成型品質 五大要因成型周邊設備要素射出機才干,精度要素成型资料要素射出成型條件要素模具要素冷凍機除混枯燥機烘干機模溫控制機吸料機溶膠溫變形溫度分解溫度枯燥溫度流動指數MI熱平安性吸濕性澆口大小澆口位置澆口數目冷卻均勻度模具精度模具構造模具磨損模具密度射出速度射出壓力料管溫度模溫冷卻時間一次保壓背壓螺桿轉速射膠速度變化熔膠才干最高壓力螺桿磨損逆流圈應損電磁閥內洩油溫過高水垢產生射膠不穩定精细成型溫度管理要項精细成型 溫度管理要項模具溫度料管溫度冷卻水溫度廠房內溫度母模溫度公模溫度半夜溫度中午溫度上午溫度樹脂熔融溫度回火處理溫度成型资料枯燥溫度循環油 溫度射出成型工程中決定充填理想的要素決定充填理想的要素澆口設計模具溫度料管溫度射出壓力射出速度充填不理想呵斥的暇疵充填不足毛邊燒焦噴流痕凹陷銀條(痕)熔合線收縮下陷表,面光澤欠佳流痕射出成型不良
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 2025年度股权激励协议虚拟分红权股权激励计划激励效果综合评价
- 2025年度新能源汽车研发生产合作协议书范文
- 2025年度物业公司股权转让及服务质量提升协议
- 2025年度特色书店合作开店协议书
- 2025年度铝合金门窗行业市场调研与营销策划合同
- 2025年度特殊工种劳动合同终止解除保障协议
- 二零二五年度养老社区入住与养老规划协议
- 2025年热议健康管理师试题及答案
- 2025年度民事调解协议书生效期限与调解协议履行保障措施
- 二零二五年度汽车过户前免责及后续责任划分协议
- 2024年教育培训机构商家入驻合作协议3篇
- 血液透析患者动静脉内瘘失功的危险因素与防治护理
- 2024年中国汽车出口与投资国别指南-马来西亚篇-中国汽车工业协会
- 房建危险源辨识
- 骨科延续护理
- DB51∕T 2426-2017 公路沥青路面预防性养护技术规范
- 2024年重庆市公务员考试《行测》真题及答案解析
- 视频监控设备安装(调试)投标方案
- 复方阿片类镇痛药临床应用中国专家共识
- 争议解决法律服务投标书
- ICU重症患者康复护理
评论
0/150
提交评论