



版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
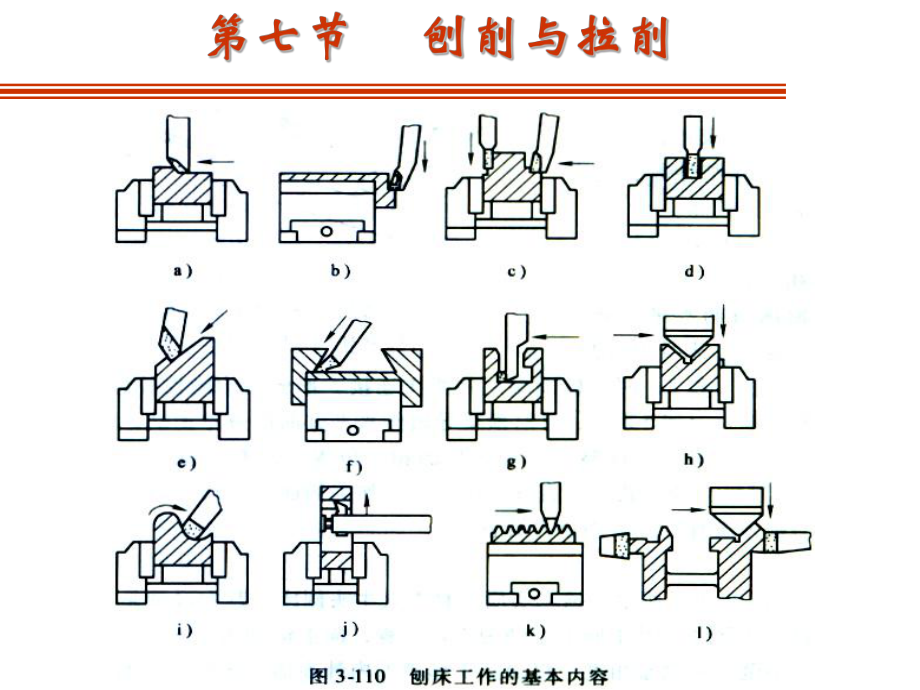
1、 一、刨削加工u刨削加工的特点刨削加工是单刃切削,主运动是直线往复运动,回程时不切削,所以生产效率较低。但刨削加工机床、刀具结构简单、制造、安装方便,调整容易,应用于单件小批生产较经济。刨削加工是在刨床上利用刨刀(或工件)的直线往复运动进行切削加工的一种方法。刨削加工精度可达IT9IT8,表面粗糙度Ra可达6.31.6m,用于粗加工和半精加工。刨削加工可保证一定的相互位置精度,适于加工箱体、导轨平面。在刨床上加工窄长平面或多件工件同时加工,其生产率并不低于铣削加工。u刨床1. 牛头刨床机床和刀具简单,应用灵活方便。但有空行程,有冲击,效率低。单件小批生产中加工平面、沟槽及纵向成形面。主要用来加
2、工大平面,尤其是长而窄的平面,也可加工沟槽或同时加工几个中小型零件的平面。生产率不如铣削高,主要用于中小批生产及修理车间。 2.龙门刨床3.插床插床实质上就是立式的牛头刨床。其加工范围较广,加工费用较低,但其生产率不高,对工人的要求较高。适于单件、小批生产中工件内方孔、多边形孔或孔内键槽等表面的加工。常用的刨刀有平面刨刀、偏刀、角度偏刀、切刀和弯切刀 u刨刀实际生产中多用弯头刨刀。u刨削加工方法1. 刨平面工件装夹l小尺寸工件用平口钳装夹l工件较大时,用螺钉和挡块在工作台上装夹(图3-116)l靠工件上的凸台或孔用螺栓压板来夹紧工件(图3-117)l对于较薄的工件,常采用撑板夹紧。(图3-11
3、8)2. 刨垂直面3. 刨台阶面4. 刨T形槽p用切槽刀刨直槽中心切削法p用弯切刀刨削凹槽p槽口倒角宽刃精刨是在普通精刨基础上,使用高精度的龙门刨床和宽刃精刨刀,以低速和大进给量在工件表面切去一层极薄的金属。表面粗糙度Ra可达1.60.8m,直线度可达0.02 mm/m。 宽刃精刨主要用来代替手工刮削各种导轨平面,可使生产率提高几倍,应用较为广泛。5. 宽刃刨刀精刨平面刀二、拉削加工u拉削加工的特点拉刀是多刃刀具,在一次拉削行程中就能顺序完成孔的粗加工、精加工和精整、光整加工工作,生产效率高。 拉削精度高,质量稳定。拉削精度一般可达IT7 IT6级,表面粗糙度一般可控制到Ra3.20.4m,拉
4、削表面的形状、尺寸精度和表面质量主要依靠拉刀设计、制造及正确使用保证。拉削耐用度高,使用寿命长。拉刀不仅能加工圆孔,而且还可以加工成形孔,花键孔。拉刀是定尺寸、高精度、高生产率专用刀具,制造成本很高,所以,拉削加工只适用于批量生产,最好是大批大量生产,不适合于加工大孔。应用:拉孔常用在大批大量生产中加工孔径为1080mm、孔深不超过孔径5倍的中小零件上的通孔。齿升量u拉床卧式拉床卧式拉床圆孔拉削圆孔拉削压力表压力表液压缸液压缸活塞活塞拉杆拉杆随动随动支架支架夹夹头头床床身身拉拉刀刀靠靠板板工工件件滑动滑动托架托架球面支承球面支承垫圈垫圈工工件件拉拉刀刀1床身床身2液压缸液压缸3支承座支承座4滚柱滚柱5护送夹头护送夹头卧式内拉床立式拉床连续式拉床u拉刀前柄部颈部过渡锥部前导部切削部校准部后柄部后导部过渡锥圆孔拉刀的结构由下列几个部分组成:u拉削方式分层式l同廓式l渐成式l分块(轮切)式l综合式扩铰镗杆类零件重要孔:钻件(镗珩磨)精镗滚压)铸深孔:镗(塑材:粗镗镗箱体轴承孔:尺寸较大钻扩铰
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 污水处理中的电离子于络合物处理技术考核试卷
- 水利工程中的资金筹措与投资回报考核试卷
- 机械设计与洗涤设备应用考核试卷
- 信用合作社金融服务与农村电商协同发展考核试卷
- 渔业资源调查与评估技术平台考核试卷
- 宠物寄托中心宠物寄养服务流程标准化考核试卷
- 保健按摩合同范例
- 保姆用功合同范例
- 万邦国际租赁合同标准文本
- 入空股合同范例
- 2025年医保政策法规考试题库及答案试卷(宣传解读)
- 山东省日照市2024-2025学年高一上学期期末考试英语试题2
- 基于社区的慢性病预防策略研究
- 2025家庭教育指导师试题库及答案
- 红酒-价格表格
- 2025年机电实务考试题型及答案
- 高中化学 硝酸-课件 学习资料
- CRH5动车组转向架
- 2025江苏宿迁宿豫区总工会公开招聘5人高频重点模拟试卷提升(共500题附带答案详解)
- 西北四省(陕西山西青海宁夏)2025届高三下学期第一次联考英语试卷含答案
- 北京市西城区2024-2025学年高三上学期期末考试英语试题【含答案解析】
评论
0/150
提交评论