


版权说明:本文档由用户提供并上传,收益归属内容提供方,若内容存在侵权,请进行举报或认领
文档简介
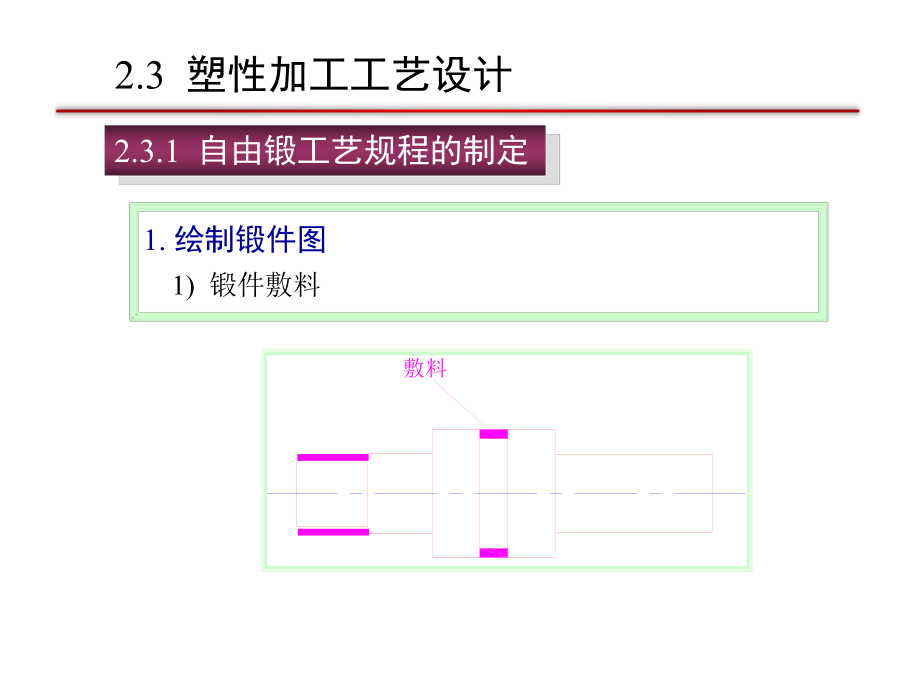
1、制定工艺规程的目的: 组织生产过程 规定操作规范 控制和检查产品质量2.3.1 自由锻工艺规程的制定 2.3 塑性加工工艺设计 自由锻工艺规程的内容:绘制锻件工艺图计算坯料的质量和尺寸锻造工序的选择选定锻压设备、确定锻造温度范围加热与冷却规范填写工艺卡片2.3.1 自由锻工艺规程的制定 2.3 塑性加工工艺设计 1. 绘制锻件图-以零件图为基础2.3.1 自由锻工艺规程的制定 2.3 塑性加工工艺设计 1. 绘制锻件图 1) 锻件敷料敷料2.3.1 自由锻工艺规程的制定 2.3 塑性加工工艺设计 1. 绘制锻件图 2)锻件余量锻件余量2.3.1 自由锻工艺规程的制定 2.3 塑性加工工艺设计
2、1. 绘制锻件图 3)锻件公差:由于操作技术水平的差异以及对锻件收缩量估计误差,锻件的实际尺寸与其基本尺寸之间必存在偏差。典型锻件图2.3 塑性加工工艺设计 2.3.1 自由锻工艺规程的制定 2. 毛坯质量和尺寸的计算1)质量:m坯=m锻件+m烧损+m料头加热方式加热方式烧损率烧损率()()首次首次以后各次以后各次室式烧炉室式烧炉2.541.52.0油炉油炉231.52.0煤气炉煤气炉1.52.51.52.0电阻炉电阻炉11.51.52.0接触感应电加热接触感应电加热0.51.52.02.3 塑性加工工艺设计 2.3.1 自由锻工艺规程的制定 2.3 塑性加工工艺设计 2.3.1 自由锻工艺规
3、程的制定 2. 毛坯质量和尺寸的计算2)毛坯尺寸: 计算圆形截面毛坯直径(或方形截面边长)的公式: /坯坯mV5 . 225. 100DH30)0 . 18 . 0(坯VD 30)9 . 075. 0(坯Va )D/(VH20坯0420坯0a/VH3. 选择锻造工序1)1)盘类件盘类件: :镦粗(拔长、镦粗)、冲孔镦粗(拔长、镦粗)、冲孔2)2)轴类件轴类件: :拔长(镦粗、拔长)、切肩、锻台阶拔长(镦粗、拔长)、切肩、锻台阶3)3)筒类件筒类件: :镦粗(拔长、镦粗)、冲孔、心轴上拔长镦粗(拔长、镦粗)、冲孔、心轴上拔长4)4)环类件环类件: :镦粗(拔长、镦粗)、冲孔、心轴上扩孔镦粗(拔长
4、、镦粗)、冲孔、心轴上扩孔6)6)弯曲类件弯曲类件: :拔长(镦粗、拔长)、弯曲拔长(镦粗、拔长)、弯曲5)5)曲轴类件曲轴类件: :拔长(镦粗、拔长)、错移、锻台阶、扭转拔长(镦粗、拔长)、错移、锻台阶、扭转2.3 塑性加工工艺设计 2.3.1 自由锻工艺规程的制定 3. 选择锻造工序 1)盘类件:镦粗(拔长、镦粗)、冲孔2.3 塑性加工工艺设计 2.3.1 自由锻工艺规程的制定 3. 选择锻造工序 1)盘类件:镦粗(拔长、镦粗)、冲孔下料 镦粗 镦挤台阶 冲孔滚圆 平整齿轮坯的锻造过程2.3 塑性加工工艺设计 2.3.1 自由锻工艺规程的制定 3. 选择锻造工序 2) 轴类件:拔长(镦粗、
5、拔长)、切肩、锻台阶2.3 塑性加工工艺设计 2.3.1 自由锻工艺规程的制定 3. 选择锻造工序 2)轴类件:拔长(镦粗、拔长)、切肩、锻台阶下料 拔长镦台阶 拔长传动轴的锻造过程2.3 塑性加工工艺设计 2.3.1 自由锻工艺规程的制定 3. 选择锻造工序 3)筒类件:镦粗(拔长、镦粗)、冲孔、心轴上拔长2.3 塑性加工工艺设计 2.3.1 自由锻工艺规程的制定 3.选择锻造工序 3)筒类件:镦粗(拔长、镦粗)、冲孔、心轴上拔长 下料镦粗 冲孔心轴拔长 锻件圆筒的锻造过程2.3 塑性加工工艺设计 2.3.1 自由锻工艺规程的制定 3.选择锻造工序 4)环类件:镦粗(拔长、镦粗)、冲孔、心轴
6、上扩孔2.3 塑性加工工艺设计 2.3.1 自由锻工艺规程的制定 3.选择锻造工序 4)环类件:镦粗(拔长、镦粗)、冲孔、心轴上扩孔下料 镦粗 冲孔心轴扩孔 平整端面圆环的锻造过程2.3 塑性加工工艺设计 2.3.1 自由锻工艺规程的制定 3.选择锻造工序 5)曲轴类件:拔长(镦粗、拔长)、错移、锻台阶、扭转2.3 塑性加工工艺设计 2.3.1 自由锻工艺规程的制定 3.选择锻造工序 6)弯曲类件:拔长(镦粗、拔长)、弯曲2.3 塑性加工工艺设计 2.3.1 自由锻工艺规程的制定 齿轮零件自由锻工艺过程零件材料为45钢,生产数量为20件。 2.3 塑性加工工艺设计 2.3.1 自由锻工艺规程的
7、制定 (a) 正面 (b) 背面 齿轮零件三维模型 2.3 塑性加工工艺设计 2.3.1 自由锻工艺规程的制定 182173160145182230268290+0.0-0.1202+0.00-0.058-3010184252511300.81.6其余0.4齿轮零件图齿轮零件自由锻工艺过程2.3 塑性加工工艺设计 2.3.1 自由锻工艺规程的制定 齿轮零件自由锻工艺过程 1)设计、绘制锻件图 302 5(290)131 6(145) 214 5(202)284(18)624(52)齿轮锻件图齿轮坯锻件三维模型 2.3 塑性加工工艺设计 2.3.1 自由锻工艺规程的制定 齿轮零件自由锻工艺过程
8、2)确定变形工序 垫环局部镦粗冲孔冲子扩孔2862130302214123456131下料;2镦粗;3垫环局部镦粗;4冲孔;5冲子扩孔(三次);6修整齿轮锻造工艺过程2.3 塑性加工工艺设计 2.3.1 自由锻工艺规程的制定 齿轮零件自由锻工艺过程 3)计算原始坯料体积与尺寸 (1)原始坯料体积 (2)原坯料直径和高度)1 ()(0芯料锻件VVVmmVD1484 .1183239046)0 . 18 . 0()0 . 18 . 0(330坯mmD1300mmDVH244)1304/(3239046)4/(22000303239046mmV 2.3 塑性加工工艺设计 2.3.1 自由锻工艺规程的
9、制定 齿轮零件自由锻工艺过程4. 选择锻造设备 锻锤吨位可按下式进行近似计算, G=(0.0020.003)KS K可由文献查得,为安全起见,取最大值13,镦粗后锻件的横截面积S最大不超过锻件的横截面积,可按锻件的最大横截面积计算,为716cm2。经计算,所需锻锤最大吨位为G=0.00313716=28kg,因此可选0.25以上吨自由锻锤。5. 确定锻造温度范围 45钢的始锻温度为1200,终锻温度为800。2.3 塑性加工工艺设计 2.3.1 自由锻工艺规程的制定 齿轮零件自由锻工艺过程6.填写工艺卡片 3 0 2 5(2 9 0 )1 3 1 6(1 4 5 ) 2 1 4 5(2 0 2
10、 )284(18)624(52)锻件名称齿轮坯工艺类别自由锻材料45设备0.5t空气锤加热火次1锻造温度范围1200800锻件图坯料图齿轮零件自由锻工艺过程序号工序名称工序简图使用工具操作要点1自由镦粗火钳镦粗后的高度为90mm 2局部镦粗火钳和镦粗漏盘控制镦粗后的高度为62mm 3冲孔火钳、镦粗漏盘、冲子和冲孔漏盘1注意冲子对中;2采用双面冲孔,左图为工件翻转后将孔冲透的情况 4一次扩孔火钳、镦粗漏盘、冲子和扩孔漏盘注意冲子对中齿轮零件自由锻工艺过程5二次扩孔火钳、镦粗漏盘、冲子和扩孔漏盘注意冲子对中6三次扩孔火钳、镦粗漏盘、冲子和扩孔漏盘注意冲子对中7修整外圆火钳和冲子边轻打边旋转锻件,使
11、外圆消除弧形并达到直径为3025mm8修整平面火钳和镦粗漏盘轻打(如砧面不平还要打边转动锻件),使锻件厚度达到624mm 摇杆轴自由锻工艺过程2.3 塑性加工工艺设计 2.3.1 自由锻工艺规程的制定 摇杆轴自由锻工艺过程锻件名称摇杆轴毛坯工艺类别自由锻材料40Cr设备150kg空气锤加热火次2锻造温度范围1180-850锻 件 图 坯 料 图2.3 塑性加工工艺设计 2.3.1 自由锻工艺规程的制定 摇杆轴自由锻工艺过程火次序号工序名称工序简图使用工具操作要点11压肩圆嘴钳压肩摔子边轻打边旋转锻件2拔长圆嘴钳将压肩一端拔长至直径41mm2.3 塑性加工工艺设计 2.3.1 自由锻工艺规程的制
12、定 摇杆轴自由锻工艺过程火次序号工序名称工序简图使用工具操作要点13摔圆及修整圆嘴钳摔子边轻打边旋转锻件;将拔长部分摔圆至401mm24压肩圆嘴钳压肩掉头;边轻打边旋转锻件2.3 塑性加工工艺设计 2.3.1 自由锻工艺规程的制定 摇杆轴自由锻工艺过程火次序号工序名称工序简图使用工具操作要点25拔长圆嘴钳边轻打边旋转锻件;将压肩一端拔长至直径41mm6摔圆及修整圆嘴钳摔子边轻打边旋转锻件;将拔长部分摔圆至401mm2.3 塑性加工工艺设计 2.3.1 自由锻工艺规程的制定 摇杆轴自由锻工艺过程接盘毛坯自由锻工艺过程2.3 塑性加工工艺设计 2.3.1 自由锻工艺规程的制定 锻件名称齿轮坯工艺类别自由锻材料45 设备65kg空气锤 加热火次2锻造温度范围1200-800 锻 件 图 坯 料 图2.3 塑性加工工艺设计 2.3.1 自由锻工艺
温馨提示
- 1. 本站所有资源如无特殊说明,都需要本地电脑安装OFFICE2007和PDF阅读器。图纸软件为CAD,CAXA,PROE,UG,SolidWorks等.压缩文件请下载最新的WinRAR软件解压。
- 2. 本站的文档不包含任何第三方提供的附件图纸等,如果需要附件,请联系上传者。文件的所有权益归上传用户所有。
- 3. 本站RAR压缩包中若带图纸,网页内容里面会有图纸预览,若没有图纸预览就没有图纸。
- 4. 未经权益所有人同意不得将文件中的内容挪作商业或盈利用途。
- 5. 人人文库网仅提供信息存储空间,仅对用户上传内容的表现方式做保护处理,对用户上传分享的文档内容本身不做任何修改或编辑,并不能对任何下载内容负责。
- 6. 下载文件中如有侵权或不适当内容,请与我们联系,我们立即纠正。
- 7. 本站不保证下载资源的准确性、安全性和完整性, 同时也不承担用户因使用这些下载资源对自己和他人造成任何形式的伤害或损失。
最新文档
- 1+x母婴复习题与答案
- 销售后勤工作总结报告
- 防疫知识教育
- 西昌地震知识竞赛总结
- 交通安全培训重要性
- 通信传输年终总结
- 销售区域管理工作总结
- 除磷工艺流程讲解
- 防拐卖儿童安全教育
- 中级公司信贷-中级银行从业资格考试《公司信贷》押题密卷
- 2025年乌兰察布医学高等专科学校高职单招职业技能测试近5年常考版参考题库含答案解析
- 招标代理机构选取突发情况应急处理预案
- 2024入团知识题库(含答案)
- 《无人机操控技术》 课件 项目 3 无人机视距内操控技术
- 伦理审查表(一式三份)
- 义务教育英语课程标准(2022年版)
- 输电线路工程归档清单
- 国内外城市流动摊贩研究综合述评
- 土木工程毕业论文
- 检验科停电应急预案
- 中医住院医师规范化培训手册
评论
0/150
提交评论